浅谈回转窑传动装置安装要点
2013-11-07孙占锋李会玲汤升林
孙占锋 李会玲 汤升林
(河南安阳钢铁集团有限责任公司,河南 安阳 455000)
水冶永通回转窑直径为5m,长度35m,包括:筒体、托圈、挡轮、齿圈、传动装置、窑头尾密封装置等回转窑设备总重576.25吨。回转窑设备构件大,安装场地狭小,其施工组织要求高,作业面广,劳动强度大,尤其是大齿轮的安装,在回转窑的安装过程中十分重要,它是回转窑安装的基础,是回转窑安装精度的保证。
1 传动装置安装前的准备工作
1.1 首先清除安装接触面的防锈油、检查齿面是否有伤痕,若发现应及时采取相应的修复措施。
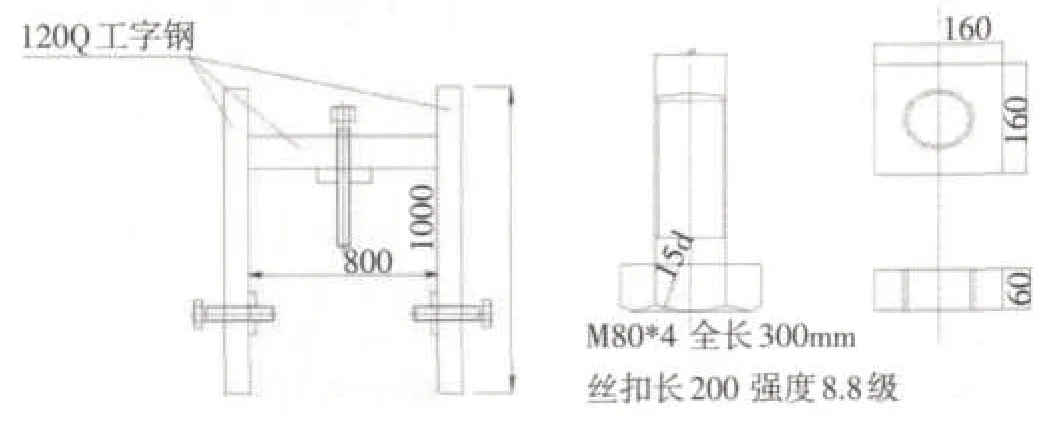
1.2 其次安装找正定心工具。找正工具应提前制作,找正需同时用12套。12套共计使用20工字钢36米,制作顶丝12件。
2 弹簧板安装
做成两半大齿轮,在安装弹簧板时首先检测各个连接孔尺寸,清洗各个连接孔及弹簧板销轴,用16吨吊车吊住弹簧板对准连接孔,将连接销轴缓慢插入弹簧板孔内,并找准大齿轮孔用大锤将销轴打入齿轮连接孔,最后将螺帽上死。
3 大齿轮安装
将组装好弹簧板的大齿圈,用120吨吊车吊至回转窑筒体上相对应安装位置,使用电焊将弹簧板与筒体点焊牢固,并将筒体用I20 工字钢支好,防止筒体转动,用120 吨吊车配合50 吨吊车安装下半部大齿圈,吊至安装位置后,连接上下齿圈连接螺丝,并焊接找正定心工具12套。
连接接口处螺栓时,按设备技术文件的加热温度值,将热装螺栓用电焊烘干箱加热。然后按对称或对角的位置将热装螺栓装完。然后再用塞尺检查,对接口应紧密贴合,其间隙值符合要求。
3.1 大齿轮初找
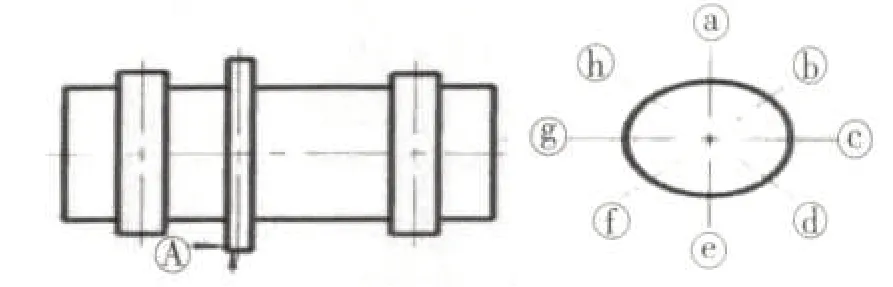
用划盘针初找大齿轮的跳动:
初找大齿轮径向圆跳动时,可在适当位置或在为找正专门制作的支架上放置划盘针。然后用卷扬机等作为动力转动窑体,分8~12等份测量大齿轮的径向和端面圆跳动。
3.2 大齿轮精找
用百分表精找大齿轮的跳动:可在为找正专门制作的支架上装卡两块百分表,同时测量大齿轮的径向和端面圆跳动。注意百分表的支架要有足够的刚度,并将百分表的测头垂直被测表面。用卷扬机等作为动力转动窑体,分8~12等份测量大齿轮的径向和端面圆跳动。
用大齿轮的定心装置仔细调整,反复精细测量,必须达到要求的安装精度:
1)大齿轮的中心线应与筒体的中心线重合;
2)测量大齿轮的端面圆跳动,端面圆跳动允许值≤2mm;
3)测量大齿轮的径向圆跳动,径向圆跳动≤1.5mm;
4)安装时要求切向弹簧板与筒体贴合紧密,用0.5mm 塞尺检查,局部间隙插入深度不应超过30mm。
切向弹簧板与筒体连接以后,拆除找正定心位置。必要时再复检大齿轮的跳动精度。
3.3 小齿轮及液压马达安装
大齿轮安装完成后,应可安装小齿轮和液压马达。小齿轮重约8 吨,用50 吨汽车吊吊至安装位置,然后找正,固定。小齿轮安装完成之后,即可安装液压马达,用50吨汽车吊吊至安装位置,进行安装。安装小齿轮及液压马达用50吨汽车吊各1个台班。
3.4 安装传动装置时,必须符合下列要求:
1)齿轮安装,以大齿轮为基准,确定小齿轮的径向和轴向的基本尺寸。
2)依据中心标板找正小齿轮中心位置,偏差不大于2mm,小齿轮轴向中心线与窑纵向中心线应平行。
3)调整大齿圈与小齿轮的接触情况和齿顶间隙,在确定齿顶间隙时,考虑大齿圈的径向偏差量,其顶间隙,为0.25m+(2-3mm)范围内(m为齿轮模数)或按设计要求调整。
4)小齿轮就位后,调整小齿轮轴与齿圈的PCD线吻合,按设计要求预留小齿轮的轴承面间隙和由于窑体热态时产生的热涨量,使冷态下大小齿轮中心线错开量,详细做好记录。如下图所示:
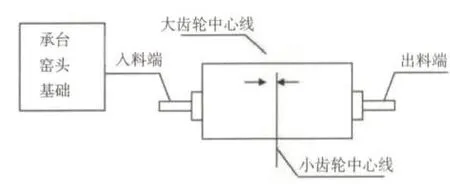
大小齿轮啮合找正示意图
5)用塞尺校核轮齿配合间隙(齿顶隙、齿侧隙)、齿圈与齿顶间隙用压铅法进行检测,在轴向齿轮圈之间应予留膨胀量。
6)液压马达与小齿轮连接前,要仔细清洗轴头,确认干净后,用扭力扳手进行锁紧,盘的锁紧。
7)齿轮罩上的密封装置,其安装位置应保证热态下齿圈能上下移动60mm。
4 结论
回转窑传动装置,包括弹簧板,大齿轮、小齿轮及液压马达,安装时必须达到要求的精度,这是回转窑筒体等设备安装的关键所在,也是最后顺利投产运行的关键。
