可提高钢球滚柱制件精度的新型冲头控制机构
2013-10-24于晓玲
于晓玲
(齐齐哈尔二机床(集团)有限责任公司设计研究院,黑龙江齐齐哈尔 161005)
随着近些年轴承行业的迅猛发展,钢球滚柱自动冷镦机需求量逐渐增大。但是我国轴承制造行业的加工工艺仍比较落后,除少数厂家引进国外先进技术及设备外,其余的国产钢球滚柱自动冷镦机仍停留在上世纪50年代初的技术水平,生产率低,钢球滚柱毛坯精度差,后续加工量大,所需设备多,满足不了轴承行业日益发展的需求。因此大量的自动冷镦机设计人员不断地在精化原有老产品,致力于发展高效、高精度钢球滚柱自动冷镦设备,这是改善轴承滚动体加工工艺的捷径之一,也是自动冷镦机研究领域急待研究的重要课题。
冲头控制机构直接影响冷挤压制件质量,是钢球滚柱自动冷镦机的关键机构,直接影响机器性能,对此机构进行改进设计十分必要。
1 结构对比
1.1 传统的冲头控制机构
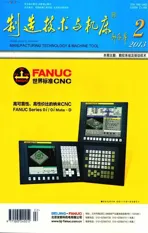
传统的钢球滚柱冷镦机的冲头控制机构见图1。冲头夹持器2用螺钉紧固在滑块1上,其中装有铜套3和镦模座4,当滑块1向前运动时,冲头夹持器2一起向前运动,当阳模5与夹钳送来的毛坯料接触时与阴模一起顶住毛坯料,此时镦模座4通过顶杆6压缩弹簧。当弹簧被压缩到预定的工作行程长度后,镦模座4与挡铁8接触,开始镦锻。
这种结构的冲头夹持器与滑块一起运动,冲头(镦模座)受机床刚性及滑块的运行精度的影响,导致制件精度低。滑块与床身导轨之间的间隙一般为0.1~0.2 mm,在连续运转和镦锻过程中,由于滑块受力和机床振动,滑块在导轨间易出现摆动,使阴、阳模的对正无法保证,从而影响了制件精度。
1.2 新型冲头控制机构
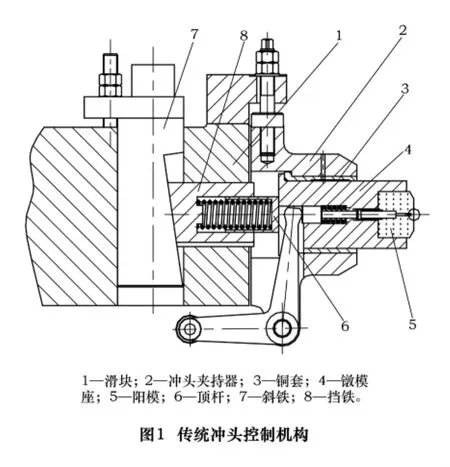
改进后的冲头控制机构见图2。冲头夹持器2用螺钉紧固在床身1上,镦模座4在铜套3中滑动,支架6用螺钉紧固在滑块9上,并与摆叉5铰接。
当滑块9向前运动时,带动顶杆7推动镦模座4向前运动,当阳模运行到设定的距阴模“S”距离时,摆叉5上的滚子到凸轮板曲线的起点处,滑块继续向前,滚子在凸轮曲线上滚动,摆架反向摆动使镦模座4保持静止不动,顶杆7被压缩、镦模座4与镦锻导柱8接触开始镦锻。当滑块返回时,通过支架6摆叉5把镦模座4拉回。
2 结语
该新型冲头控制机构由于冲头夹持器固定在床身上,制件精度不受滑块运动精度及滑块导轨间隙的影响,滑块最终只是给镦模座施加力的作用。该控制机构的有益效果是阴、阳模的对正效果好,钢球滚柱毛坯精度高,改善了机床的工作性能,便于控制。该结构安全可靠性高,具有很高的推广价值。