加工中心Z轴报警的故障修理
2013-12-07王晓武
刘 阳 ,张 伟 ,王晓武
(西安航空发动机 ( 集团)有限公司,陕西 西 安 7 10021)
1.故障现象
UCP-1000加工中心所用系统为海德汉TNC426,在进行加工时出现Z轴03#报警,该报警在消除之后Z轴向上运行到一定位置时又会出现该报警,设备无法正常使用。
2.故障分析
(1)故障内容
03#报警为驱动温度过高。机床说明书指出I15这一出入点变为1是产生此报警的原因,更深一层的原因可能是切削量过大,可以让驱动装置冷却一段时间,加以清除。
(2)故障分析
在加工中心上这种零件一直在加工,不存在切削量过大的情况;检查伺服驱动装置,手感温度不高。根据原理图(图1)查找I15这一点,它来自于伺服驱动装置的电源模块,端子是X111的5.2,当它为1时的含义是电源模块的电流过大报警。对该设备的Z轴电流进行测量发现该电流稍大,但并未达到其高速运行时的电流。
经查报警原因,在对PLC进行分析后得知,数控系统采集了伺服驱动各轴的电机电流值,并对该电流值监控,除I15这一点输入外,如果点击电流大于参数设定值,同样出现此报警。
为了断定是否是该信号引起的报警,将电源模块的端子5.2上的线取掉,如果电源模块有故障信号,是不会送入
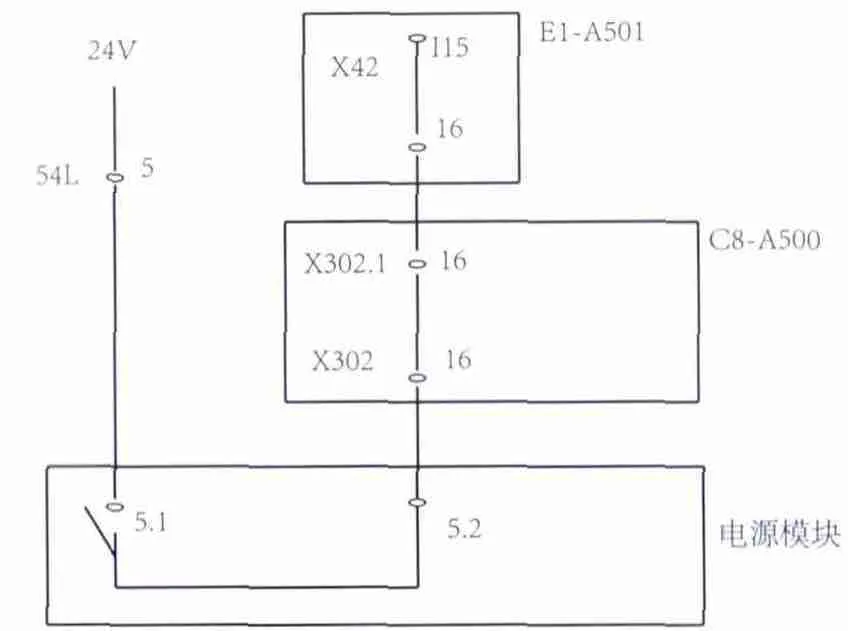
图1
数控系统的。这时再运行Z轴,该报警还是出现。由此可以确定不是电源模块发出的信号。
该信号从电源模块引出后经过一个接口板,再转换为一个32针的电缆接入数控系统的X42接口,为了排除这一段线路的故障,将插头X42拆开,将I15所对应的16针的线断开,这时再运行Z轴,故障继续存在。于是将该点人为加上24V,出现该报警,由此可以断定产生该报警还有其他原因。
对系统的信号分析,发现伺服电动机的温度信号是送入数控系统的,它是一个常态在500Ω左右的热敏电阻,将该信号线剪断,送电后立即出现数控系统的报警,内容是“电机温度过高”,所以也不是该信号引起的此故障。
由于开始该报警是在Z轴向上移动到某一位置是固定的,为判断是否是由于光栅尺故障引起该报警,将该轴改为半闭环运行,报警依旧出现。
在对其他各轴检查后发现,只有Z轴移动时出现该报警,因此将检查重点放在对Z轴运行状态的检查:用电流表检测Z轴电流,同样的速度比同型号的正常设备大2A;而且随着Z轴向上移动,电流逐渐增大,并最终出现报警(图2)。
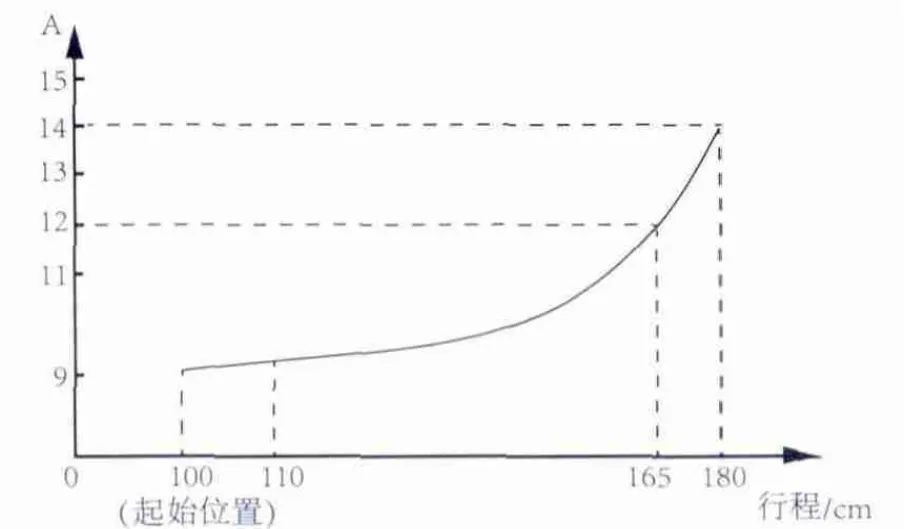
图2
在对驱动模块、电机动力线、编码器线检查确定正常后,将故障点确定在伺服电机和机械传动部件上。
针对前面对故障现象的分析,得出了两个故障点,于是对该两部分故障点进行确定。
对伺服电机进行确定:将Z轴伺服电机拆下,改为半闭环进行无负载运行并对电流进行监控,无电流过大的情况,于是判断该机床伺服电机无故障。因此确定该故障的机械传动有关。
3.故障排查
(1)做专用工具进行Z轴丝杠检查、调整
为了检测到丝杠传动时受力数值的大小,设计了圆柱形专用工具,使它一端和丝杠连接、另一端和指示扭力扳手连接(图3)。
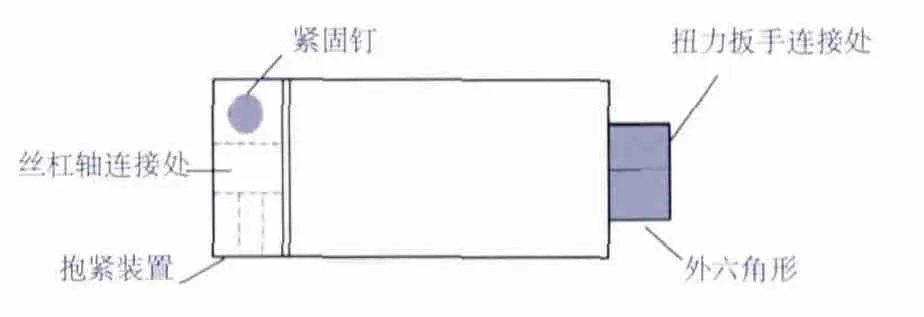
图3
通过扭力扳手旋转丝杠,将主轴头从下传动至上约10cm处时,扭力扳手力矩值显示值很平稳,为22N·m,再往上传动至临近换刀点时,数值均匀递增,直到35N·m,当主轴头传动至换刀点时,力矩值快速升到45N·m。反复实验后结果都是一样。
经过分析,旋转丝杠受力不均匀的原因为Z轴导轨不平行或者是丝杠两端轴承和丝母不在同一条直线上。检查导轨是否平行,首先将同一条导轨上的两个滑块与主轴头紧固的螺钉松开,通过扭力扳手转动丝杠,得出的力矩数值仍然跟之前一样。将螺钉紧上,使另一条导轨上的两个滑块的螺钉松开,转动丝杠,力矩没有变化,可以得出力矩数值的改变和导轨没有关系。然后再对丝杠及轴承三点进行检查。首先对丝杠上端的轴承进行拆除,在只有下端轴承和丝母两点间作用下对丝杠进行扭力测试,测得的数值最大值为30N·m,说明原先轴承和丝母三点不在同一直线上。经反复调试,断定引起力矩变化的原因为丝母没在两端轴承的中心线上。
(2)处理措施
为使丝母与丝杠两端轴承处于同一中心线上,将丝母半松开,使用专用工具来回转动丝杠,使轴承及丝母处于同一直线上,最后在上端将丝母上紧。最后再次使用扭力扳手对Z轴传动进行监控,上下扭力均匀,该故障完成修复。
