催化裂化装置分馏塔顶循泵周期性抽空原因分析及对策
2013-10-22王春雷徐金文
王春雷,徐金文
(中国化工·正和集团股份有限公司,山东 东营 257342)
中国化工集团油气中心子公司山东正和集团股份有限公司(原山东广饶石化集团股份有限公司)0.3Mt/a催化裂化装置是由北京设计院设计的高低并列式及掺炼渣油的重油装置。1998年6月份开工以来运转一直比较平稳、正常。但近年来随着原料油的劣质化、重质化,特别是重金属含量的增加掺炼焦化蜡油以及电脱盐脱除效率差的情况下,分馏塔顶循泵在开工9~11个月后出现了周期性的抽空现象,主要体现在顶循泵回流量波动大、泵体震动大、产品质量(粗汽油干点的控制)的控制难度大,严重威胁装置的长周期安全运行,因此顶循泵回流量的波动成为装置亟待解决的问题。
2006年5月中旬开始,分馏塔中上部(20~28层塔盘处)的温度较之前发生了明显变化,本文就此现象对其原因进行了详细分析,并提出对策与预防措施。
1 现象(见表1)
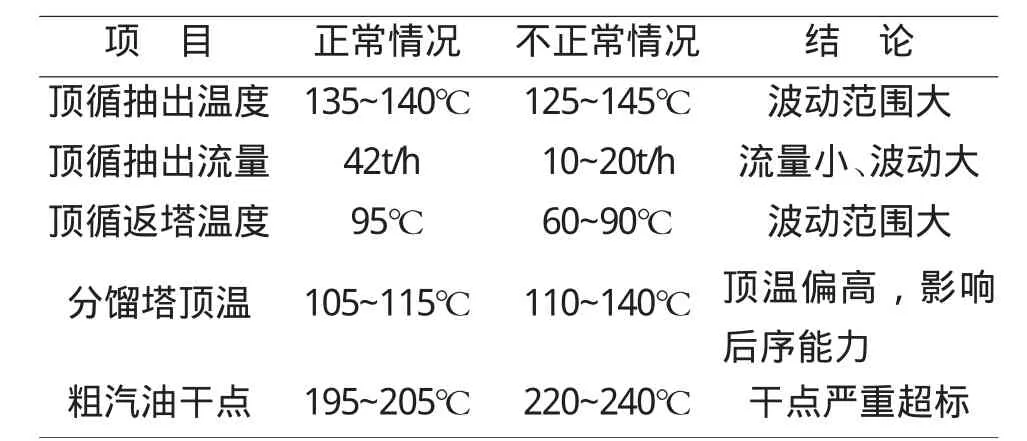
表1
由表1可知汽液相负荷分布不均,顶循抽出温度及流量波动加大;为了维持装置平稳,不得不采取加大冷回流的方法来控制分馏塔顶温,但粗汽油干点仍然达到了240℃,严重超标。
2 原因分析
出现上述现象的原因是由于原料中的盐含量过高及对油浆固含量的控制失调,导致分馏塔顶部塔盘结盐、结垢从而阻塞孔道,同时也存在抽出斗因腐蚀出现穿孔现象,导致集油箱存油量少,以往检修时该处抽出斗底部层发现有一直径4cm的孔洞。
2.1 降低原油含盐和水对后续的加工工序带来不利影响。原油中的盐类一般溶解在水中,这些盐类的存在对加工过程危害很大。主要表现在: 原油中的盐类经常减压装置蒸馏后,大多会残留在渣油和重馏分蜡油中,而这两种馏分恰恰是重油催化装置的原料。因此,目前国内外炼油厂要求在进入炼油装置前,要将原料中的盐含量脱除至小于6 mg/L,水含量小于0.2%。由于目前原料电脱盐效率低,自常减压来的蜡油直接进入蜡油罐区,然后经机泵加压进入反应提升管中;后经化验分析,原油的脱后含盐量却在50~60mg/L,该项指标严重超标。原料中含盐量偏高,导致分馏塔顶部出现结盐现象。有资料表明,如果原料中含盐量高,在分馏塔的中上部就会产生NH4Cl盐溶液,这部分溶液向下流动时会与塔内上升的气相逆向接触,由于部分液态水会吸热气化,加上分馏塔顶部线速低,因此会有NH4Cl析出,并集结在塔盘上,这样便形成了分馏塔顶部结盐,久而久之塔盘的通透性就会越来越差,最终出现上面的现象。
2.2 分馏塔结盐的主要成分是NH4Cl。催化裂化反应中,进料中的有机氮化物可发生分解反应生成NH3,原料中有机氯和无机氯可发生分解反应生成HCl、NaCl、CaCl2、MgCl2等,遇到环境中的水或结晶水发生水解反应生成具有强腐蚀性的HCl,NH3和HCl相遇则生成NH4Cl。分馏塔顶部温度较低,塔顶循环回流返塔温度约90℃,低于水蒸气的露点温度,出现液相水,水迅速溶解气相中的NH4Cl颗粒而成为NH4Cl水溶液。NH4Cl水溶液随内回流沿分馏塔向下流动,随着温度升高NH4Cl水溶液失水浓缩而沉积附着在塔板即降液管处,堵塞降液管。由于2006年延迟焦化的开工,年产焦化蜡油6.4~8万t/a,这部分焦化蜡油要进催化装置消耗掉,由于焦化蜡油的进料会携带2%~2.6%的焦粉,而这部分焦粉在旋分器回收后还有一部分随反应油气进入分馏系统,由于控制汽油干点较低(为了降硫),同时为了提高轻油收率,油浆的返塔量控制较低,由于循环量下降,使反应油气中的催化剂未充分洗涤就被带到塔盘上,同时,由于塔下部回流减少,部分重组分(胶质、沥青质)被带到塔盘上,在带上来后,催化剂粉末、焦粉形成油污,逐步在塔盘上沉积,最终导致塔盘堵塞,我们水洗过程中从柴油气提塔底出来的水中,漂浮着一层黑色的粉末,经分析是焦粉。
2.3 在以往的停工检修过程中,每次都会发现分馏塔顶部及上部3~5层塔盘特别的脏,经分析是铁锈,在分馏塔盘上 HCl、NaCl、CaCl2、MgCl2遇到环境中的水或结晶水发生水解反应生成具有强腐蚀性的HCl,如果系统又有硫化物存在,则腐蚀会更加严重。随着原料的重质化,腐蚀现象日趋严重,装置在近几年的运行过程中,曾多次发现顶循线的泄漏现象,仅这一条管线上就有20多处打上了卡子,为此不得不在日后的检修中将顶循系统的全部管线换掉。
化学反应方程式为 MgCl2+2H2O=Mg(OH)2+2HCl
Fe+H2S=FeS+H2
FeS+2HCl=FeCl2+H2S
2.4 催化剂的沉积加剧了结垢的产生。由于装置在开工过程中,油浆固含量一直在4~5g/L之间,油浆洗涤效果差,有时为了提高中段抽出温度,降低油浆上返塔的循环量,这就不可避免在上升的油气中含有一定数量的催化剂,从而导致结垢。
3 解决方案
3.1 为解决这一问题,经研究决定对分馏塔进行水洗操作,首先调整反应进料量至正常加工量的50%~60%左右,在能够维持操作的前提下,以降低分馏塔负荷,同时增加冷回流量,逐步停止塔顶回流,控制塔顶温度90~95℃,停富气水洗,吸收稳定系统三塔循环,停再吸收塔。粗汽油泵引入新鲜水经冷回流线入分馏塔,在水洗过成中,顶温由110℃下降到100℃,顶循抽出温度也下降10℃左右,但必须确保回炼油抽出温度不能出现明显的下降,这是为防止水洗过程中水进入回炼油罐中,造成沸塔。该控制手段可通过控制注水量的大小来实现。正常的水洗过程应是洗塔至柴油抽出口附近,水会通过柴油抽出口流入气提塔中,因此应通过对柴油分液罐的切水情况来判断观察水洗质量。
通过分析水中的氯离子含量,到氯离子含量基本稳定不变,水质变清时表明水洗操作完成,应停止水洗,洗塔时间一般为2~5h。洗塔过程中控制塔顶循环回流抽出温度为105~115℃,防止水进入下部塔板。同时检测轻柴油含水情况,若带水严重时应及时减小给水量。
3.2 控制塔顶温度的原则是使水在塔内不蒸发,塔内水蒸气在洗涤段内冷凝下来,以增加洗涤效果。塔顶温度过高,大量的水蒸发,达不到洗涤目的,严重时造成塔内压力过高,导致安全阀起跳。因此,洗塔水量控制非常重要:一是要保证水洗效果,二要防止水量过大引起事故。一般在粗汽油泵入口水洗线上增加限流孔板;另一方面要严格控制顶回流抽出温度和轻柴油抽出温度。轻柴油抽出温度一般不小于150~160℃,原则上控制轻柴油抽出不带水。
待水洗完毕后,调整加工量以提高分馏塔负荷,避免因负荷过小造成的顶循抽空现象。当顶循流量提至42t/h后,停止冷回流,温度完全可以控制在质量指标范围内,水洗达到了预期效果。
通过以上分析,我们不难看出造成顶循泵抽空、循环量波动主要原因就是分馏塔上部结垢、结盐从而阻塞孔道。
针对以上情况将提出以下几点预防措施及对策:
1)严格控制原料中的含盐量<20mg/L;
2)顶循抽出斗的材质升级,由20#钢改为0Cr18Ni9Ti;
3)严格控制油浆固含量;
4)加大油浆上返塔循环量,增加顶循回流量,提高返塔温度;
5)加大防腐蚀措施,可在顶循系统中加入缓蚀剂;
6)顶循泵定期切换,可防止在泵入口及泵体内结盐;
7)严格控制焦化蜡油掺渣比≯10%。
分馏塔水洗完成后重新投用,严格执行上述预防措施,结果顶循泵周期性抽空现象消失,装置在连续运行一个周期后按计划停工检修,用实践证明了预防措施的有效性。实现了装置安全、长期、有效、平稳的运行,为集团公司的发展做出了贡献。