曲轴气体渗氮后表面硬度偏低的挽救措施
2013-08-28武汉职业技术学院轻工学院湖北荆州434000苏以人
武汉职业技术学院轻工学院 (湖北荆州 434000) 苏以人
空压机曲轴材料为38CrMoA1,技术要求:调质后硬度25~30HRC,渗氮后表面硬度≥68HRC,渗氮层深度0.45~0.6mm。热处理工艺如图1所示。生产中经常出现曲轴渗氮后表面硬度偏低,影响疲劳强度及耐磨性,按企业标准规定,这些曲轴为次品或废品,从而造成很大的经济损失。
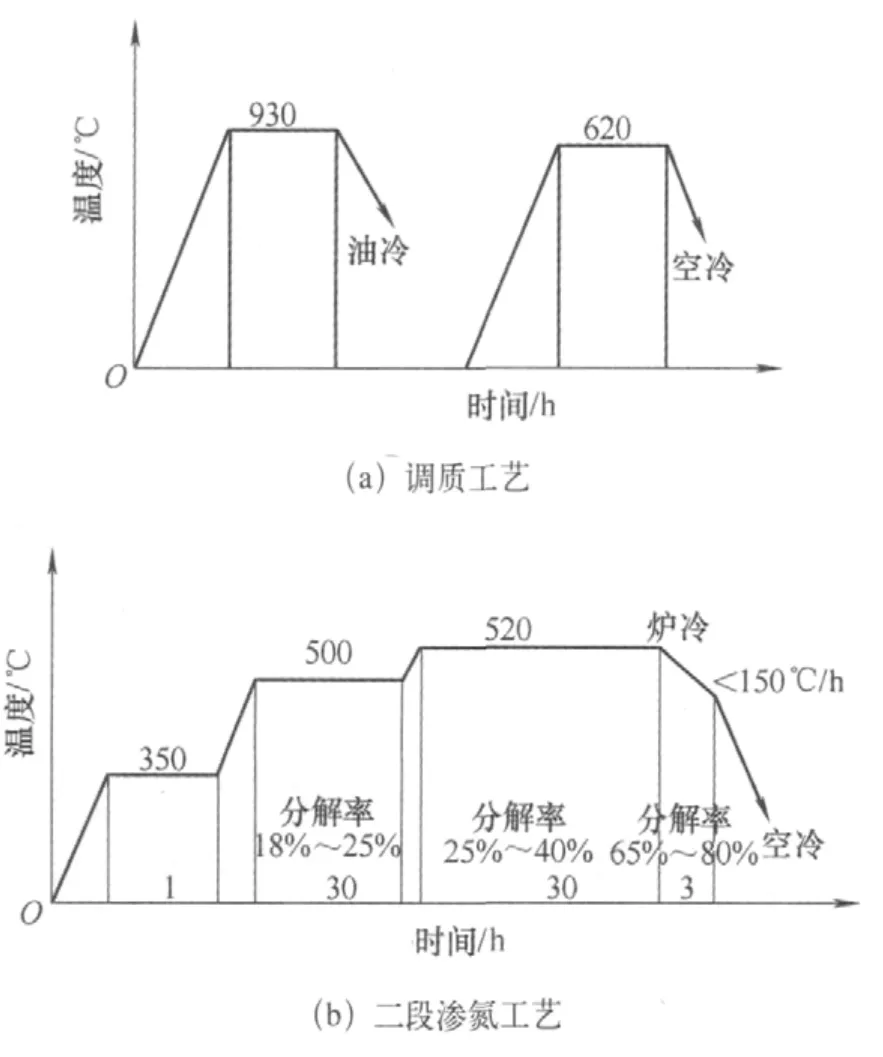
图1 曲轴热处理工艺曲线
1.废品曲轴原因分析
对一批废品曲轴进行检查,基体金相组织良好,渗氮层深度0.46~0.49mm,表面硬度为58~60HRC。该批曲轴渗氮层已达到技术要求,但表面硬度偏低。根据检查结果认为存在两种情况:一是由于第二阶段渗氮时温度偏高,使形成的弥散氮化物集聚长大;二是由于氨进入量控制不当,使表面氮浓度偏低而不能形成足够的氮化物。
表面硬度主要决定于氮与铝、钼、铬等元素形成细小并弥散分布的氮化物,氮化物数量越多、越细小并弥散分布则表面硬度就越高。气体渗氮方法有:等温渗氮、两段渗氮、三段渗氮。无论哪种工艺原因造成的表面硬度偏低,均可根据三段渗氮原理,将这些曲轴视为已进行两段渗氮后的产品,再进行一次第三阶段渗氮,使表面氮化物数量增多,且细小弥散分布,以提高表面硬度。
2.挽救工艺制订
为了提高该批曲轴表面硬度,决定进行一次重复渗氮。在一定渗氮温度下随时间延长硬度会出现极值,但500℃或低于500℃渗氮时硬度不会明显下降,因此,选用500℃作为重复渗氮温度。38CrMoA1在500~520℃渗氮时可按10h渗层深度0.1mm估算,由于随渗氮时间增加,渗速要下降,因而选用15h作为重复渗氮时间。一般认为氨分解率15%~40%时,活性氮原子多,工件表面吸氮速度最快,因此选用18%~25%为重复渗时的氮分解率。为防止曲轴重复渗氮时变形,选用350℃×1h保温后缓慢升温,以减小曲轴内外温差。制订重复渗氮工艺如图2所示。
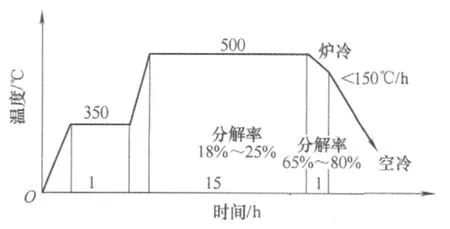
图2 重复渗氮工艺
3.结语
该批曲轴处理后,表面硬度为69~71HRC,渗氮层深度为0.54~0.57mm,脆性2~3级,金相组织符合要求。重复渗氮前,为防止工件表面有氧化膜或锈斑等,应用金相砂纸轻轻打磨,再用汽油或酒精认真清洗,否则会影响重复渗氮结果。该工艺经实践检验,效果良好。
(20121204)
