宏程序在深孔枪钻机床编程中的应用
2013-10-12山东德州德隆集团253003胡艳君
山东德州德隆集团 (253003) 刘 铸 胡艳君
在枪钻深孔加工专用数控设备实际应用中,机床加工程序的编辑均是具有固定格式的,相对其他机床来言,较为简单。需要变更的仅是主轴转速和进给量,然而主轴转速的选取与加工孔径和材料有关,一般根据常规加工经验推荐刀具切削线速度v值,再由线速度公式计算得出主轴转速值。因此在实际操作人员加工工件时需自行计算,这样就增加了辅助时间。
为了方便操作人员工作,减少计算环节占用辅助时间,可采用数控系统中的宏程序,来实现系统自行计算的功能。
1.宏程序的设计
在常规数控枪钻深孔加工程序中加入变量参数,通过宏定义对线速度公式进行编辑,现以山东德州德隆集团机床有限公司制造的ZK21-A系列产品配备FANUC 0i Mate-TD数控系统深孔钻床机型为例。
G65(简单调用)指定在地址P处的用户宏程序被调用。另外,数据(自变量)被传递给用户宏程序。
因为深孔枪钻使用宏程序较为简单,自变量按第Ⅰ类自变量指定法进行设定(见表1)。

表1 第Ⅰ类自变量指定法
可以省略没有必要指定的地址。与省略的地址相应对应的局部变量设为空值。
不需要按照字母顺序指定,按照字地址格式就可以。但是,I、J、K必须按照字母顺序指定。
以往枪钻类数控深孔钻床通用程序如下:

上诉程序中主轴转速S需要操作者根据推荐刀具线速度自行计算。
以下为采用宏程序结构编辑固化常规枪钻程序。宏程序为:
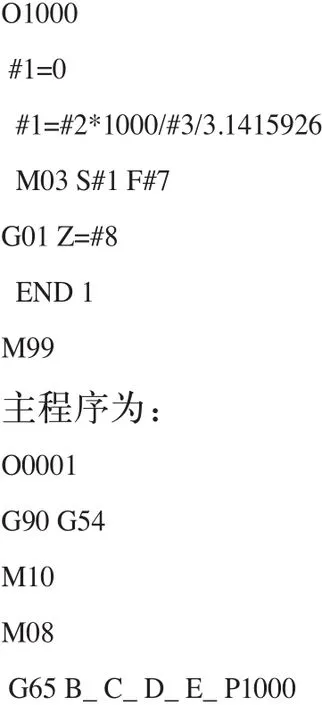

注释:上程序中B值为刀具切削线速度(mm);C值为加工孔径(mm);D值为进给量(mm);E值为加工深度,要求填负值(mm),常规枪钻刀具加工推荐参数如表2所示。
2.结语
通过宏程序的变量编辑,可以使枪钻数控深孔钻床的操作人员直接使用推荐的切削速度参考值,不需再自行计算,节省了辅助时间。
山东德州德隆机床有限责任公司,将该程序作为ZK21-A系列产品的标配随机程序,方便了用户的使用。

表2 常规枪钻刀具加工推荐参数表