筝人筝曲中的筝器——古筝制造业现状和问题
2013-11-05上海大堂乐器文化工作室沈正国
上海大 堂乐器文化工作室 沈正国
我国现代古筝制造业,从1963年国家轻工业部颁布行业标准至今,可以分为三个时期:1963年至1985年的初创期,1986年至1998年的扩展期,1999年至今的快速增长期。全国古筝年产量从1963年的百余台,到2013年的约15万台。经过50年的发展,古筝的产量已跃居中国弹拨乐器之首,古筝也成为学习中国传统乐器的首选之一。
在我们看到古筝制造业的成就之时,不得不面对古筝技术层面发展相对滞后的局面。1985年《中华人民共和国专利法》实施以来,古筝行业内申请的专利保护大部分都是在外观设计领域,实用新型方面的专利极少,而发明专利则一项都没有。许多企业把古筝外观工艺的不同工艺花色作为专利,实际上只是一种变相的商业宣传,其核心的技术和工艺进步则明显不足。古筝文化在外表浮华的同时,其核心文化价值被弱化,一方面对不规范的制作技艺熟视无睹,一方面则是所谓的“古筝名优产品”满天飞。
当下中国古筝同道,应迫切关注古筝制造业中有关核心问题的改进,下面就对古筝五个领域所出现的问题做初步的探讨。
1 古筝的弧高与移柱转调
移柱转调功能是古筝最优秀的技法之一。随着古筝追求一些新的表现力的同时,移柱转调的功能反而退化。表1列举了两千多年来,四种古筝的一些基本数据,从中可以看出古筝的发展演变情况。
在唐代为了平衡古筝的张力,无论是“龙骨式”共鸣体,还是“槽体式”共鸣体,都增加了共鸣体的弧高,但为了保留“移柱转调”功能,将古筝的长度延长至177 cm,甚至更长,以缓和移柱时的压力。
民国时期的浙派古筝,为适应民间戏曲伴奏的要求,以便携为主,长度缩减至130 cm,为保留移柱转调功能,弧高降为0。
1963年,国家轻工业部以上海研发的古筝为蓝本,推出了部颁标准,弧高为4 cm,长度却没有达到唐代的177 cm。1990年后,随着古筝演奏者的演奏力度不断提升,为了加强筝码的稳定性,将筝体弧面高度增至5 cm,以增加琴弦对筝码的压力,从而使其更为稳定。
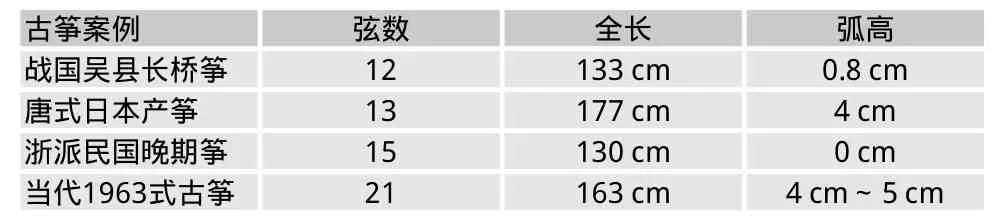
表1 四种古筝的数据比较
从战国筝的弧高0.8 cm,到当代古筝弧高的5 cm,弧高的增高,使移柱转调举步艰难。此外,很多专业人士还认为“移柱转调”是古筝落后的一面,古筝(机械)转调问题不解决,创作将会面临巨大的限制。
二十多年前,笔者通过上千的乐器案例分析,特别是从东方艺术或从乐器学的角度来判断,得出结论:一种乐器的音位变化自由程度越高,在某种层面上来说,它的艺术自由程度也越高。
但很遗憾的是,改善移柱转调功能的愿望,现已很难实现。在古筝整体平衡过程中,我们50年来创制的各种新的使用手法和习惯,已成为“传统”的一部分。但是,移柱转调的功能退化,是当代中国古筝改良中的一个“非物质遗产”面临退化的典型案例,应当引起古筝界的反思。
2 古筝筝码高度、吻合度与演奏力度及技法
1963年,我国第一个古筝相关标准出台时,对古筝筝码的高度却没有明确规定。表2为上海产古筝筝码的高度所经历的6次变化。
早期古筝筝码的高度规格只有4种,平均约5个码是同一高度,相对粗放。2010年以后,古筝筝码高度规格增为7种,平均3个码一个高度。50年来,筝码的高度平均增加了8 mm。
筝码高度的逐年递增,反映出古筝演奏力度和筝码高度成正比关系。为解决筝码因压力不足而产生横移的问题,一味地增加筝码的高度是不明智的。对筝码材料的取材、干燥、时效、修码(吻合度)的极其粗放,也是导致筝码横移的重要原因。为了解决筝码横移的问题,笔者在认可现今古筝筝码样式的前提下,进行了如下几方面的探索。
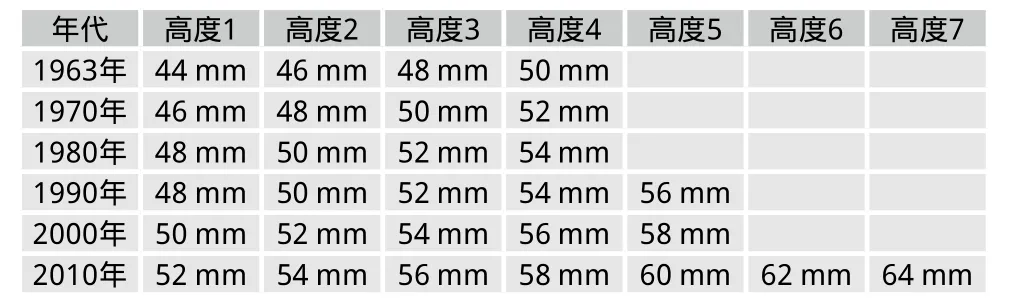
表2 上海产古筝筝码的高度变化
(1)筝码的取料必须选自“二皮方”至边材。如以缅甸的酸枝为例,原木锯成板料需存放2年以上,锯成筝码规格的条形胚料需再放2年,而后再加工成“城门形”的筝码进行2年的“低温干燥处理”。通过这样的过程,才能把合格的筝码交到筝码调试技师手里,进行单配。这种筝码的含水率应控制在10%以下,码底脚的变形应控制在0.02 mm以内。
(2)古筝筝码调试技师,必须具有复合技能。一方面必须有精到的锉刀功夫,因为古筝面板呈球面状,筝码的两侧脚要与之吻合,每一侧脚有4个角点,必须完全吻合;还要注意搁弦槽的适合度。另一方面,筝码调试技师必须要有良好的手感和听觉,闷、木、燥、尖、杂、空等一些不良音效,要通过筝码调试,控制到最小的程度。首次调试完成后,过一星期后再压颤进行复试选调,以此类推,专业级古筝需经过4遍的调试和应力平衡,才能判断这台筝的真正状态。这种调试是古筝后期制作的重要组成部分。正常情况下,一年之后还需再行调试。
(3)现在的筝码在粗加工时,21个筝码分为7种高度规格,但在修整时,每3个高度相同的筝码,经过细加工时码头和码脚的修整,已产生一定的高度差异。也就是说,完成了修整重排的筝码高度,已接近21种规格。通常最高至最低高度的筝码规格呈斜线递减,但在调试过程中,为了使古筝每一根弦的音质达到最佳或最平衡的状态,有时对个别筝码进行微调,而使其高度“突破”斜线递减的常态也是必须的。
(4)在演奏者力度不断增强的同时,一味地增加筝码的高度,会使左手的压颤变得越来越紧。在修码技术严格到位的情况下,可使用阻尼液涂抹在筝码底脚,增加筝码和面板的摩擦阻力。虽然在气温超过30度时,阻力会变大,甚至略粘住面板形成“胶柱鼓瑟”而影响到古筝的传导形式,但只要轻轻调一下筝码,音质就会回到原来的状态。筝码的稳定状态,是在常用弦上左手压滑音,从小二度到纯四度之间无数音高自由体现的保证。
(5)面板的人为粗糙度和筝码底脚的横纹方向(略)。
目前,筝码的选料、干燥、调试、时效等处理,是古筝制作行业做得最差的环节。有的完全没有制作乐器的理念;有的限于调试人才或成本,缺少调试环节;有的只做样子,古筝调试岗位8小时生产指标是调试20台高级筝,平均每个筝码只有1.1分钟,而一把高级小提琴的单码调试时间则是首次4小时。这点需要引起古筝界同仁的高度重视。
3 古筝面板处理技术与音质的关系
20世纪80年代以前,古筝面板是不进行烘烤的。当时市场需求有限,面板在老式尖顶房里的角铁支架上,一放就是几年,下面则是古筝制作的场所。面板在通风、炎热等各种因素下自然老化。在面板里侧涂满清水,外侧加热后,自然形成的拱弯和筝架龙骨吻合。面板净面后,在油漆时,用木制品硝基漆涂饰面板。
小提琴面板云杉在历史上的干燥处理也有两种方法,其一经过烘烤,其二自然干燥。百年之后,当制作师在维修百岁提琴时发现,没有烘烤痕迹的面板,其音质大多优秀依旧,而烘烤过的面板则大多出现音质衰退的迹象。这种比桐木比重大得多的云杉因烘烤,在百年之后尚且出现问题,那么作为古筝面板的桐木因为烘烤过度,其音质几年之内出现衰退也是必然现象。
而在以往古筝制作比赛中,大多数选手为了使古筝发音的灵敏度在乐器诞生时就能具有较佳的优势,一般都会进行过度烘烤(炭化过度)。
通过中西乐器音板的比对,以及20世纪80年代前20年和后30年面板处理不同方法的体验,可以得出以下认知:
(1)古筝桐木音板在受到100℃以上热源和20分钟长时强烈烘烤下,木纤维在不同层面受到炭化的同时,原纤维结构、强度和细胞腔空间会产生严重的变异,导致桐板诸多物理性能下降。
(2)较差的桐板在长期存放、树脂自然挥发后,振动和传导性能也会明显优化。
(3)沙质土壤中出产的优质桐木音板无需烘烤,在符合材料自然干燥的环境中,经过5至10年的存放期后进行制作,可延长古筝使用寿命。但为了增加面板与筝码的摩擦阻力,可进行面板表面的“唐式炭化”工艺处理。
(4)粘土型或沙土型出产的中下品质桐木音板可进行适度烘烤。
(5)桐木音板浸泡工艺已经实行了二十多年,在目前的认知下,适度浸泡有利于树脂的导出、音板的振动传导、桐板结构的稳定。
(6)音板厚度分布一般以高中低音区粗划为7 mm、8 mm、9 mm的概念是值得商榷的,7 mm—10 mm—8 mm的厚度分布是当下的方向之一。
(7)专业演奏者选筝的观念要改变,振动状态的适度和音质感均衡且偏紧的古筝(潜能度),应成为选筝的主要考量因素之一。
桐木音板烘烤与否,厚度分布合理与否等等都是和古筝音质相关联的因素,但古筝“龙骨”的不稳定性及其带来相关方面的连锁反应,是导致音质下降的又一主因,本文暂不讨论。
4 古筝筝码搁弦槽及材料的探索比对
20世纪60年代初,魏宏宁等在上海音乐学院率先研发出在音质上仿丝弦的古筝钢丝尼龙弦,在原本无骨镶的纯木搁弦点上,钢丝尼龙弦的发音明显木纳(纯木的原码和纯钢丝相合)。据徐振高回忆,他和孙文研对筝码搁弦点的用材进行实验,对牛角、毛竹、象牙、牛骨、塑料等材料的匹配效果进行对比,在当初的筝码高度和搁弦点宽度的规制下,最后确认牛骨的材料最适宜。而在2000年扬州举办的第四届古筝学术研讨会上,虽然某些古筝的制作材料和工艺发生较大变化,但当笔者再用60年代实验的不同搁弦点材料进行比对,结果还是牛骨的材料最适合,并在研讨会上公布了结果。
任何一种乐器的搁弦点,对音质而言是至关重要的。牛骨的适合,是因为它既有明亮度,还有传导时效的灵敏度(牛骨有骨胶孔)。但牛骨密度的差异性和牛骨本身不具有木材的贴合度,使弦在筝码搁弦点上吻合变得不易。2002年以前,上海的古筝出厂时的筝弦状态是拴好即可,无需调音压颤,其粗放的阶段,反映出古筝制作的理念的重大缺失,从而导致搁弦点的问题被忽视。
实际上搁弦点是调试古筝音质的非常有效的关键点之一。人类在临床医学上一般用T值来判断骨密度是否正常,正常值参考范围在-1~1;当T值低于-2.5时为骨质疏松。在骨制品中,通常用过氧化氢(化学式为H2O2,其水溶液俗称双氧水)来漂白原骨。过氧化氢的腐蚀力很强,可以通过配比和氧化时间来达到不同的适配性。在筝码搁弦点的使用上,如以人骨的骨密度标准来参照,即使将严重的骨质疏松的骨点放在筝码上,也还是显得太硬。我们在实践中得知,一般金属锉刀在开弦槽时容易打滑,这种骨质太硬,一般用于低音区筝码,相对较“酥”的骨点用于高音区筝码。这种牛骨搁点密度的不一致性,成为筝码音质调试的手段。
早期筝码的搁弦点偏尖,如步枪子弹的弹头,弦槽大小、深浅、弧度随意,弦的压强较大。而现在则普遍认为,比较好的筝码的搁弦点要明显宽出很多,如手枪子弹的弹头,实际琴弦和筝码接触的宽度约2 mm~4 mm,压强比原纯木码降低,弦槽开到位,一般不会产生非老化性断弦,压颤或做上下滑音时,筝码不会摇摆。
目前,有些厂家正在探索用合成材料来替代牛骨,如果能找到一个平均效能较好的镶点,对一般古筝来讲,不失为又一种选择。
弦槽的形态、大小、深浅、弧度是古筝音质调试的又一重要手段,本文暂不讨论。
5 古筝义甲和古筝音质的关系
古筝义甲的重要性如同提琴琴弓对提琴的重要性,但大多企业在古筝里要么配之于几元的塑料义甲,要么就是假的玳瑁义甲或工艺规制厚度不规范的玳瑁义甲。在目前玳瑁没有适合的替代品之前,把有限的玳瑁制成规范的义甲,也不失为一种节约。

表3 义甲的建议规格 (单位:mm)
目前,古筝演奏者大多使用的是双弧义甲,也有使用单弧义甲或是凹弧义甲的。这里需要指出的是,凹弧义甲推出的概念是指肚和义甲的佩戴面吻合,有利于义甲向“真甲”过渡,所谓“得心应手”。笔者认为,这是严重的误导。义甲触弦时的反弹力是维系触弦能量的重要保障,双弧的设计适应了“反作用”力的规则,使演奏者在能量相对守恒中降负,而凹弧完全减弱了反作用力,演奏者会感到用不出力。
在大家认知的义甲厚度内、在规范的训练下,义甲的厚度和古筝音质的厚度成正比。市场上大量薄如卡片纸的义甲,使对古筝的音质判断完全失去了意义。
建议古筝的制作标准中,引入古筝义甲是古筝制作一部分的概念,并在规格上有明确约束。表3是笔者通过四年的实验所得出的数值,供大家参考。
适用年龄的个体差异有时很大,可上下比对参考。
上述五个方面还很难全面概述古筝制作界的现今状况,但可见一斑。中国古筝制造业的技术现状和下一阶段迫切需要解决的重大问题远不止这几个方面,如古筝钉弦板的多层复合技术;古筝非桐木板应用于古筝的实验;古筝琴弦用琴钢丝的专用规格标准;古筝用琴钉的钢琴化生产;古筝龙骨的抗变形实验;古筝音板的透气性和自然涂料的研究;古筝筝架的适配性;古筝声音传导的基础研究;古筝不同音域筝制的总体设计实验等等。从一小部件的改良到古筝的基础研究,可能罗列很多。
虽然,古筝的历史已有二千多年,但在古筝制作的理论研究方面还大多处于空白阶段。我们没有理由在目前古筝音质的稳定性还没有达到能够传承一代人的现状下,在古筝圈内就到处莺歌燕舞、混淆视听,这是不客观的,对古筝界的长期发展不利。笔者曾在2000年扬州的全国古筝学术会议上公开说过,我们最好的古筝,平均分只是60分而已。十多年过去了,有的有所改进,有的有所退步。总体而言,要达到一个成熟乐器的普遍要求,还要几代人的共同努力!
