小型精密复杂零件的加工工艺设计
2013-08-22徐汇音
徐汇音
(苏州大学,江苏苏州215131)
在精密模具制造中,常遇到小型精密复杂的零件,这些零件具有下列特点:零件表面及内壁结构复杂、壁薄、刚度低;零件的制造质量要求高,尺寸精度、粗糙度、形位公差及特种技术条件等要求十分严格;难加工材料多,并广泛采用热处理及表面处理。对于这些精密复杂零件,工艺设计是否合理直接影响零件的质量。
现以精密数码产品中的零件为例,对此类零件进行加工工艺设计。
1 零件的结构及材料分析
图1所示为一精密数码产品中的零件 (1/6剖面的立体图),由于该零件内壁结构复杂,纵向有导轨、横向开槽等,很难实现整体加工;材料是冷作模具钢DC53,应用于通用及精密模具领域,在高温 (520~530℃)回火后可达HRC60~63,硬度高,强度和耐磨性较好,韧性在冷作模具钢中较为突出,很少出现裂纹和开裂,大大提高了使用寿命;线切割加工后的残余应力较小,线切割加工后的裂纹和变形得到抑制;切削性和研磨性较优,可增加零件寿命和减少加工工序[1-2]。

图1 工件的立体图
经过分析,该零件很难实现整体加工,加工工艺的设计思路是:将零件均分为6部分,分别加工6个分体零件,加工工序相对简化。加工的难点是需控制配合处的精度,在分体加工的基础上进行拼接,实现整体内、外圆柱面加工和尺寸修复,保证整体的尺寸精度。
2 分体零件的加工工艺设计
图1所示的分体零件为多面体,主要加工面有局部圆柱面、孔系、槽系等。由于是精密零件,对加工表面、孔的尺寸精度、位置精度及槽的尺寸精度要求均很高,要处理好各面、孔和槽的相互关系。尤其是圆柱体的接合表面,要保证拼接没有接缝,要特别注意加工精度。
分体零件的加工按图2的工艺流程[3-5]即可实现。
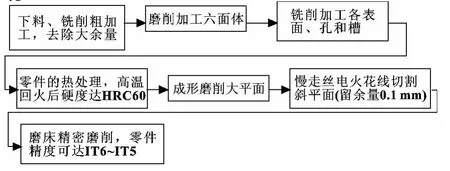
图2 工件的加工工艺流程图
3 组合件加工工艺的设计
3.1 使用专用治具
6个分体件按上述工序加工完成后,要装配到专用治具中 (见图3),再进行修磨以使配合面密贴。为保证6个分体拼接没有接缝,接缝精度要求高,尺寸位置精度高,6个工件的一致性要求高,表面粗糙度要求低。
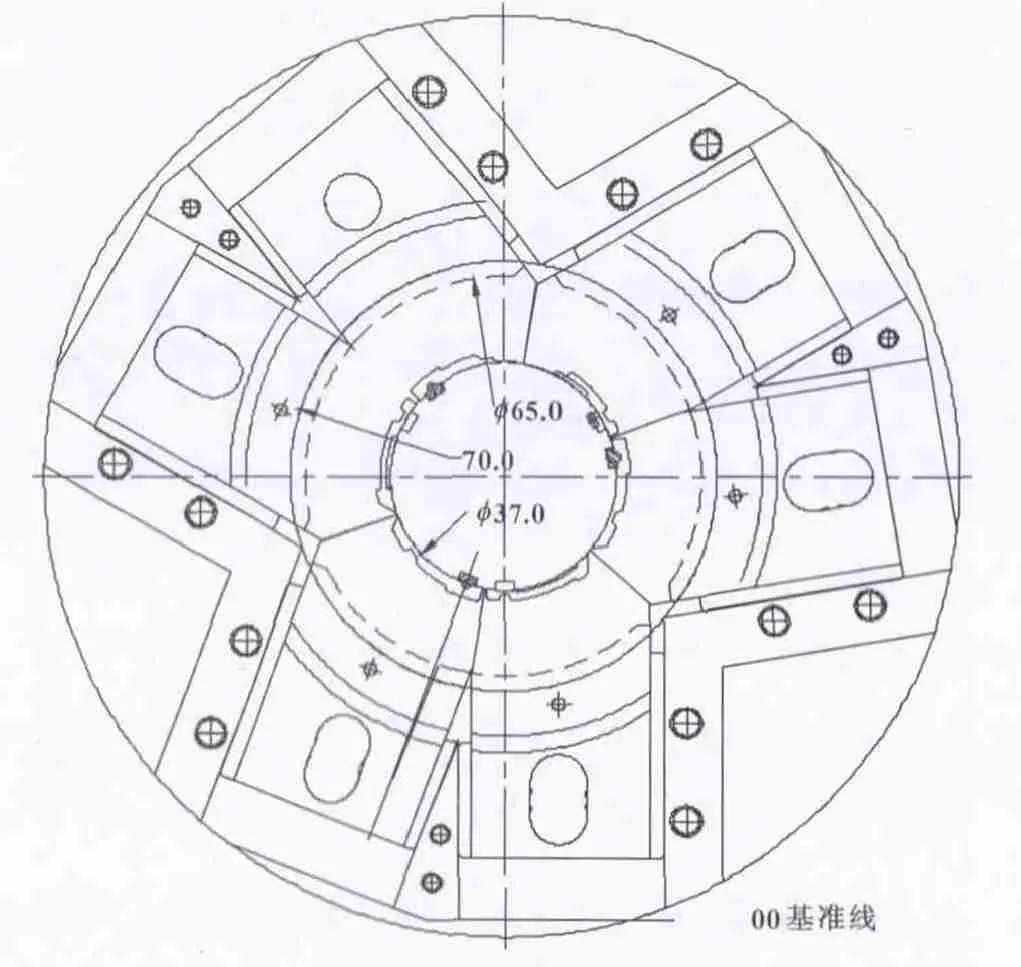
图3 专用治具图
6个分体装配后,要统一确定定位基准面 (图3所示6个基准面之一的00面),测量每个滑块底到基准面的距离相同可保证6个工件的尺寸一致。
3.2 在专用治具上修复
为保证配合面的尺寸精度、整体零件的同轴度及圆柱度,需对6个分体工件合成整体后再精加工,即在专用治具上修复。在专用治具上对整体零件的外圆柱面和孔壁内的下圆柱面进行精加工,选择在数控车床上加工,可较好地保证圆度和圆柱度的公差要求。由于材料DC53是冷作模具钢,具有高硬度和高韧性,采用硬质合金车刀。用加工中心铣削加工,因尺寸较小,又是圆柱面,易出现让刀现象[6]。
选用电火花线切割机床慢走丝切割内圆柱面,要求线速度低于0.2 m/s。由于加工过程平稳,加工精度可达0.005 mm,粗糙度为 Ra2.5~1.25 μm。如果零件尺寸较大,单体零件可先铣削,再用慢走丝切割完成。如果零件尺寸小,可采用慢走丝直接切割完成,节省铣削的工序[7]。
4 电火花放电加工型腔内槽
电火花精加工型腔内槽,由于前面铣削加工余量较小,精加工时间隙为5~6μm,此处只需采用一个电极圆棒精加工,其缩放量为0.005~0.15 mm,此处精加工需分体完成[8-9]。
5 尺寸检查
小型精密复杂的零件生产周期长,工艺复杂,附加值高,因此,要加强工序检验控制,防止废品的产生。精密复杂零件工序设计中通常采用的是在线测量,可保证精密零件的加工,要确定用设备加工的每一尺寸的准确测量量,并确定测量方法[10]。测量工具应优先选用通用或标准的测量工具,有些尺寸,可考虑采用间接测量方法或采用专用量具 (如显微镜放大投影测量仪)测量。
成品尺寸检查是加工完不可少的最后工序,检验尺寸是否满足用户需求。通过检查成品尺寸,可对工序、成品检查中发现的问题进行分析。
6 结束语
小型精密复杂零件的加工工艺复杂,尤其像这种内壁结构复杂纵向有导轨、横向开槽等的精密零件的加工,要科学合理地设计加工工序,对零件进行全面分析并结合企业实际,综合考虑材质、技术要求、加工设备、热处理等问题;当加工设备不能完成整体的加工时,就要采用分体加工,对每个分体要合理确定加工余量、正确计算各工序尺寸及公差、正确选择切削用量及加工工时定额、保证整体加工时接缝精度和尺寸位置的精确。对零件的整体尺寸控制,要设计专门的治具,确定好基准面,确保零件的加工质量[11]。
【1】徐汇音,祖国庆.机械设计基础[M].成都:西南交大出版社,2006.
【2】葛寒,秦耀文.一种利用通孔定位加工盲孔的方法[J].机械管理开发,2011(3):101-102.
【3】邓学忠,冉启奎.精密复杂零件的工艺设计过程分析[J].航天制造技术,2011(6):24-28.
【4】朱立初,陈振环.浅析手柄杆零件的工艺设计[J].中国科技信息,2011(19):99.
【5】曾向彬,何镜奎,杨腾智.多曲面多角度复杂零件的工艺编排与加工[J].模具制造,2012(1):56-58.
【6】谷育红.数控铣削加工技术[M].北京:北京理工大学出版社,2006.
【7】李海东.慢走丝线切割加工参数对表面粗糙度的影响[J].机械工程师,2007(11):35-36.
【8】费国强.一种新颖实用薄壁深孔零件加工方法[J].机械设计与制造,2011(4):122-124.
【9】沈颂喜.某零件加工工艺设计与分析[J].中小企业管理与科技(上旬刊),2011(8):323-324.
【10】夏建奎,张岩,孙迪,等.阶段变断面铝型材工序成品尺寸检查分析[J].轻合金加工技术,2006,34(7):39-40.
【11】周琴.加工误差产生的原因及分析[J].现代机械,2011(2):8-10.
