T92/Super304H异种钢焊接接头的组织结构和力学性能
2013-09-25王家庆陈国宏刘俊建余新海张建华汤文明
张 祺,王家庆,陈国宏,刘俊建,化 建,余新海,张 涛,张建华,汤文明
(1. 合肥工业大学 材料科学与工程学院,合肥 230009;2. 安徽省电力科学研究院,合肥 230601;3. 合肥津利能源科技发展有限公司,合肥 230601)
国内外火力发电厂为了减少 NOx、SOx和CO2等有毒、有害气体的排放,节约能源以及提高热效率,建设大容量超(超)临界机组是必然的趋势。我国将超(超)临界机组主要工作参数设定为蒸汽压大于 25 MPa,蒸汽温度高于580 ℃[1],因此,对超(超)临界机组电站锅炉用金属材料也提出了更高的要求。以T92、Super304H为代表的新型马氏体、奥氏体耐热钢是建设超(超)临界机组过热器、再热器的主要管材。T92钢是在T91钢的基础上,用W部分取代Mo而得到的新型Cr-Mo低合金耐热钢,具有更高的许用应力、高温强度和蠕变强度[2]。Super304H钢是在TP304钢的基础上发展起来的,其中较高的Cr和Ni含量保证了基体单向奥氏体组织状态,并具有良好的抗氧化性能,同时,通过添加3% 的Cu及少量的Nb和N,析出纳米级富铜相、MX以及M23C6碳化物相以进一步提高其高温强度[3]。
在超(超)临界机组(USC)建设中,T92、Super304H同种钢、异种钢焊接不可避免。目前,国内外已开展了较多的关于 T92、Super304H同种钢焊接的研究工作[4-7],研究集中在接头的蠕变及疲劳失效机制以及接头的运行可靠性方面[8-10]。但有关 T92/Super304H异种钢焊接的研究非常少,既制约了电站机组异种钢焊接技术的发展,又给电站金属监督及安全管理工作带来不便。本文作者针对 USC建设常用的 T92、Super304H新型马氏体、奥氏体耐热钢管材,选用ERNiCr-3和ERNiCrMo-3两种镍基焊丝,采用GTAW技术,实施T92/Super304H异种钢的焊接。通过开展焊接接头的显微组织结构、接头熔合区成分分布和接头的力学性能等的研究,比较两种焊丝焊接接头的差异,为制定合理的T92/Super304H异种钢焊接工艺提供重要的数据支持。
1 实验
实验选用规格为d45 mm×11 mm的 T92和Super304H钢管。焊接材料选用规格为直径2.4 mm的ERNiCr-3和ERNiCrMo-3两种型号的镍基焊丝。母材及焊材的化学成分见表1,T92、Super304H钢的常温力学性能见表2[11-12]。
T92和Super304H钢的异种钢焊接采用ERNiCr-3和ERNiCrMo-3两种镍基焊丝焊接,GTAW多层多道焊接工艺,工艺参数见表3。
焊接接头经外观检查和X射线无损检验合格后,按SD340—89《火力发电厂锅炉、压力容器焊接工艺评定规程》的规定切取试样。采用5 mm×10 mm× 120 mm带头非标试样,按GB/T 2651—89焊接接头拉伸试验方法,在 CMT5105型微机控制电子万能试验机上进行拉伸试验;采用5 mm×10 mm×55 mm夏比缺口非标试样,焊缝、热影响区中缺口位置均符合GB/T 2650—2008焊接接头冲击试验方法的要求,接头的室温冲击试验在JB300C冲击试验机上进行;用HMV-2型硬度计测定熔合线两侧的维氏硬度分布;接头经研磨、抛光后,再用Nital试剂(T92侧接头)、Marble试剂(Super304H 侧接头)、王水(焊缝金属)腐蚀,采用JSM-6490扫描电镜(SEM)观察接头的显微组织结构特征,INCA能谱仪测量接头熔合线附近的元素成分分布(EDS);SEM观察接头的断口形貌。

表1 焊材及母材的化学成分Table 1 Chemical compositions of welding wires and base metals (mass fraction, %)

表2 T92和Super304H钢的常温力学性能[11-12]Table 2 Mechanical properties of T92 and Super304H steels at room temperature[11-12]

表3 焊接工艺参数Table 3 Procedure for welded joints
2 结果与讨论
2.1 T92/Super304H异种钢焊接接头的PWHT态组织
ERNiCr-3焊接的T92/Super304H接头的T92侧HAZ及母材的组织结构如图 1(a)和(b)所示。T92侧HAZ大致可分为过热区、粗晶区和细晶区。在过热区中形成了块状δ铁素体相,这种大块状δ铁素体的形成对接头的力学性能,特别是高温力学性能,将产生不利影响[13-14];焊缝前沿的 HAZ在焊接过程中发生了完全奥氏体化(T92钢的奥氏体化温度为 1 040~1 080 ℃[15]),且奥氏体(γ)晶粒长大,形成粗晶区。粗晶区中回火马氏体(M)分解,板条状形态消失,在原M板条间析出细小的碳化物颗粒,同时大量的M23C6型碳化物及MX型化合物颗粒从基体中析出,并弥散分布于晶内,起到了弥散强化的作用[16](见图 1(a))。在远离焊缝的 HAZ中,焊接过程的热效应使得原γ晶粒中的M板条发生回火分解,形成了细小的索氏体组织,为细晶区(见图1(b))。Super304H侧的显微组织结构如图1(c)和(d)所示。焊缝与过热区之间有3~5 μm厚的熔合区,Super304H侧HAZ晶粒长大明显,晶粒尺寸为10~20 μm(见图1(c)),细晶区中晶内及晶界处析出细小而弥散的第二相颗粒,晶界明显宽化,晶界析出相呈半连续状分布[17](见图1(d))。焊缝组织为奥氏体铸态组织,呈胞状结构,晶粒粗大(见图1(e))。在胞状组织的枝间位置有冶金夹杂物和析出相,同时,胞状组织间结合较脆弱,甚至产生了晶界微裂纹(图1(e)中箭头所示)。
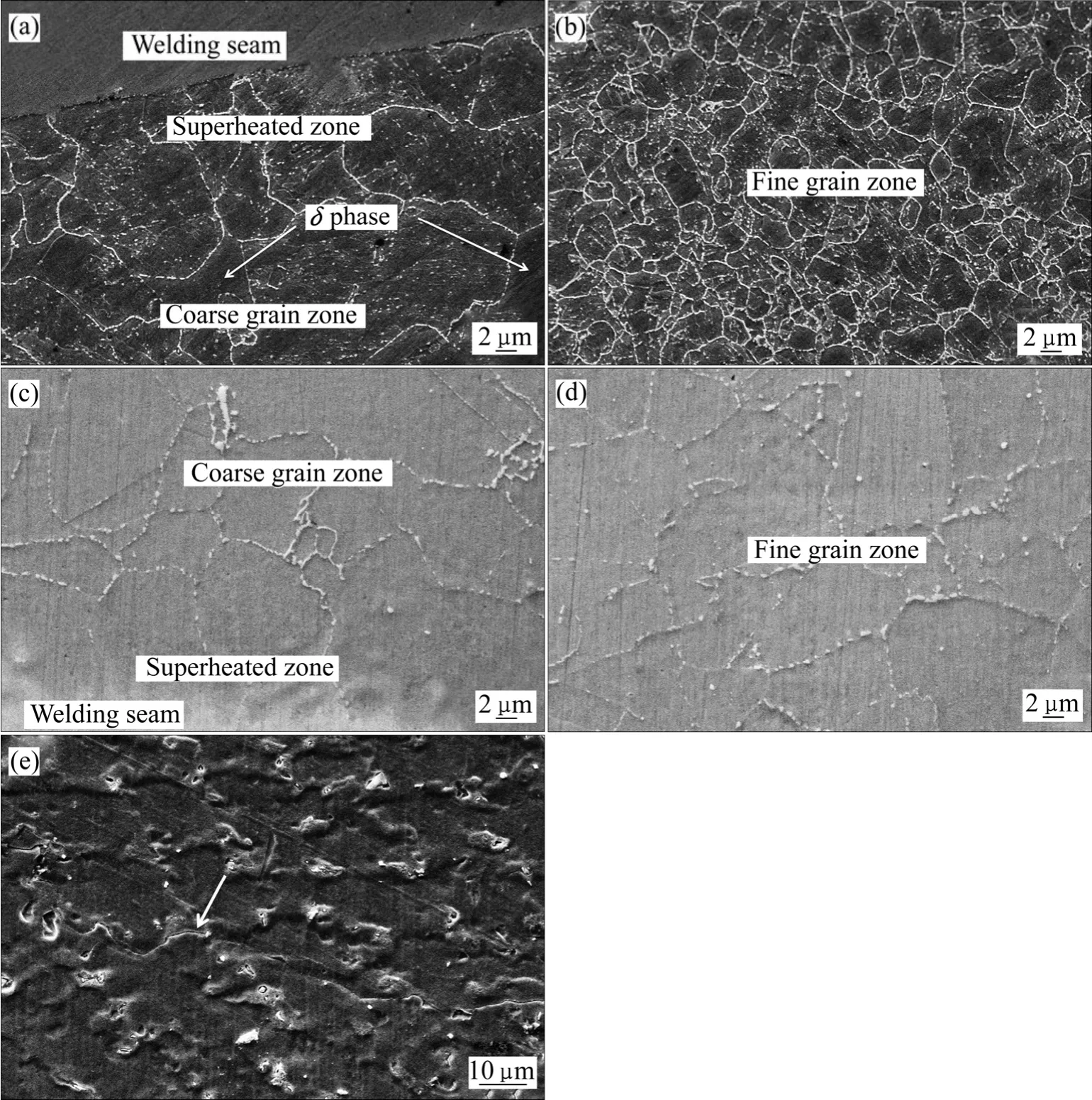
图1 T92/Super304H异种钢焊接接头PWHT态组织(ERNiCr-3焊丝)Fig. 1 Microstructures of T92/Super304H dissimilar steel weld joint (ERNiCr-3 weld,PWHT): (a), (b) T92 side HAZ; (c), (d)Super304H side HAZ; (e) Welding seam
ERNiCrMo-3焊接的T92/Super304H接头的焊缝和T92侧HAZ界面清晰,HAZ同样由过热区、粗晶区及细晶区构成(见图 2(a)和(b))。过热区中δ相的形成、长大促使碳化物等析出相在焊缝与过热区界面富集;粗晶区中原奥氏体晶界清晰可见,晶界析出相较多,晶内碳化物较少,且碳化物沿M板条间界分布的特征已不明显;细晶区晶粒尺寸小,大多在5 μm以下,晶界内大量析出相颗粒均匀弥散分布,起到弥散强化作用(见图2(b))。Super304H侧HAZ中的γ晶粒长大明显,为20~40 μm;晶内及晶界析出相的尺寸较大,且分布均匀;HAZ及焊缝间存在约10 μm的熔合区(见图2(c))。Super304H侧HAZ的细晶区晶粒细小,晶内与晶界分布着大量细小的第二相颗粒(见图2(d))[18]。此外,经EDS分析,图2(c)和(d)中箭头所示的块状物可能为固溶处理过程中未溶于基体的NbC(见图2(e))。焊缝组织致密,呈典型的柱状晶特征,尺寸分布均匀,同一个焊层内的树枝晶枝干的位向较为一致(见图2(f))。
2.2 T92/Super304H异种钢焊接接头的力学性能
2.2.1 拉伸力学性能
表4所列为T92/Super304H异种钢焊接接头室温拉伸性能。由表4可见,ERNiCr-3焊接接头的断裂位置为焊缝,焊缝金属的强度低于两侧母材的强度,为整个接头的薄弱点;相反,ERNiCrMo-3焊接接头的断裂位置在Super304H母材,焊缝金属的强度相对较高。ERNiCrMo-3焊接接头的强度和塑性指标也都优于ERNiCr-3焊接接头的。

图2 T92/Super304H异种钢焊接接头的焊后热处理态组织(ERNiCrMo-3焊丝)Fig. 2 Microstructures of T92/Super304H dissimilar steel weld joint (ERNiCrMo-3 weld, PWHT): (a), (b) HAZ in T92 side; (c), (d)HAZ in Super304H side; (e) EDS spectrum of large particle in Fig. 2(c); (f) Welding seam

表4 T92/Super304H异种钢焊接接头室温拉伸性能Table 4 Tensile properties of T92/Super304H joints at room temperature

图3 T92/Super304H异种钢焊接接头拉伸断口SEM像Fig. 3 SEM tensile fractographs of T92/Super304H dissimilar steel weld joints: (a), (b) ERNiCr-3 weld; (c), (d) ERNiCrMo-3 weld
ERNiCr-3焊接的T92/Super304H异种钢接头拉伸断裂发生于焊缝,其断口特征如图3(a)和(b)所示。该断口呈典型的韧性断口特征:枝间断口具细密的韧窝结构,韧窝底部有小的颗粒;而枝干呈撕裂状,塑性良好。ERNiCrMo-3焊接接头拉伸断裂发生于Super304H母材一侧,因此,该拉伸断口反映出Super304H的断口特征。整个断面由纤维区、放射区及剪切唇3个部分构成(见图3(c))。不论是纤维区还是放射区,其微观断口均呈韧窝聚集断裂特征,韧窝大小不一,大韧窝底部明显有较大的析出相颗粒存在(见图 3(d)中箭头所示);另外,由图 3(d)还可见沿Super304H钢奥氏体晶界扩展的二次裂纹。
2.2.2 冲击性能
表5所列为T92/Super304H异种钢焊接接头室温冲击韧性。由表5可见,ERNiCrMo-3 焊接的接头各个区域,特别是焊缝两侧的HAZ的冲击韧性(aK)都较ERNiCr-3焊接接头的低。这是因为采用ERNiCrMo-3焊丝焊接时,焊缝的热输入较高,促进了 T92及Super304H侧HAZ中基体晶粒的长大及碳化物等第二相的析出长大,增加了对基体的割裂作用,导致其冲击韧性降低。但不论采用哪种焊丝,T92/Super304H异种钢焊接接头的冲击韧性均大于 DL/T 868—2004《焊接工艺评定规程》中对合金钢焊缝冲击韧性不低于27 J/cm2的验收标准。

表5 T92/Super304H异种钢焊接接头室温冲击韧性Table 5 Impact toughness of T92/Super304H joints at room temperature
由图 4(a)和(b)可见,2种接头焊缝冲击断口均呈枝干撕裂及枝间韧窝断裂的特征。但 ERNiCr-3焊接接头的焊缝断面上韧窝细密,韧窝底部析出物少,而ERNiCrMo-3焊接接头焊缝断面上韧窝大而浅,韧窝底部密集地分布着大量的析出物。由于 ERNiCrMo-3焊接金属中添加了6.6 %的Mo,导致大量Mo的金属间化合物及其碳化物颗粒的形成,在提高焊缝强度的同时,却也导致了其冲击韧性的降低。

图4 T92/Super304H异种钢焊接接头焊缝冲击断口SEM像Fig. 4 SEM impact fractographs of T92/Super304H dissimilar steel weld joints: (a) ERNiCr-3 weld; (b) ERNiCrMo-3 weld
2.2.3 维氏硬度

图5 T92/Super304H异种钢焊接接头的硬度分布Fig. 5 Vickers hardness values of T92/Super304H dissimilar steel weld joints
图5所示为T92/Super304H异种钢焊接接头的硬度分布。如图5所示,两种焊接接头HAZ的硬度都大于相应母材的硬度,这归因于T92及Super304H侧HAZ的析出强化。由于ERNiCrMo-3焊接金属中Mo的固溶强化及Mo碳化物的析出弥散强化作用,其焊缝的强度、硬度均较 ERNiCr-3焊缝有明显的提高。同时,ERNiCrMo-3焊接接头的Super304H侧HAZ的硬度也较高,这可能与在焊接过程中碳化物的过度析出长大有关,在造成Super304H侧HAZ硬度增加的同时,也导致其强度、冲击韧性的降低。相反地,两种焊接接头T92侧HAZ的硬度相当。
3 结论
1) 采用两种不同焊丝焊接的T92/Super304H异种钢接头,组织结构相差不大。T92侧HAZ由块状δ铁素体和沿原γ晶界分布的碳化物颗粒构成,细晶区为细小的索氏体组织。Super304H侧 HAZ中的γ晶粒长大明显,细晶区中分布着大量的细小的第二相颗粒。ERNiCr-3焊接的焊缝组织呈胞状结构,晶粒粗大,而ERNiCrMo-3焊接的焊缝组织则呈柱状晶特征,同一焊层内树枝晶枝干的位向较为一致。
2) ERNiCr-3焊接接头拉伸断裂发生于焊缝,而ERNiCrMo-3焊接接头拉伸断裂发生于Super304H母材,焊缝强度较高,且塑性指标也优于 ERNiCr-3焊接接头。
3) ERNiCrMo-3焊接接头各微区的冲击韧性都较ERNiCr-3焊接接头的低。两种接头的焊缝冲击断口均呈枝干撕裂及枝间韧窝聚集断裂特征。
4) 两种焊丝焊接的接头HAZ的硬度都高于相应的母材,归因于T92及Super304H侧HAZ的析出强化。ERNiCrMo-3焊接接头的焊缝及 Super304H侧HAZ的硬度较ERNiCr-3焊接接头的高,而两种焊接接头T92侧HAZ的硬度相当。
[1]杨 冬, 徐 鸿. 浅议超超临界锅炉用耐热钢[J]. 锅炉制造,2006, 2: 6-8.YANG Dong, XU Hong. Brief discussion on heat-resisting steel for ultra-supercritical boiler[J]. Boiler Manufacturing, 2006, 2:6-8.
[2]RODAK K, HERNAS A, KIELBUS A. Substructure stability of highly alloyed martensitic steels for power industry[J]. Materials Chemistry and Physics, 2003, 81: 483-485.
[3]杨 岩, 程世长, 杨 钢. Super304H 锅炉钢的开发和研究现状[J]. 特殊钢, 2002, 23(1): 27-29.YANG Yan, CHENG Shi-chang, YANG Gang. Present situation of exploiting and research of Super304H steel for boiler[J]. Spec Steel, 2002, 23(1): 27-29.
[4]王根士, 栗卓新, 魏福军, 李 红. P92钢焊接接头性能及其焊接材料研究进展[J]. 机械工程材料, 2007, 31(8): 1-4.WANG Gen-shi, LI Zhuo-xin, WEI Fu-jun, LI Hong. Progress in research of welding joint properties and welding consumables of P92 steel[J]. Materials for Mechanical Engineering, 2007, 31(8):1-4.
[5]朱 平, 赵建仓, 柴晓岩, 牛锐锋, 赵 军, 刘亚芬.Super304H 奥氏体耐热钢焊接材料匹配与接头性能研究[J].电力设备, 2007, 8(4): 43-46.ZHU Ping, ZHAO Jian-cang, CHAI Xiao-yan, NIU Rui-feng,ZHAO Jun, LIU Ya-fen. Research on the matching of Super304H austenitic stainless steel welding material and the connector performance[J]. Electrical Equipment, 2007, 8(4):43-46.
[6]VÝROSTKOVÁ A, HOMOLOVÁ V, PECHA J. Phase evolution in P92 and E911 weld metals during ageing[J].Materials Science and Engineering A, 2008, 480: 289-298.
[7]KIM B J, LIM B S. Microstructure and fatigue crack growth behavior of heat affected zone in P92 steel weldment[J]. Key Engineering Materials, 2004, 261/263: 1185-1190.
[8]FALAT L, VÝROSTKOVÁ A, HOMOLOVÁ V. Creep deformation and failure of E911/E911 and P92/P92 similar weld-joints[J]. Engineering Failure Analysis, 2009, 16:2114-2120.
[9]ABE F, MASAAKI T. Microstructure and creep strength of welds in advanced ferrite power plant steels[J]. Science and Technology of Welding & Joining, 2004, 9(1): 22-30.
[10]BROZDA J. New generation creep-resistant steels, their weldability and properties of welded joints: T/P92 steel[J].Welding International, 2005, 19(1): 5-13.
[11]王淦刚, 赵 军, 赵建仓, 杨晓东, 迟鸣声, 甄佳威, 李建勇,朱 平, 刘非凡, 杨 富. P92新型耐热钢焊接接头的力学性能研究及其工程应用[J]. 电力设备, 2007, 8(5): 1-5.WANG Gan-gang, ZHAO Jun, ZHAO Jian-cang, YANG Xiao-dong, CHI Ming-sheng, ZHEN Jia-wei, LI Jian-yong, ZHU Ping, LIU Fei-fan, YANG Fu. Mechanical performance study and engineering application of weld joint of P92 new type heat-resisting steel[J]. Electrical Equipment, 2007, 8(5): 1-5.
[12]李维钺. 中外不锈钢和耐热钢速查手册[M]. 北京: 机械工业出版社, 2008: 347-349.LI Wei-yue. Handbook of the stainless and heat-resistant steels of China and foreign countries[M]. Beijing: China Machine Press, 2008: 347-349.
[13]胡小强, 肖纳敏, 罗兴宏, 李殿中. 含 W 型 10%Cr超超临界钢中δ-铁素体的微观结构及其对力学性能的影响[J]. 材料热处理学报, 2007, 28(增刊): 5-9.HU Xiao-qiang, XIAO Na-min, LUO Xing-hong, Li Dian-zhong.Effects ofδ-ferrite on the microstructure and mechanical properties in a tungsten alloyed 10%Cr ultra-supercritical steel[J].Transactions of Materials and Heat Treatment, 2007, 28(suppl):5-9.
[14]马力深, 钟约先, 马庆贤, 袁朝龙, 董岚枫.δ铁素体对12%Cr超超临界转子钢冲击性能的影响[J]. 清华大学学报: 自然科学版, 2008, 48(11): 1187-1190.MA Li-shen, ZHONG Yue-xian, MA Qing-xian, YUAN Chao-long, DONG Lan-feng. Effect ofδ-ferrite on impact properties of 12%Cr rotor steel for ultra-supercritical steam conditions[J]. Journal of Tsinghua University: Sci & Tech, 2008,48(11): 1187-1190.
[15]吴 军, 邹增大, 王新洪, 李清明. 控轧控冷T92耐热钢的显微组织结构研究[J]. 金属热处理, 2007, 32(9): 71-73.WU Jun, ZHUO Zeng-da, WANG Xin-hong, LI Qing-ming.Microstructure of T92 heat resistant steel manufacturing by TCMP[J]. Heat Treatment of Metals, 2007, 32(9): 71-73.
[16]杨 富, 章应霖, 任永宁, 李为民. 新型耐热钢焊接[M]. 北京: 中国电力出版社, 2006: 158.YANG Fu, ZHANG Ying-lin, REN Yong-ning, LI Wei-min. New heat resistant steel weldment[M]. Beijing: China Electric Power Press, 2006: 158.
[17]WANG T, ZHANG B G, CHEN G Q, FENG J C, TANG Q.Electron beam welding of Ti-15-3 titanium alloy to 304 stainless steel with copper interlayer sheet[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(10): 1829-1834.
[18]CAO J, GONG Y, ZHU K, YANG Z G, LUO X M, GU F M.Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels[J].Materials and Design, 2011, 32: 2763-2770.
