数控车床沟槽件加工工艺设计与实践
2013-10-13沈国祥
沈国祥
(南京工业职业技术学院,江苏南京 210046)
0 引言
数控车床在生产加工过程中,常会遇到轴肩部分的沟槽加工、内孔台阶的沟槽加工:常见的有矩形内外沟槽、梯形内外沟槽、端面沟槽、内外圆弧沟槽等。沟槽零件的设计是根据它在整机中所处位置的机械性能的要求而程序成形的,各种槽其功能也各不相同,它们在整机中各自承担着自己的使命。
数控车床生产制造沟槽零件,不同类型的沟槽加工工艺设计是零件精度的关键之所在。操作者要根据图样要求对槽的类型进行识别与分析,确定槽的类型后进行加工工艺编排、加工线路轨迹的设计、加工程序的编写及加工刀具、量具的准备等。
图1是几种沟槽基于一体的轴类零件,对有加工经验的操作者来说,阅图思考之时脑子里已形成加工制造思路、数控编程线路亦已拟定。加工工艺是生产的先行,零件的工序工步的设计。
1 零件的图样分析(图1)
1.1 图样轮廓分析
这是一个外形并不复杂的多槽零件,有外圆、矩形槽、梯形槽和圆弧槽构成,把几种沟槽集于一体,零件结构很有特点,是为学生实训而设计的。
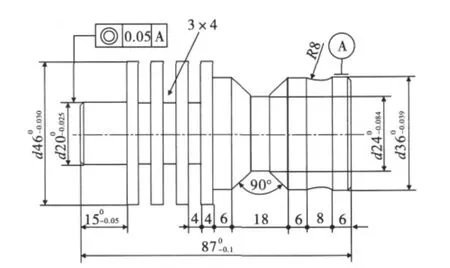
图1 沟槽轴类零件
槽的功能各不相同,像矩形多槽有散热作用,矩形单槽有螺纹退刀槽、卡簧槽等;梯形槽多为皮带槽、内油毛毡槽和主轴刹车槽等;圆弧槽多见于涡轮槽,也见于皮带槽。
1.2 图样精度分析
外圆由三个轴肩组成,尺寸精度要求较高,数控车床加工完全能达到要求;三个不同类型的槽,其精度要求并不高,只是三个矩形深槽加工稍有难度,切削参数与程序合理可解决;位置精度外圆d20与d36的同轴度要求是0.05 mm,用软爪装夹基本能保证。
1.3 图样技术分析
三种槽可以用不同的加工方法以实现图样的要求。圆弧槽可采用样板刀直接生产加工,也可以用逆圆弧指令车削;梯形槽一般用复合循环指令粗、精加工生产;三个矩形槽采用机夹式割刀加工成型,为保证同轴的位置精度,掉头加工d20外圆时可采用软爪装夹,不仅可以保证同轴度的精度,还可以保证装夹稳固和表面精度。
2 零件的结构工艺
沟槽件在结构上虽然是同属轴类零件范畴,但又不同于轴类零件的结构单一,因为在轴肩上添加了沟槽,加工过程比单一的轴类零件复杂些,更何况这个零件有三种形状不一的沟槽并存,加工过程就要多好几道工序,但就零件结构工艺而言,生产的过程还是相对简单的,构成各轮廓的尺寸精度基本都能达到。
3 零件的加工工艺
槽类零件的加工工艺的确定要服从于整个零件的加工需要,同时还要考虑到槽类零件加工的特点。鉴于该零件是一个多槽的轴类零件,集中了矩形槽、梯形槽、圆弧槽叠加的轴类零件,加工过程的工艺编排既要合理又要便于加工,应从工序、工步着手考虑:如工件的合理装夹、深槽切削的方式、切削参数的设定、数控车削线路设计等。
3.1 零件的装夹
零件的金属材料是45钢,规格是d50×90 mm。根据槽的宽度等条件,切槽时经常采用直接成型法,槽的宽度就是车槽刀刃的宽度,也等于背吃刀量,这种方法切削时会产生较大的切削力。而且大多数槽位于工件的外轮廓上,车槽时主切削力的方向与工件轴线垂直,会影响到工件装夹的稳定程度。因此,在数控车床上进行槽加工毛坯的装夹就显得尤为重要。
从毛坯尺寸以及零件的形状来分析,这个零件的加工需要三次装夹:
1)夹毛坯伸长50校正夹紧,粗车左端d47×40,粗车工艺外圆d25×35。
2)掉头夹工艺外圆d25,大端面贴平卡爪校正夹紧,车端面钻D3中心孔,顶车右端d46及轴肩d36,车圆弧槽,车梯形槽,切3个矩形槽。
3)掉头软爪夹d36校正夹紧,取总长、车左端d20达图要求。
3.2 沟槽加工方法
当轴肩外圆加工完后,依次加工圆弧槽、梯形槽和矩形槽。
1)车削圆弧槽:用尖头刀车削圆弧槽,采用G71复合循环指令来完成圆弧槽的加工任务。
2)车削梯形槽:同车圆弧槽一样,可采用G71指令完成梯形槽的加工。
3)车削矩形槽:矩形槽分普通槽、深槽和宽槽三种。
a)普通槽加工方法:对于宽度、深度值不大且精度要求不高的槽,采用和槽等宽的刀具直接切入一次成形,如图2所示。即刀具切入槽底后可利用延时指令使刀具暂时停留以修整槽底,退刀时采用工进速度。

图2 普通槽零件的加工
b)深槽加工方法:本工件属于深槽类的矩形槽范畴,为了避免切槽过程中由于排屑不畅,使刀具前部压力过大出现扎刀和折断刀具现象,可以采用分次进刀的方式。刀具在切入一定深度后,停止进刀并回退一段距离,达到断屑退屑的目的,如图3所示。同时注意尽量选择强度较高的刀具。
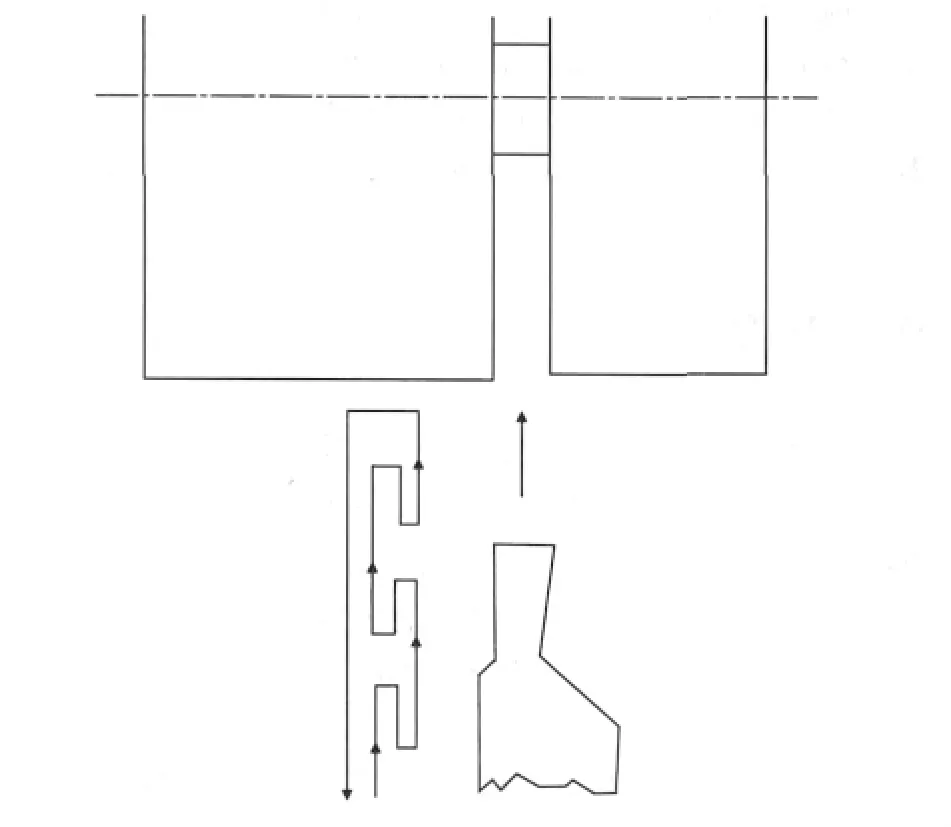
图3 深槽零件的加工
c)宽槽加工方法:通常把大于一个槽刀宽度的槽称为宽槽,宽槽的槽宽和槽深的精度及表面精度要求相对较高。车削宽槽时常采用排刀的方法进行粗车,精车时从槽的一侧车到槽底,再从槽底车至另一侧,再沿侧面退出,如图4所示。

图4 宽槽零件的加工
3.3 槽加工切削参数
1)圆弧槽和梯形槽
由于采用的是尖头刀加工圆弧槽和梯形槽,车削时用的是G71指令,又因为华中系统粗、精车用的是一个指令,所以加工时的切削参数和车削外圆时参数基本一致。精车切削参数为转速600 r/min,吃刀深度2 mm,进给量F30。
2)矩形槽
使用的割刀如果是焊接式人工刃磨的车刀,所以转速是外圆速度的60%70%,一般在200300 r/min,进给量一般取0.15 mm/r。槽的背加工量吃刀深度较深,为避免扎刀与断刀,直径方向每切入8 mm设一次暂停0.2 s并回退1 mm,这样动作在一个槽的加工过程中设为3次,直至切入到槽底延时0.3 s,退出时工进退出,以此方法依次加工三个槽成型,刀具切入时需加冷却液。
3.4 数控车削线路设计
下料→夹毛坯车左端工艺外圆→夹左端工艺圆→车右端面钻中心孔→调#1刀顶车粗、精加工各外圆→调#2刀粗、精车削圆弧槽→粗、精车削梯形槽→调#3刀依次加工三个矩形槽→软爪夹d46调#1刀取总长→粗、精车削左端小圆。
4 刀具的选择
根据图样的轮廓要求需准备一把宽4 mm硬质合金割刀,还需准备一把硬质合金尖头刀,用于加工圆弧槽和梯形槽。另外,轴肩外圆还需准备一把90°外圆硬质合金机夹车刀(见表1)。
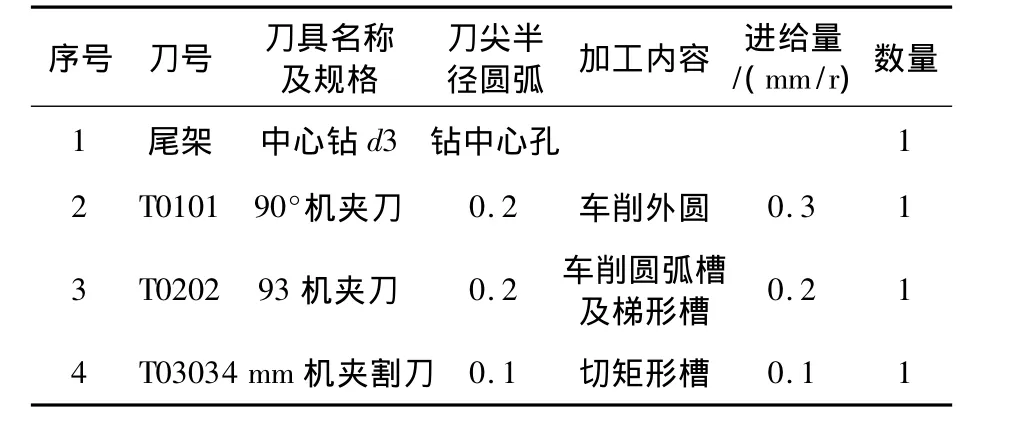
表1 多槽轴零件刀具卡片表
5 量具的准备
沟槽零件量具准备见表2

表2 多槽轴零件量具卡片表
6 沟槽件加工工艺卡片
根据图样的要求做出零件产品,要经过很多细致的准备工作,在生产加工中如何达到尺寸精度、位置精度、表面精度的要求、加工工艺制定的品质是关键。工艺对数控加工生产尤为重要,工艺是决定零件精度与品质的保证,沟槽件数控车削工艺的制定要注意几点:
1)图样与毛坯进行比较,合理减少装夹次数;
2)根据位置精度要求,软爪应进行预先处理;
3)顶针伸出的长度及顶车松紧适中。
沟槽件的数控切削工艺见表3
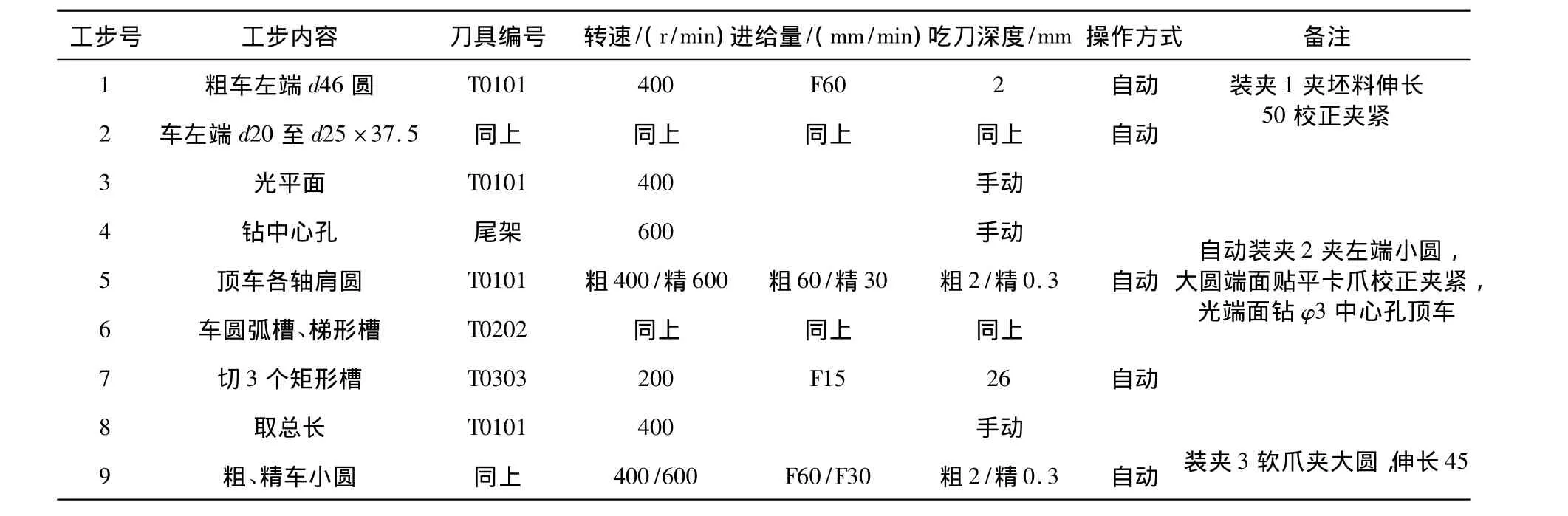
表3 沟槽件数控车削工艺卡片表
7 各个沟槽的加工程序
通过分析零件图样可以看出,圆弧槽和梯形槽可以用G71指令完成生产加工。几个矩形槽的深度值和长度值都相等,如果用G00指令、G01指令进行加工,程序过于频繁而且容易出错,运用子程序调用指令就方便得多,但割刀切深槽容易卡屑和断刀,因此程序编写时不容忽视割刀切入问题,合理的运用切削原理达到生产加工的效果。程序见表4仅供参考。

表4 沟槽程序卡片表

主程序……… 外圆轴肩程序省略,d36车至d38,留2 mm的精车余量,d46直接加工好G00X150 Z20 快退T0202S400M03 调2#刀(尖头刀)G00X39 Z1 粗车快定位G71U1R1P10Q20X0.3Z0.05F60 复合循环指令G00X150 Z20 粗车完快退,精车前测量进行刀补M05 主轴停止M00 程序暂停T0202M03S600 精车提速G00X35 Z1 精车快定位N10G01X34F30 精车循环开始Z0 X35.981Z-1 车C1角Z-6 车d36圆弧槽右端连接长度G02X35.981Z-14R12.5 车R12.5圆弧槽G01Z-22 车d36圆弧槽左端连接长度X23.958Z-28 Z-34 X23.958Z-40%008车梯形槽Z-46 车d36梯形槽左端连接长度N20X48 车衔接端面,2#刀循环结束G00X150 Z20 快退T0303M03S250 调3#刀(割刀)G00X48 Z-44 快定位M98P9999L3 调用子程序G00X150 Z20 快退M05 主轴停止M30 程序结束%9999 子程序G01W-8 Z轴进给U-10 X轴第一次进刀G04P0.2S 暂停0.2 s G01U-9 退刀1 mm U-18 X轴第二次进刀G04P0.2S 暂停0.2 s G01U-17 退刀1 mm U-24 X轴第三次进刀G04P0.2S 暂停0.2 s G01U-23 退刀1 mm U-28 X轴第四次进刀G04P0.2S 暂停0.2 s G01U10 工进退出M99子程序结束_________
8 沟槽件的测量
测量方法如图5所示:
1)精度要求不高的沟槽,可用钢尺内卡钳测量;
2)精度要求相对要求高、大批量生产的沟槽件,可用专门定制的卡规测量;
3)精度要求高的沟槽,可用游标卡尺、外径千分尺测量。

图5 沟槽件的测量
9 结语
深槽加工常见的技术问题、产生的原因及解决的方法进行分析(见表5)。

表5 矩形槽加工误差分析
[1]陈爱华.数控车床华中系统编程与操作实训[M].北京:中国劳动社会保障出版社,2009.
[2]吴长有,张桦.数控车床加工技术(华中系统)[M].北京:机械工业出版社,2010.
