废润滑油再生装置减压炉转油线应力分析
2013-11-20王佳兵徐义明刘玉强
王佳兵 徐义明 刘玉强
中国建筑南京医药化工设计研究院有限公司 南京 210005
转油线在常减压装置中起着至关重要的作用。设计是否安全、可靠,对装置的正常运行有着重要的影响。笔者利用管道应力计算软件CAESAR II对某公司100kt/a废润滑油再生装置减压炉出口转油线系统进行详细的应力分析,得到较为满意的结果。
1 设计参数
该装置加工废润滑油,年产量为100kt/a,因此该减压炉转油线与一般炼油厂的转油线稍有不同,主要表现为减压炉只有一路进、出料,炉管出口口径为DN250,通过两次变径,低速段口径为DN500,接入减压塔。设计参数见表1。

表1 转油线设计参数
该转油线另一个特点是在加热炉出口处,需要接一根停工时用于清焦的烧焦线。正常生产工况下,该烧焦线处于常温(工况1);在烧焦工况下,该烧焦线的操作温度为200℃,而此时转油线的温度为常温(工况2)。设计参数见表2。

表2 烧焦线设计参数
2 模型的建立
2.1 静力分析
在模型建立之前,需明确该转油线静力分析的任务。
(1)计算该转油线的一次应力、二次应力,并使之满足标准规范的要求。
(2)计算该转油线对塔及加热炉的作用力,并使之满足规范的要求。
(3)计算管道对支吊架和土建结构的作用力,为支吊架和土建结构的设计提供依据。
(4)计算管道位移,防止位移过大造成支架脱落或管道碰撞,并为弹簧支吊架的选用提供依据。
2.2 建模要点
要完成上述任务,需正确隔离出力学分析体系,做出转油线力学分析的模型,使解析结果不失真。其中最重要的是管线约束应按实际情况定义各个方位的自由度[2]。模型建立的要点如下。
2.2.1 转油线与加热炉接口处的描述
(1)图中节点280是炉出口管在炉顶盖上的穿出点,炉顶盖在该处可开一个适当大的孔(孔的大小可根据计算的附加位移量确定),炉管通过套管穿出孔,套管与炉管间为软填料密封,且炉管通过筋板支撑在炉体上。因此,炉管在该点有正Y方向的约束,X、Z向间隙约束。
(2)图中节点600和620是炉管下回弯点,其下端有一个悬浮的支托受固定在炉底的导向套管的约束,控制着炉管的摆动度。因此,炉管在该点有X、Z向间隙约束。
(3)图中节点80和190是炉管上回弯点,该点被固定在炉壁上的挂钩支撑着,有正Y向的约束。
2.2.2 弹簧支吊架的位置
参考同类装置转油线,分别在弯头处(节点335)和在低速段靠近塔嘴位置(节点370)各设置了一个弹簧支架。
2.2.3 转油线与塔接口处的描述
(1)节点380~节点390为转油线与入塔管嘴的连接法兰。
(2)管嘴未采用WRC柔性管嘴描述,这样,得到的力更为保守。
2.2.4 塔的描述
(1)节点520为塔的中心点,其到节点400单元模拟为长度是塔半径的无重量的刚性元件。
(2)节点520到节点530是入塔原料线中心至塔上部的封头段。
(3)节点520点到510点是入塔原料线中心至塔下部的封头段。
(4)510点到500为塔的裙座。
建立的模型见图1。

图1 转油线应力计算简图
2.3 工况组合
在管道应力分析中,为了考察各种工况组合情况下的力、应力和位移及按照标准规范的要求进行应力及受力校核,须进行工况组合。该转油线应力分析中,工况组合见表3。
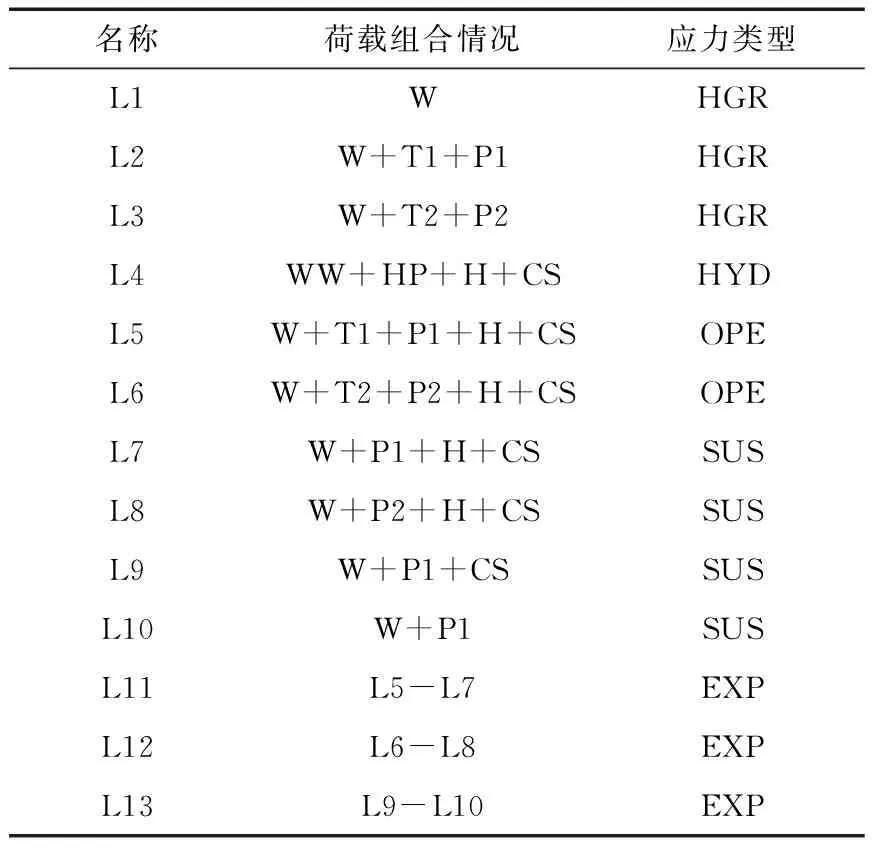
表3 转油线应力分析工况组合
注:W为管道自重(包括管道重、介质重、保温重和刚性元件重);WW为充水后管道重(包括管道重、充水重、保温重和刚性元件重);T1为工况1温度;T2为工况2温度;P1为工况1压力;P2为工况2压力;HP 为水压试验压力;H为弹簧;CS为冷紧。
不难看出:L1、L2及L3为弹簧计算工况,L4为水压试验工况,L5为工况1操作状态,L6为工况2操作工况,L7为工况1安装工况,L8为工况2安装工况,L11为工况1的纯热态工况,L12为工况2的纯热态工况。
由于冷紧在施工过程中,弹簧一直起刚性支撑的作用,故这里增加了L9和L10两个工况(弹簧定位销未拆除,弹簧支架视作刚性支架),进行组合运算得到L13,用以考察此种方式下的二次应力。因为冷紧施工完后,管线还要放置几个月才开车,如果此时二次应力很大,也是不合适的。
3 结果分析及解决方案
3.1 烧焦线的影响
计算初期,由于烧焦线缺乏柔性,计算结果显示,节点310(三通处),二次应力超过许用应力范围。为此,与配管工程师商量,改变烧焦线管道的走向,且增加弹簧支架(节点310处),提高其柔性(见图1)。重新计算后,查看结果,一次应力、二次应力均满足要求。
3.2 冷紧
计算初期,转油线未设置冷紧。计算后,查看L5:W+T1+P1+H工况下的restraint,得到减压塔管嘴的受力,见表4(F/N, M/(N·m),下同)。

表4 减压塔管嘴作用力和力矩(冷紧前)
为了改善其受力,考虑在减压塔管口处设置冷紧。冷紧虽然对改善一次应力或二次应力的校核结果是没有意义的,但它可以有效地减少操作状态时管道对设备的作用力,同时可防止法兰连接处受力过大而泄漏[1]。低速段水平管膨胀量约110mm, 冷紧有效系数取2/3,故冷紧量70mm。重新计算后,查看L5:W+T1+P1+H+CS工况下的restraint,结果见表5。

表5 减压塔管嘴作用力和力矩(冷紧后)
可以发现FX、MZ大幅下降。经设备专业校核,管口受力满足要求。
3.3 炉管出口盖板开孔尺寸
添加冷紧后,通过计算发现,查看L7:W+P1+H+CS(SUS)及L9:W+P1+CS(SUS)工况下的restraint,发现节点280 的负X方向受力过大(该约束的存在,会限制冷紧的施工)。取消该约束后,得到在L7和L9工况下,该节点DX位移分别为-51mm和-54mm。造成该状况的原因是炉管出口盖板开孔时未考虑冷紧,负X方向的间隙仅为16mm。同时,计算结果显示,冷紧后,在L5:W+T1+P1+H+CS工况下,即转油线操作工况下,该点(节点280)的正X方向位移为53mm,而厂家给出的间隙为106mm,数值偏大。通过与加热炉厂家及时有效地沟通,综合考虑冷紧施工及热量防散失,将出口炉管的活动板与套管间隙由-16mm/106mm改为-55mm/60mm。
3.4 加热炉出口管嘴受力
加热炉出口管嘴的力和力矩一直是加热炉管线应力分析关注的重点,API-560为此还有专门的论述,并对力和力矩提出了具体的要求[3]。API-560的数据偏保守,不过可以作为参考。为了得到该受力,采用了内部约束。计算后,查看L5工况下节点295的restraint,结果见表6,部分值远远大于API-560所规定的数值。

表6 加热炉出口管嘴作用力和力矩(调整前)
通过多方调试,终于找到问题的症结。最后一根炉管底部导向管DX方向的间隙很小,为15mm。通过加大甚至取下该约束后,受力降了很多。该导向管的作用是防止炉管失稳。为此,在与加热炉厂家进行深入沟通后,最终确定在不改变Z方向间隙的情况下(保证炉管不失稳),加大负X方向的间隙至30mm, 正X方向的间隙至60mm。最终结果见表7。

表7 加热炉出口管嘴作用力和力矩(调整后)
该数值返给加热炉厂家,供其核算,且得到了厂家的认可。
4 结语
(1)转油线的应力分析,较为复杂,尤其涉及到多工况、弹簧、冷紧共同存在的情况。正确建模后,须全面分析管线系统的工况,并在软件中进行荷载工况的编辑,这样,才能全面分析及评价管线。
(2)是否需要冷紧以及冷紧量的大小,都应通过具体的计算方能确定。
(3)在遇到相关问题时,如受力过大,应力无法通过,应仔细分析原因,找到问题的症结,方能对症下药。
(4)应力分析工程师应提前介入重要管线的设计,并将计算结果返给相关专业,以免造成其返工,耽误工期。
参 考 文 献
1 唐永进.压力管道应力分析[M].北京:中国石化出版社,2003:1,86.
2 尹继杰.常压炉转油线设计应力分析[J].炼油技术,2002(1):35-38.
3 张德姜 王怀义 刘绍叶等.石油化工装置工艺管道安装设计手册.(第一篇)[M].北京:中国石化出版社,2005:681.
