泵轴不解体现场修复技术
2013-12-04吴德起夏金龙
吴德起 夏金龙 何 军 薛 燕
中石化管道储运公司 山东潍坊市
1.输油泵轴颈磨损情况
泵为德国鲁尔输油泵,泵型号ZMII 630/06。输油泵端部轴承跑内圆,轴颈严重磨损,直径已经减小0.6mm。使用常规的解体维修方法,需要准备许多备品备件,同时解体维修所需时间长。
2.现场修复技术选择
在现场对轴颈进行修复,在修复时要尽量减少修复过程中产生的热量,以避免轴产生热弯曲。因此该泵可选择的修复技术只能包括电刷镀、微弧冷焊、激光焊、高分子修补胶方法。由于输油泵轴颈部位所处空间小,操作位置有限,无法使用大型激光修复设备。输油泵轴颈承受载荷大,工作温度高,振动大,承受一定的交变载荷,由于修补胶技术强度相对较低,也不适合修复此泵。电刷镀与冷焊修复所需设备占用空间小,修补材料结合强度相对较高,修复过程简单,修复尺寸可在较大范围内进行控制,修复后表面粗糙度好、强度高,因此决定采用冷焊与电刷镀技术对轴颈进行修复。
3.现场修复
(1)制作简易转子支撑装置。由于待修复轴颈是端部,轴承座已经拆卸下,因此端部的轴已经不在旋转中心。为避免修复过程中轴的转动造成转子和其他部件损坏,要制作一个支撑装置(图1)使轴恢复到旋转中心位置。支撑装置可以支撑轴旋转,方便修复操作和修复后对轴颈尺寸的检测。
(2)测量轴颈尺寸,检测轴颈材料。泵轴材料为42CrMo4V,经测量轴颈磨损已经缺失0.6mm,并且表面凹凸不平,氧化层与杂质镶嵌在缝隙内。对于这种尺寸缺失情况如采用电刷镀只能镀铜进行尺寸修复,但铜的强度低,修复后轴颈不能满足重负荷要求。因此要先采用微弧冷焊修复方法,使用与轴颈相同的材料进行填补,才能获得足够的尺寸和强度要求。
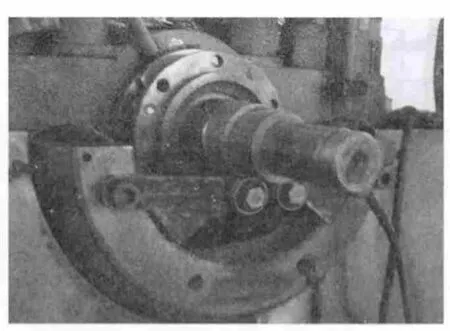
图1 转子支撑装置
(3)进行脉冲微弧冷焊(图2)。首先,清理磨损表面,去除杂质与氧化层,使轴颈露出金属基础面。再开始逐层补焊至所需尺寸。冷焊时采用与轴颈材料相同的0.2mm和0.1mm厚的板材,根据轴颈的宽度剪裁成长条状,清理轴颈与焊补薄板至完全露出金属光色,将填补薄板铺在轴颈缺损部位,使用脉冲冷焊开始焊接。当焊接完成一圈之后,对焊接表面进行打磨与检测,根据轴颈缺损程度再进行逐层焊接,直到轴颈恢复至所要求的尺寸。
(4)轴颈尺寸与形状精度修复。由于冷焊是由多层累加焊接完成,因此轴颈焊接完成后的形状与尺寸精度都达不到要求。要对焊接后的轴颈进行打磨,用千分尺与百分表配合测量,逐步使轴颈的尺寸与形状恢复到要求的精度。
(5)使用电刷镀(图3)修复轴颈表面精度。冷焊打磨之后,轴颈的尺寸与形状精度都恢复到了要求的水平。但在轴颈表面还存在着许多微观的小孔隙,这是由于脉冲焊时填料与轴颈并非完全熔接在一起所造成的。脉冲焊时,由多个相互紧密排列的焊点组成一个面,因此点与点之间的部分,在打磨之后还会有许多小的间隙。在精度要求不高的场合可以直接使用,但在腐蚀、振动、重载、高速场合下,要对这些间隙进行修补,修补这些间隙最好的方法就是使用电刷镀技术。

图2 进行脉冲微弧冷焊
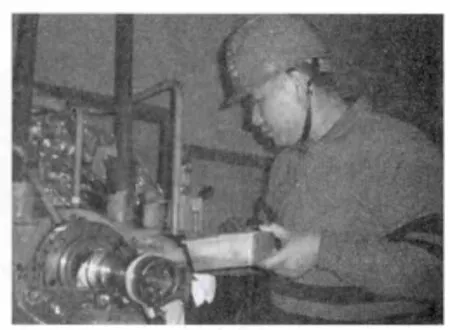
图3 使用电刷镀修复
电刷镀的基础面就是冷焊打磨后的轴颈表面,电刷镀时首先以铜镀液进行间隙的填充,再进行表面的硬化处理。电刷镀时使用配备的专用药水,专用的电刷镀电源及刷镀头。采用12V电源活化处理轴径表面,再用11V电源刷镀,以获得最好的镀层结合力。填补冷焊间隙时,根据刷镀需修补的尺寸控制电刷镀的时间和电流,并在刷镀完每层之后进行尺寸的检测,当尺寸形状精度符合要求时,再进行表面硬化层的刷镀。
4.修复后效果检测
泵轴颈经过冷焊与电刷镀处理后,轴颈尺寸精度在0.01mm,形状精度(全跳动)在0.02mm以内。轴颈表面光滑平整,修复后的轴颈强度与硬度达到要求。
轴颈修复后,轴承与轴颈恢复了过盈配合。输油泵进行试运行,端部轴承运行平稳,轴承温度正常,输油泵恢复正常运行。
5.结束语
使用轴颈现场修复技术,适合修复使用滚动轴承支撑的轴颈,修后的尺寸和形状精度可达到轴颈要求的强度,但修复后的表面粗糙度和硬度与在工厂进行镀硬铬修复相比相对较低。因此,对使用滑动轴承支撑的轴颈修复时,就不适宜应用这种现场修复技术。 W13.12-14