鼓轮锻件的生产试制
2013-09-23张广森张成霞陈国红黄冬凤丁宝平
张广森 张成霞 陈国红 黄冬凤 刘 垒 丁宝平
(武汉重工铸锻有限责任公司,湖北430084)
鼓轮锻件外形酷似现实生活中的“漏斗”,该锻件为异形空心锻件,锥度为29.52°,成品大端尺寸为∅1 765 mm,最小端尺寸为∅810 mm。此锻件是我公司自生产以来首次用自由锻方法生产的大锥度异形空心类锻件。这类锻件在生产过程中参数难以控制,工艺尺寸较难保证,操控不好易导致壁厚不均、端部纵向裂纹、锥度不均等质量问题。鉴于此,此次通过前期认真策划,最终保证了该锥形筒形锻件成功试制。
1 鼓轮锻件简图
鼓轮锻件简图如图1所示。材质为40CrNiMoA,钢锭利用率为67%。

图1 鼓轮锻件Figure 1 Drum forging
2 生产过程
鼓轮锻件锻造工艺见表1。
3 锻造难点
该锻件锥度大,目前没有专用的冶金辅具能够对其进行生产,本次试生产采用上平砧、下V砧制坯,坯料应有较大的锥度。该产品锻造的主要难度一是锥度表面极易产生折叠,导致锻件壁厚不均匀不满足加工要求;二是锻造过程中锻件锥度不好测量,仅靠标尺、卡钳等粗略控制很难保证锻件锥度和壁厚均匀度达到工艺要求。
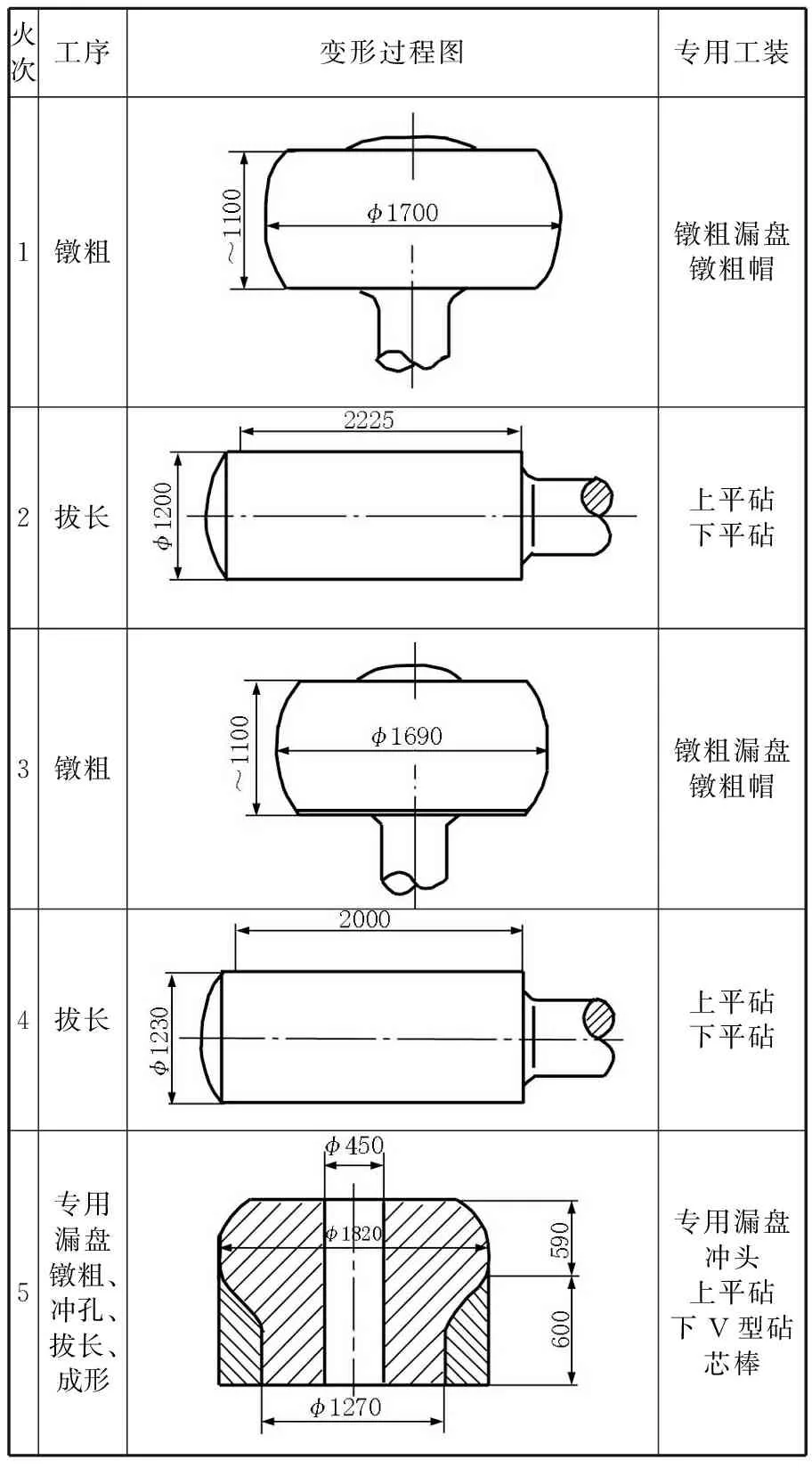
表1 鼓轮锻件锻造工艺Table 1 Forging process of drum forging
4 采取的措施
(1)制坯:使用专用胎膜下料镦粗,保证前端小台阶与锥度部分接触位置不产生折叠。专用胎膜要有较大的圆弧,以免拔长时容易产生折叠。
(2)拔长:由于两端直径不同,芯棒翻转一定角度后锻件会发生扭曲,应及时校正。拔长过程中应多转动、小压下量施压,防止锻件产生折叠。并同时把握好坯料的转动,避免产生小端内外圆与大端内外圆不同心现象。拔长过程中必须采用上平、下V砧锻造。在逐步消除壁厚上的斜度差过程中拔出锻件的正确角度。
(3)测量:专门制作角度样板。
5 总结
该锥形筒体锻件的大角度、小高度是对锻造人员技术及操作上的考验。通过采取上述措施,成功制造出了锥形筒体锻件,不仅使公司的锻造技术上了一个新台阶,同时也为我们公司在以后核电锥形筒体锻件生产方面打下了基础。
