侧向槽粉末制品压制成型工艺*
2013-12-03顾国军
顾国军
(南通国谊锻压机床有限公司,江苏 南通 226511)
1 引 言
粉末制品成型液压机进行环状外围具有侧向槽产品时,以往阴模内壁设置台阶面,台阶向上直接放置一用于形成侧向槽的浮动冲,这种结构在产品脱模时,阴模和芯棒下移,使得产品脱出阴模。人工取出产品后,需从产品上将浮动冲拆下,然后再把浮动冲放回阴模内,方可继续进行下一轮压制。这种压制工艺,操作工人劳动强度大,压制效率低,不利实现自动化生产。针对这一状况,对侧向槽产品的压制成型工艺进行认真分析和研究,利用模架的阴模与浮动冲同步移粉的原理,将浮动冲安装在浮动模板上,然后阴模推动浮动模板同步浮动压制。成功解决侧向槽产品的成型压制工艺。
2 侧向槽产品
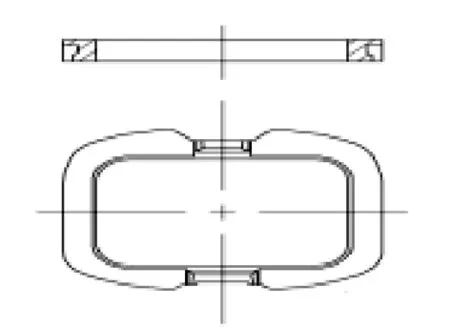
图1 侧向槽产品
如图1所示,这个零件主要用于轿车的后视镜支座,它的规格型号比较多。但有一个共同点,产品侧向均有凹槽,此类产品以往都是采用进口件。另外,国内极少数厂家在阴模内装有侧向移动的抽条,产品成型时,密度很难保证。而且产品压制过程中,由于侧向移动的抽条上下加粉不均,阴模内侧向移动的抽条受到剪应力的作用,容易损坏。为了克服此现象,利用阴模与浮动冲的同步移粉,将侧向移动的抽条改为浮动冲安装在浮动模板上,去除浮动模板下方的支撑块,使浮动冲随阴模同步浮动,浮动冲在阴模内中和带不受任何剪应力,可成功压制侧向槽产品,YAN79Z-B型模架全自动干粉压机获得了2011年自主知识产权(专利号ZL 2011 2 0422030.3)。
3 模架结构示意图[1-2]
图2为模架结构示意图。上模板安装在液压机滑块下平面上,模架上模板通过四根导柱与阴模板实现定位与导向,上模板的下方装有上冲垫块。
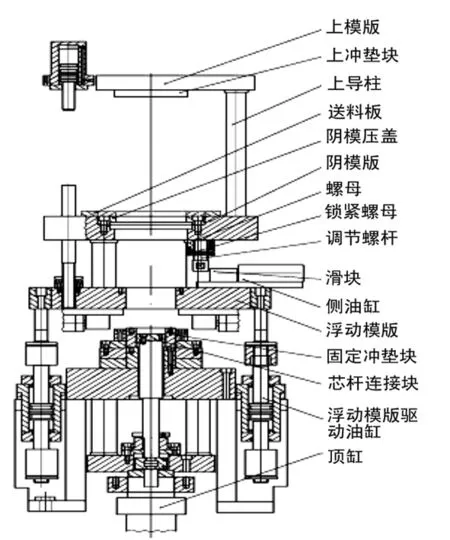
图2 模架结构
阴模板、浮动模板和固定模板通过下拉杆与下模板相连,下模板与工作台内的顶缸活塞杆相连,浮动模板与模架支座两侧的驱动油缸相连,浮动模板上方左右两侧对称安装有两只侧缸,阴模板下方两侧对称安装两支调节螺杆。阴模板的上方装有送粉的加料机构,顶缸活塞杆内设有中心缸,中心缸活塞杆通过连接块与芯杆连接杆相连。
4 成型结构示意图
在上模板下方安装上冲,阴模板中心孔内安装有阴模,浮动模板上安装有浮动冲,固定模板上安装有下冲,下冲中心孔内装有芯棒,芯棒通过接杆连接在下中心缸上,如图3所示。
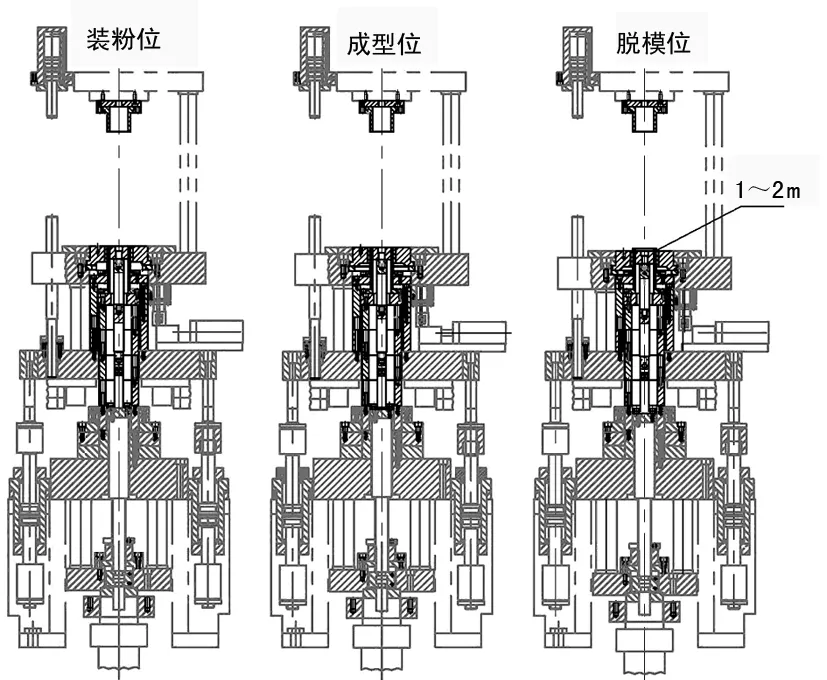
图3 成型结构
装粉时,由PLC系统控制液压系统的电磁阀的动作, 控制顶出缸顶出, 由顶出缸驱动阴模板上升到一定高度,两只侧油缸前移,浮动板驱动油缸驱动
浮动模板上升到一定高度,然后送粉器前移使送粉器覆盖在阴模孔上方进行振动加料。装粉结束后,送粉器退回到后限位置。
压制时, 由PLC系统控制液压系统的电磁阀的动作,控制主缸向下运动,由主缸推动上冲下行,当上冲进入阴模时,PLC系统控制上冲与阴模按比例2∶1先浮动压制,然后阴模向下浮动的同时,阴模板下方对称的两支调节螺杆顶住两只侧油缸前端的滑块,使阴模与浮动冲同步浮动到压制终了位置,从而实现了侧向槽产品的成型。
脱模时,由PLC系统控制液压系统的电磁阀的动作,控制主缸向上运动,使上冲回程到滑块上限,然后两只侧油缸先退回到后限,顶出缸驱动阴模拉下,中心缸带动连接杆将芯棒拉下,产品脱出阴模,最后浮动冲微升,使产品的下平面脱离下冲上平面, 由水平方向的推料块推出产品。
5 结 语
侧向槽产品在YAN79Z-B型模架全自动干粉成型液压机压制一年来,实践证明侧向槽产品的压制工艺已成成熟。优点体现在:①浮动冲在阴模内中和带不受剪切应力;②压制时阴模与浮动冲同步浮动;③脱模时浮动冲微升,使产品与下冲脱离,然后顺利推出产品。
参考文献:
[1] 周作平,申小平.粉末冶金机械零件实用技术[M].北京:化学工业出版社,2005.6.
[2] 张华诚.粉末冶金实用工艺学[M].北京:冶金工业出版社,2004.
