高炉炉体施工平台的设计与实施
2013-11-22蔡继红苏拥军
蔡继红 潘 珂 苏拥军
(武钢建工集团修建公司 湖北 武汉:430083)
1 炉壳更换工艺优化项目的提出
武钢炼铁厂2号高炉是一座现代化大型高炉,有效容积1513m3,有效高度38m,年产100万吨生铁。该高炉自1998年大修改造以来后连续生产10年,于2008年停炉待产。2010年初,武钢集团公司在研究“十二五”钢铁生产规划时,决定恢复其生产,对高炉进行大修,要求在2010年12月20日开炉生产。
本次大修工期要求为:开工日期2010 年6 月10日,竣工日期2010 年12 月20 日,总工期190天,其中:高炉本体结构、炉顶、炉前等设备拆除、安装、调试施工时间153天。
为了实现工程目标,我们针对本次2号高炉大修工程特点,分析了以往高炉检修施工工艺,对炉壳与粗煤气管道更换工艺进行了优化研究。重点研究了炉壳上、下分区安装,平行施工作业的方案。在方案的编制过程中,对方案进行多次修改与完善,最终努力实现炉壳与粗煤气管道的安装平行施工。
2 炉壳更换工艺现状
我国1513m3标准高炉经过历次大修改造工程的实践,检修施工技术日趋完善。
2.1 高炉大修主要工作内容
高炉炉壳、冷却设备、内衬全部更换。并对高炉粗煤气系统的导出管、上升管、下降管整体进行更换。
2.2 炉壳更换工艺流程
主要采用“逐带法”施工流程,即将炉壳由上至下一带一带的拆除,然后,再由下向上逐带安装,工艺流程较为严格。
2.3 炉壳与粗煤气管道更换工艺流程
在高炉大修改造工程中,对炉壳与粗煤气管道更换主要采取如下工艺流程:
起重设备进场安装→粗煤气管道拆除→炉壳拆除→炉壳安装→粗煤气管道安装→起重设备拆除退场。
上述更换工艺流程为单线作业,工序严格,优化前的工程项目进度计划见图1。
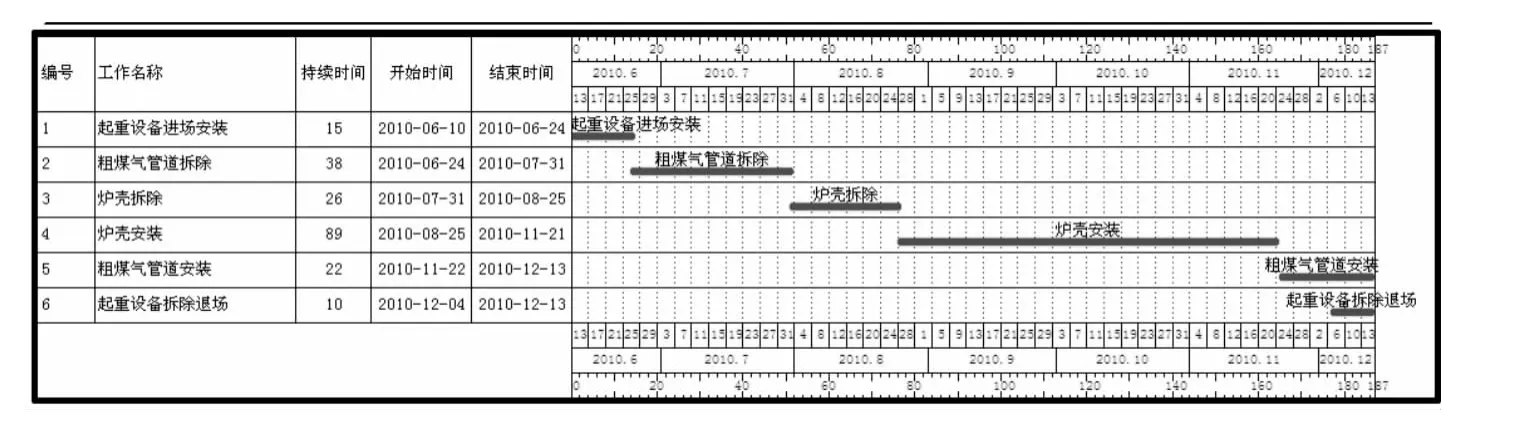
图1 优化前的工程项目进度计划(总工期为190天)
3 炉壳更换工艺优化研究
3.1 工艺优化方案
按照上述单流程施工作业法,工程工期显然满足不了本工程工期目标,我们对炉壳安装工艺流程进行优化。
根据高炉本体炉身支柱、炉喉平台、炉顶钢架、导出管与炉喉段炉壳连接形式,可考虑在炉喉平台上搭设施工平台(承重平台)支承炉喉段炉壳的施工措施,使炉喉段炉壳与炉缸、炉腹、炉身段炉壳分区安装。当炉喉段炉壳安装完成,可使粗煤气管道安装与炉缸、炉腹、炉身段炉壳安装形成平行施工,有效的缩短施工工期。
经研究:采取在高炉标高31.35m 平台上搭设炉喉施工平台,在第18带炉壳与第19带炉壳对接处(安装标高31.35m)分段划区,将第19~23带炉壳安装和粗煤气管道安装划分为上段作业区;将第2~18带炉壳和第1~12段冷却壁安装划分为下段作业区,使二条安装作业线平行施工。
本优化方案简称:搭设炉喉施工平台,炉壳分区安装,平行施工作业方案。方案优化后施工阶段进度计划见图2。

图2 修改后的施工进度图(总工期153天)
3.2 优化的技术难点及解决方法
通过分析,采取优化方案有以下主要技术难点:
(1)炉喉施工平台承受载荷较大,平台结构与施工设施设计要求高。施工平台结构即要承受第19带以上炉壳的重量,又要承受第18带以下炉壳及冷却壁安装之用的活动吊盘、环轨、电动葫芦等施工设施的载荷,共计约108吨。即要考虑第19带炉壳组装架支点,环轨与活动吊盘的吊点与炉喉施工平台主梁受力布置的适应性,又要考虑炉喉施工平台主梁支点与炉身平台梁连接的可靠性等技术难点。
解决方法:对炉喉施工平台结构受力进行详尽的分析,并进行验算,对第19带炉壳组装架支点、环轨吊点、活动吊盘吊点进行合理的布置,减少集中荷载,必要时对炉身平台梁进行加固处理。
(2)当安装第18 带炉壳时,拆除炉喉施工平台施工过程中对第19带及以上炉壳稳定性的控制。
解决办法:
1)当安装第18带炉壳之前应完成:粗煤气导出管、上升管、下降管的安装;四个导出管支座与四个炉顶事故支座加固;四个导出管与高炉锥段炉壳焊接;炉顶刚架支座与第19带炉壳对接等四个项目。实现第19带及以上炉壳荷载转移到四个炉顶事故支座与炉顶内钢架上。
2)当安装第18带炉壳时,将6块炉壳分为二次安装,第一次先拆除炉喉施工平台外侧各2根主梁,然后在外侧两边各安装2块(共4块)炉壳与第19带炉壳对接;第二次再拆除炉喉施工平台剩余的主梁,然后再将剩下2块炉壳与19带炉壳对接。
3)当安装第19带炉壳及以上炉壳施工过程中,对第19带炉壳侧向位移的控制。
解决方法:当第19带炉壳安装完成后,在炉身支柱与第19带炉壳之间增设水平支撑固定第19带炉壳,防止发生侧向位移。
4 炉壳更换工艺优化方案设计
4.1 施工平台构造设计
(1)设计思路
因施工平台设置在高炉炉身31.35m 平台上,距离19带炉壳的安装位置尚有一定高度,故需要在施工平台上设置16组炉壳组装支架。
为方便下部2-18带炉壳、冷却壁的安装,考虑在施工平台下部设置1组环轨及2台5t电动葫芦。
(2)施工平台结构形式
施工平台本体主要结构:施工平台由10 根主梁、12根次梁及上盖板组成(见下图3)。

图3 施工平台结构形式示意图
4.2 施工平台结构的强度校核
4.2.1 施工平台荷载
(1)19带以上重量:57.37t
(2)环轨及电葫芦自重:2.5t
(3)组装平台自重:16t
(4)活动吊盘自重:12t
(5)活动吊盘起重量:8t
(6)1台5t电葫芦起重:5t
(7)施工平台活载荷:7.5t
即总载荷为:108.37t。
4.2.2 炉壳组装平台计算载荷
通过对平台结构分析平台主梁考虑动载系数及不均匀载荷系数后受力情况如下:
1)l3、l4、l7、l8梁固定载荷:23t
2)l4、l6、l9、l10梁固定载荷:5.8t
3)l1、l2梁固定载荷:77.5t
考虑电动葫芦载重后平台主梁最不利荷载如下:
1)l3(l8)梁最不利载荷:28.5t
2)l4(l7)梁最不利载荷:28.5t
3)l5(l6、l9、l10)梁最不利载荷:21.3t
4)l1、l2梁最不利载荷:83t
4.2.3 平台主梁效验
(1)l3(l4、l5)梁强度计算(见图4):

图4 l3主梁受力及弯距图
以l3梁作为效验计算,按照集中载荷效验:

I45a工字钢Wx=1430cm3

其中[σ]=215MPa
σmax<[σ]故其强度符合要求。
对其挠度效验:

其挠度也符合要求。
(2)l2(l2)梁的强度效验(见图5):
其最大弯矩为:


图5 l2主梁受力及弯距
选用:H 588×300×12×15型钢,
其W=3.104×10-3m3
其σmax=Mmax/W≈80.106×106=80.106MPa
其中[σ]=215MPa
σmax<[σ]故其强度符合要求;
对其挠度效验:

故其挠度也符合要求。
4.3 结论
炉体施工平台结构设计符合强度及挠度要求,能够满足工程使用需要。
5 炉壳更换工艺优化方案实施效果
通过对2号高炉大修炉壳更换工艺优化研究和方案设计,从理论上满足了炉喉段炉壳、粗煤气管道与炉缸、炉腹、炉身段炉壳分区安装平行施工工艺条件,具备了实施的前提。在实施过程中,该施工工艺实施效果较为理想,主要反映在如下几个方面:
(1)炉喉段(第19~23带)
炉壳安装沉降为-2mm,安装中心、椭圆度等偏差符合《炼铁设备工程安装验收规范》规定的技术标准。炉壳在施工过程中整体稳定性好,未发生失稳和侧向位移。
(2)炉缸、炉腹、炉身段(第2~18带)
炉壳安装中心、标高、椭圆度等偏差符合《炼铁设备工程安装验收规范》规定的技术标准。第18带炉壳与第19带炉壳安装对接质量好。
(3)缩短工期
实现了炉喉段炉壳、粗煤气管道安装与炉缸、炉腹、炉身段炉壳安装上下作业二条线可以同时平行施工,更换施工时间153天,比原施工计划提前37天。同时实现了高炉大修安全、优质、实现了投产的工程目标值。
通过采取高炉炉壳更换工艺优化方案,尝试了在特定条件下,采取特殊施工工艺措施,对炉壳分区安装平行施工,缩短工期、降低成本、增加产量开辟一条新的途径,对高炉类似检修工程有一定的借鉴价值。
[1]陈绍藩.钢结构设计原理[M].第二版.北京:科学出版社,1998.
[2]刘鸿文.材料力学(1)[M].北京:高等教育出版社,2000.
[3]沈从周.机械设备安装手册[M].北京:中国建筑工业出版社,1983.
