YGJ093球轴承自动压盖机电气系统改造
2013-10-11戴铁生
戴铁生,孙 岩,崔 武
(1. 哈尔滨轴承集团公司 南直轴承分厂,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 锻压分厂,黑龙江 哈尔滨150036)
1 前言
YGJ093机床是装配球轴承过程中自动放盖、压盖的专用设备。它是由传统的继电器控制,由于设备日益老化,电气故障多,稳定性和可靠性较差,给生产和维护带来很多困难。根据这种情况,用可编程控制器(以下简称PLC),对该机床进行了改造。改造后不仅使机床故障率降低,增加了稳定性和可靠性,而且还使机床的电气控制的自动化程度得到了提高。
2 DVP-40ES简述
DVP-40ES型PLC是台达DVP系列中的一种,它体积小,应用灵活,可靠性强,编程方便。是轴承压盖机改造的理想替代机型。DVP-40ES是以DC单片微处理器为核心的,共有40个输入/输出;其中有24个输入点,其地址:X0-X27;输出点16个,其地址为Y0-Y17,并可连接扩展机,最大输入输出可扩展分别达到128点,能满足各种场合需要。而本压盖机只需用主机就可达到要求。本PLC可利用编程器方式把程序以梯形图的方式输入在PC中,也可根据工件加工要求而改变程序,并可监控机床运行情况,便于查找故障。本PLC有两种电源输入,即:交流(AC)100~240VAC,50/60Hz;直流(DC)24VDC。输入为内部利用光电耦合器隔离,增加抗干扰能力,输出有3种形式,即继电器输出,固态继电器输出及晶体管输出,由于固态继电器输出过载能力较强,故该机床选用DVP-40ES固态继电器输出形式的PLC。本机输入输出采用发光二极管显示,以便在显示输入输出信号时一目了然地观察到是否工作到位,便于维护和维修。
3 改造后的YGJO93型球轴承自动压盖机
YGJ093型球轴承自动压盖机主电路为三相380V/50Hz,有油泵、传送带电机,油泵电机是通过外部交流接触器单独控制,传送带电机是通过PLC控制启动。控制线路是单项220VAC控制,传送带电机、延时继电器均为220AC电源,在本机床安装DVC-40ES型PLC采用交流220V作为电源,执行部分的电磁阀采用220V AC输出控制,本机床的动力源均来自气压和液压。压盖电磁阀上、下是液压电磁阀,其余均为气动电磁阀。该机床的控制有自动和调整两种工作方式,根据要求绘制了控制系统的接线图,如图1 所示。

图1 DVP-40ES控制系统接线图
3.1 PLC输入端接线
在安装PLC时,把输入端接入机床外部各接近开关及控制信号和开关,按输入端地址分别为:XO:SO手动自动按钮;X1: 循环启动S8,送盖;X2:复位按钮S9,取盖;X3: 停止按钮S10,进料;X4: 急停按钮S11;X5: 送料原位SL1;X6: 送料到位SL2;X7: 送盖原位SL3;X10: 送盖到位SL4;X11: 取盖原位SL5;X12: 取盖到位SL6;X13:放盖到位SL7;X14: 移位原位SL8;X15:移位到位SL9;X16: 出料原位SL10;X17: 出料到位SL11;X20: 气压检测S10正常,放盖显示;X21:SQ1压,显示有料;X22:SQ2压,无盖,移位;X23: 盖原位SQ3压;X24: 盖到位SQ4压;X25: 满料、检测;SQ5,压盖;X26: 压盖延时,出料。
3.2 PLC输出端接线
由于PLC继电器输出过载能力强,本机床采用固态继电器输出直接驱动接触器和电磁阀。按输出地址分别为Y0: 液压电磁伐YV8吸,压盖;Y1: 气动阀YV1吸,进料;Y2: 气动阀YV2吸,送盖;Y3:气动阀YV3吸,取盖;Y4:气动阀YV4吸,放盖;Y5: 气动阀YV4吸,移位;Y6: 液压电磁阀YV6吸,压盖下;Y7: 气动阀YV7吸,出料;Y10: 红色出错指示;Y11:绿色运行指示;Y12:传送带电机T;Y13: 压盖快慢延时K;Y14:气压指示;Y15:原位显示;Y16:传送带运行显示;Y17:无盖等待显示。
3.3 机床电器动作循环

图2 电磁阀动作循环图
电磁阀动作见图2 。机床工作循环见图3 。先启动油泵 ,液压气压正常,按启动按钮S8,传送带电机启动机床各动作都处在原始状态 。
首先将工作方式开关S0打到调整位置,可单独调整每一个动作,将开关S0转到自动位置,当进料口有料时,按工作启动按钮S8,进料电磁阀YV1吸,进料到位。气缸上接近开关(以下气缸上接近开关均用符号SL+数字代替)。SL2压、原位SL1断开,同时送盖电磁阀YV2吸,送盖到位,SL4压,原位SL3断开,取盖电磁阀YV3吸,取盖到位,SL6压,原位SL5断开,进料、送盖取盖又回到原位,然后放盖电磁阀YV4吸,放盖LS7压,移位电磁阀YV5吸,移位到位,SL9压,料口接近开关SQ1压,压盖电磁阀YV6吸,压盖,下降到位,接近开关SQ4压,原位接近开关SQ2断开,移位电磁阀断电回原位,同时压盖延时K吸,延时开始,延时到压盖下电磁阀 YV6断,上升电磁阀YV8吸,上升到位接近开关,SQ4压,出料电磁阀YV7吸,出料,出料原位SL10断开,出料到位SL11压,回原位SL10压,又进料、送料、移位重新开始下一工作循环。以上自动循环程序均可在输出点不外接的情况只输出本压盖机的程序到PLC内,通过输入点的变化,来观察其对应输出点的变化,由此判断程序是否正确,发现问题及时修改。
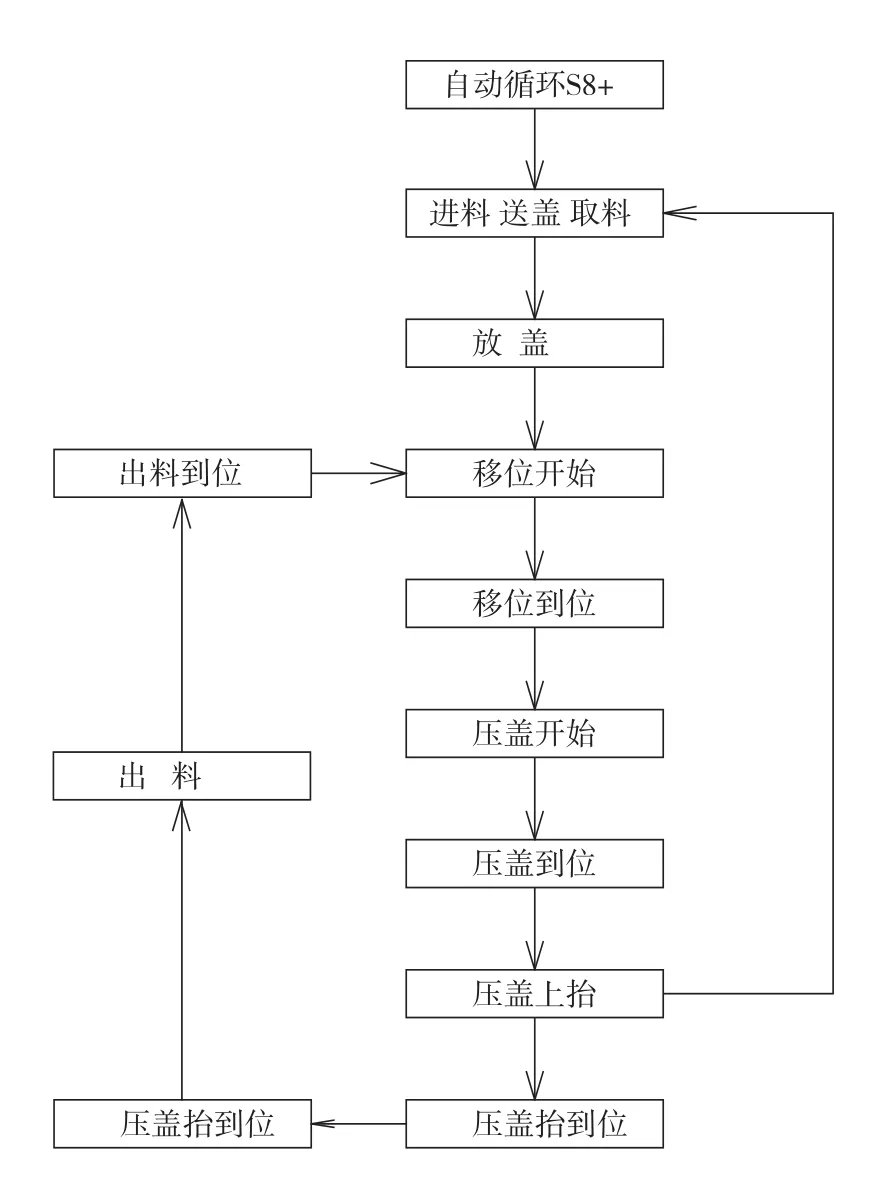
图3 YGJ093工作循环图
4 结束语
YGJ093球轴承自动压盖机经过上述改造,用PLC控制取代原有继电器控制,机床工作稳定,运行良好。故障率明显降低,减少了中停时间,节省了维修费用,使老设备换发了青春,提高了设备使用效率,所以应用PLC技术取代传统继电器控制是老企业电气控制更新换代的良好途径,具有很好的推广和应用前景。
