工作台平面度的检验
2013-09-27付承云刘莲花罗秀珍
付承云 刘莲花 罗秀珍
(大连机床集团有限责任公司,辽宁大连 116600)
在 GB/T 17421.1-1998(eqvISO 230-1∶1996)《机床检验通则 第1部分:在无负载精加工条件下机床的几何精度》标准中,对平面度的定义及检测工具提出了原则要求。本文依据标准要求,结合机床行业实际情况,对工作台平面度检验方法及数据处理做一下详细介绍,以便检验人员掌握工作台平面度的判定。
所谓平面度是指在规定范围内,被检面上的各点,到平行于该面总轨迹的基准平面的垂直距离的变化,小于规定值时,则该面是合格的。基准平面可用一平板或用移动平尺所得的一组直线来表示,也可用水平仪或光束来表示。目前在国际上评定平面度误差有多种方法,如“两点法”、“三点法”、“最小条件法”、“最小二乘法”以及“角值法”、“四点法”等等。但是,就机床精度标准中的平面度检验而言,我们主要采用了“两点法”或“三点法”。本文主要介绍一下“三点法”。
所谓“三点法”,就是以通过被检平面上的三点(一般是选择相距最远的三点)的平面作为基准平面,被检平面上的各测点到基准平面的坐标值,即为各测点相对于基准平面的偏差。各测点偏差的最大代数差值,即该平面的平面度误差。
“三点法”具有以下特点:
(1)有基准平面的含义。它具有一个统一的评定误差的基准,因此,较“两点法”更加合理。
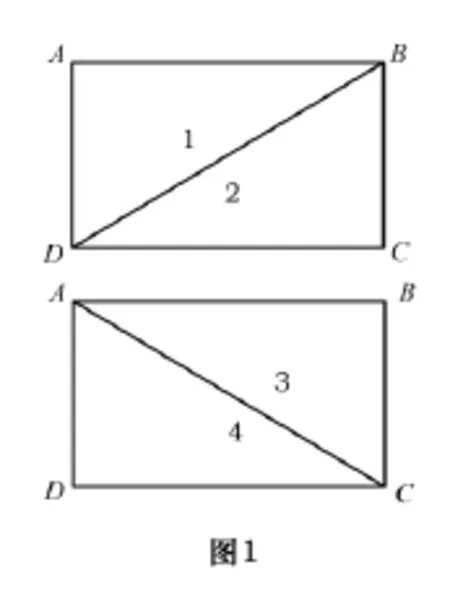
(2)“三点法”的测量结果不是唯一的。由于决定基准平面的3个点的位置不同,对矩形平面共有4种组合形式(见图1),所以从工艺上就要保证任一种组合形式的检验都要合格。
(3)用“三点法”所测得的误差值较大,在一般情况下,比其它的方法要求都严。
(4)“三点法”比较简便,可用作图法或计算法求出平面度误差,适用于生产现场。
下面举例介绍平面度误差的计算法。
例:某矩形工作台尺寸为B×L=950 mm×1 200 mm,求该工作台的平面度误差。
采用0.02 mm/1 000 mm的水平仪及桥板(跨距a=200 mm、250 mm),按网格布点进行测量,如图2所示。

从A点(零点)开始,按图2中的箭头方向采用两点连锁法进行测量,测得水平仪读数(格数值)见表1。

表1 格
为了便于数据处理,应首先求出各测点相对于通过A点(零点)的水平面的高度差,即按测量方向,将各测点的水平仪读数相叠加,也就是从零点开始,将各段所测得的读数累计相加。如表1中AB线的第一段读数为-0.5格,第二段为-0.5格,第三段为 +1.5格,第四段为 +1.5 格。
第一段 加后为:0+(-0.5)=-0.5(格)
第二段 加后为:-0.5+(-0.5)=-1.0(格)
第三段 加后为:-1.0+(+1.5)=+0.5(格)
第四段 加后为:+0.5+(+1.5)=+2.0(格)
同理,AD线的叠加方法与AB线相同,叠加后它们依次为 -1.0格、-2.5格、0格和 +2.0格。但在A1B1线叠加时,要考虑A1B1线起点A1的情况。因A1点是 -1.0格,就要把 -1.0格叠加进去。要特别注意,因水平仪在纵向和横向上每格的线值(mm)不同,
纵向:0.02 mm/1 000 mm ×250 mm=0.005 mm=5 μm
横向:0.02 mm/1 000 mm ×200 mm=0.004 mm=4 μm
所以要把A1点的格数转换成4.0
μm。这样将A1B1线各段的读数转换成线值后,在各段上都要加4.0 μm。同样A2B2线的相加情况也要把起点A2相加进去,A3B3线、DC线的处理也以此类推。(若水平仪在纵横向上的跨距相同,可直接将格数相加),转换后的数值见表2。
A2B2线上的第三段:-2.5+3X+2Y= -14.0 μm
A3B3线上的第四段:+10.0+4X+3Y= -6.0 μm
DC线上的第四段:+10.5+4X+4Y= - 7.5 μm
各测点修正后的偏差值见表3。

表2 μm
表2所列的数值为各测点相对于通过A点(零点)的水平面的高度差,这个差值并未真实地反映出工作台自身的平面误差。要真正反映出这个误差,必须通过A、B、D三点建立一个基准平面,那么这个基准平面上的A、B、D三点的高度差均为0。从表2可以看出,B点相对于通过A点的水平面的高度为+10.0 μm,D 点为 +8.0 μm,为了使 B、D 两点均为0,所以在 B 点应减去 +10.0 μm,D点应减去 +8.0 μm,同时其余各点要按正比例关系作相应的修正。也就是说,要使通过A点的水平面以A点为支点转一角度,使之成为通过A、B、D三点的基准平面。
修正过程是这样的:先求出纵横向上各段的修正系数X、Y。如纵向AB线上共分为四段,设每一段为一个X,因在第四段B点需减去+10.0 μm,则通过B点求得:
4X= -10.0 μmX= -2.5 μm
同理,在横向AD线上每段设一个Y,则通过D点求得:4Y= -8.0 μmY= -2.0 μm现在修正AB线上第一段:-2.5+X= -2.5+(-2.5)= -5.0 μm
修正AB线上第二段:-5.0+2X=-10.0 μm
修正AB线上第三段:+2.5+3X=-5.0 μm
修正 AB线上第四段:+10.0+4X=0 μm
同样 AD 线上的 A1、A2、A3、D 四个点
分别以Y为系数修正为:-6.0 μm、-14.0 μm、-6.0 μm、0 μm。
但是,A1B1线、A2B2线、A3B3线、DC线的修正方法与AB线和AD线的修正方法不同。AB和AD线分别为X方向(纵向)和Y方向(横向)上的轴线,所以可只按一个方向修正,但其它线由于受到X、Y两个方向的影响,所以每个测点都要在X、Y两个方向上同时修正。
如:A1B1线上的第一段:-9.0+X+Y= -13.5 μm
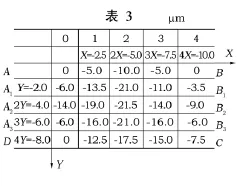
从表3中可以看出,最高点的偏差为 0,最低点的偏差为 -21.5 μm,因此该工作台的平面度误差为:δ=0-(-21.5)=21.5 μm
此外还有作图法。作图法就是利用表2所示数据,分别作 AD、AB、A1B1、A2B2、A3B3、DC 的误差曲线,从中求出基准平面后得出平面度误差。由于计算法使用起来比较方便,又容易掌握,所以这里对作图法就不再作详细介绍了。
