SIEMENS 840D数控系统中用户报警触发点的快速定位
2013-09-22左敬飞
左敬飞
(东风康明斯发动机有限公司,湖北 襄阳 441004)
对配备SIEMENS 840D及840D-sl的数控机床进行电气调试或日常维修过程中,经常会碰到用户报警的故障排除问题,这类用户报警通常为“5*****”号、“6*****”号、“7*****”号报警。要解决此类报警故障,仅看报警文本是不够的,往往还需要知道报警号所对应的PLC触发点,然后用编程器对PLC程序进行在线监控,才能有效的排除故障。
本文介绍一种快捷实用的方法,能够对报警定位点进行准确快速的定位,为迅速排除故障提供了基础。
1 用户报警触发点的定位方法说明
下面以图例的方式来讲解用户报警触发点的快速定位方法。
如图1所示,SIEMENS 840D系统的HMI界面上弹出了一个报警“700003 spindle is too slow when running”,设备的运行被中断。
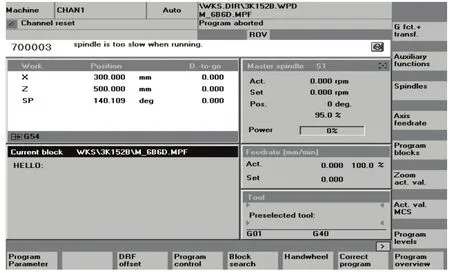
图1
这时需要确定该报警在PLC程序中的触发点,用 STEP7软件打开该设备的 PLC程序,如下图2所示。光标指向该PLC程序中的“Blocks”,点击鼠标右键,在弹出的快捷菜单中点击“Reference data”——“display”。

图2
在出现的图3中,点选“Cross-reference”,然后点击“OK”。
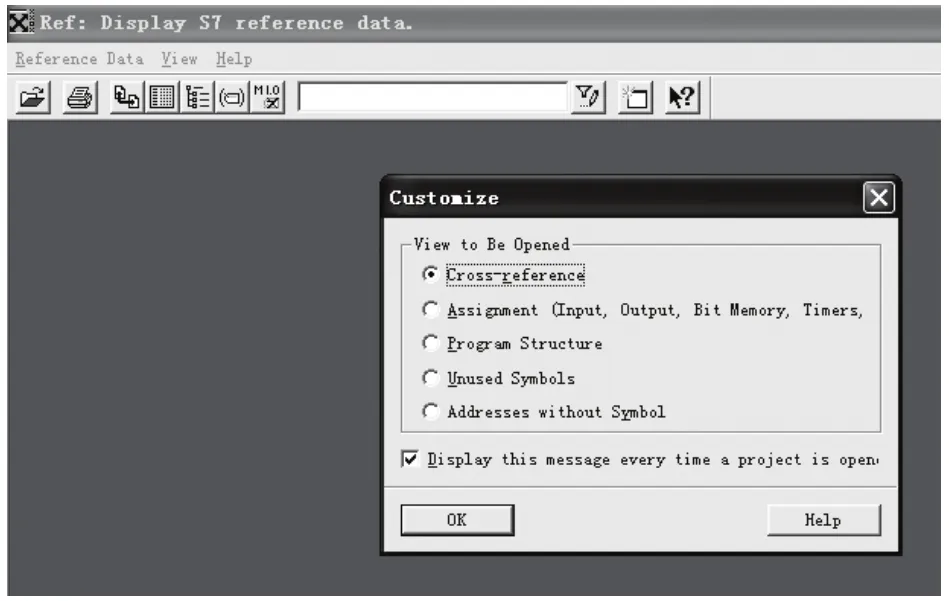
图3
在接下来出现的参考数据表中,用鼠标点击“Filter”过滤器,出现图4所示的“Filter reference data”参考数据过滤画面,将“DB”前的小方框打上勾,并且在“DB”后面填入“2”,而将其他变量前的小方框中的“√”都去掉,再点击“确定”。

图4
然后就会出现该PLC程序中所用到的用户报警的触发地址的接口信号表,在其中可以很容易的找到 700003号报警所对应的触发地址为DB2.DBX180.3,并且可看到这个触发地址线圈的编程位置为FC57-NW4。如图5所示。
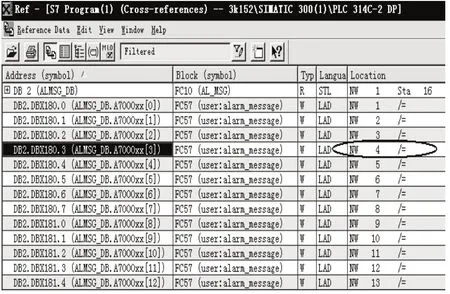
图5
鼠标双击触发地址线圈所在的位置,STEP7软件界面自动跳到了相应的PLC程序处,如图6所示。
接下来的工作就是使用编程器对这段程序进行在线监视,查出产生报警的真正原因,排除故障,恢复数控设备的正常运行。
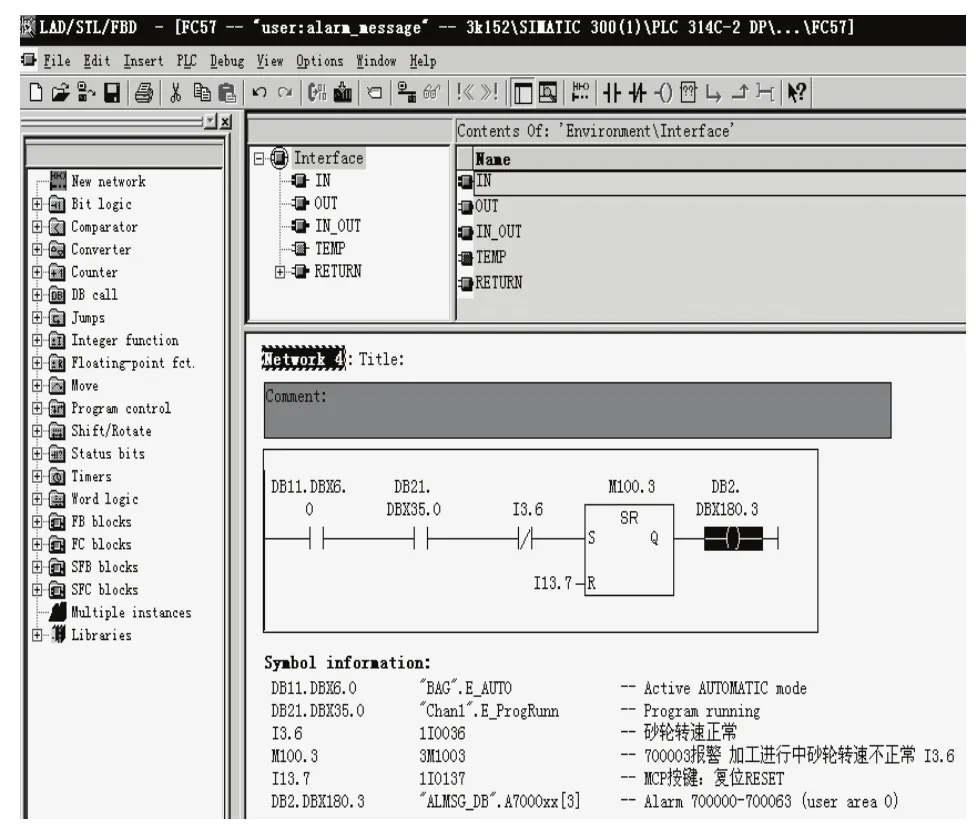
图6
2 补充说明
1)常用的查找报警触发点方法是查找SIEMENS 840D数控系统资料(如DOC ON CD),这种方法比较笨拙,而且对于报警号靠后(如701139号)的报警,需要进行人工推算,容易出错。建议使用上述方法,快速而且准确。
2)编程器中STEP7软件所打开的PLC程序中要包含有840D或840D-sl的Toolbox所生成的DB和UDT,否则上述图五中就不会显示DB2.DBX*.*和7*****号报警之间的对应关系
[1]SINUMERIK_810D_840D简明调试指南技术手册.SFAE, 2006.
[2]STEP7 V5.3编程使用手册.SIEMENS AG.2002.
