电石法乙炔生产中“三废”处理技术简介及发展
2013-08-16韩建军
韩建军
(天辰化工有限公司,新疆 石河子 832000)
1 电石制乙炔中废渣的回收利用
1.1 电石渣制水泥技术的发展与思路
电石废渣制水泥工艺在国内已经成熟,中国在上世纪70年代就建成了1条水泥生产线,专门消化电石废渣。经过多年的发展,电石渣制水泥技术越加成熟,成为电石渣处理的主流技术。
2005年,国家十一五发展规划实施后,干法电石制乙炔技术广泛应用,产生的电石渣含水量为百分之五左右,直接进入水泥生料工段,降低了预处理以及热能的损耗,从而使电石渣制水泥具备了低成本、低能耗的市场竞争优势。
据2010-2015年水泥市场调查报告,传统的水泥产业在城镇化建设较为完善的区域,已经存在市场饱和情况。湿法电石制水泥项目,项目技术较复杂、占地面积大、投资大、能耗较高,不能做为持续发展的道路;干法电石制水泥技术简单,具备低成本、低能耗的优势。
1.2 电石渣生产生石灰技术的发展思路
采用电石渣生产石灰工艺有较长的技术历史,理论上,采用电石渣生产石灰是较好的方式。但是在实际利用的过程中,还存在杂质富集等很多问题。
电石渣生产石灰的投资不到电石渣生产水泥的十分之一,石灰是电石生产的原料,不存在另寻市场的问题,在一定程度上实现了以钙为载体,形成电石废渣—石灰—电石—电石废渣的闭路循环,减少了电石制乙炔废渣对生产影响的因素,也保护了石灰石矿源,所以,电石废渣制石灰所产生的经济效益和社会效益相对高于别的电石渣处理方式。
然而,这种方式的能耗比较大,不适合没有多余热源的企业采用,而且由于回收石灰中含硫、磷杂质多,造成电石质量低下,导致回收石灰重作电石原料所占的比例不能超过电石原料的20%,故而无法实现全部的电石渣循环利用。
对于该项技术,最大的制约因素是硫、磷杂质的富集,虽然随着科学技术的进步,有了较多的方式去除杂质,但是真正能够去除固体中硫磷的方式还没有完全突破,需要在以后的生产中进行完善。
1.3 电石渣制砖技术的发展思路
电石渣制砖技术主要的工艺流程是以浓缩的废电石废渣为主要原料,掺入少量的水泥,与经过破碎的煤渣碎石料按电石渣:水泥:碎石:煤渣=3.2:1.1:3.2:2.5的比例进行混合搅拌后,再经砌块成型机加压成型,养护完成后,便可销售。
电石渣制砖的强度能够达到普通红砖强度,符合小型空心砌块的国家标准。该技术方案投资省、成本低、产品自重轻,可以在常温、常压下进行生产养护,节约能源。另外电石渣制砖的成本是普通黏土砖的60%,是混凝土砌块的50%。具备低成本的产品竞争优势。既综合利用了电石渣,提高了经济效益,变废为宝,也保护了环境。
但是在轻质煤渣砖的生产过程中,电石废渣作为钙质原料,其加入量有限,一般不超过35%,对于排渣量大的企业,是难以消化完全的,而且由于认知的原因,采用废渣制成煤渣砖的市场销路尚有一定的局限性,也在某种程度上制约了该产品的发展。
1.4 电石渣生产纳米碳酸钙技术的发展思路
纳米碳酸钙又称超微细碳酸钙,又叫超细碳酸钙,是20世纪80年代产生的新材料,广泛应用于塑料、涂料、油墨、造纸、橡胶等多种行业,最成熟的应用在于塑料行业,可代替百分之四十左右的PVC加工塑料,并且能改善塑料制品的流变性能、尺寸稳定性能和耐热稳定性,具有填充及增强、增韧作用,能降低树脂用量,从而降低产品生产成本。电石渣制备纳米碳酸钙主要流程见图1。
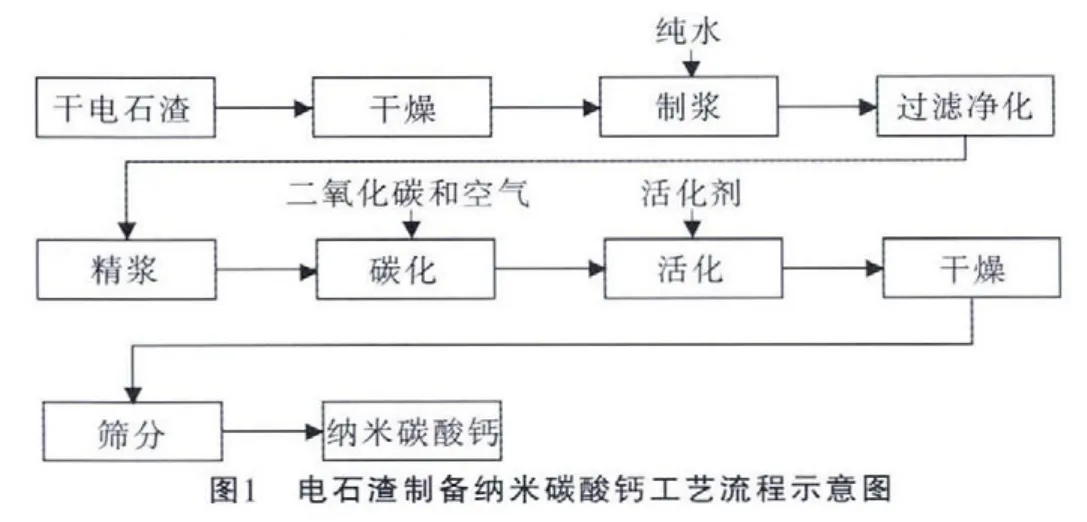
电石渣制作纳米碳酸钙是电石渣回收技术发展的新突破,该项目投资较低,运行成本低,在具备电石炉气提供的CO2的企业,电石渣制纳米碳酸钙无疑是具备很大的环保效益以及经济效益的技术,它的广泛应用将会为电石法制乙炔提供一条高附加值的应用途径。
1.5 电石渣作为化工原料的发展思路
干法乙炔生成的电石渣,含水量低,氢氧化钙纯度高于90%,进行预处理后可以生产多种化工原料,具有代表性的是电石渣代替熟石灰生产环氧丙烷与氯酸钾等技术。
(1)生产环氧丙烷。在以丙烯、氧气和熟石灰为原料,采用氯醇化法生产环氧丙烷的工艺过程中,需要大量熟石灰。
丙烯气、氯气和水在管式反应器和塔式反应器中发生反应生成氯丙醇。氯丙醇与经过处理的电石渣混合后,送入环氧丙烷皂化塔生成环氧丙烷。
由于电石渣中Ca(OH)2的质量分数高达90%以上,而国内熟石灰中Ca(OH)2的平均质量分数仅为65%,因此,采用电石渣不仅使环氧丙烷的生产成本下降,而且其中未反应的固体杂质处理量比用熟石灰要少得多。利用电石渣生产环氧丙烷,不仅充分利用电石渣资源,实现了变废为宝,化害为利,而且生产的环氧丙烷质量稳定,符合标准。
(2)生产氯酸钾。用电石渣代替石灰生产氯酸钾的生产工艺过程是,先将电石渣配成12%乳液,用泵将电石渣乳液送至氯化塔,并通入氯气、氧气。在氯化塔内,Ca(OH)2与 Cl2、O2发生皂化反应生成Ca(ClO3)2。去除游离氯后,再用板框压滤机除去固体物,将所得溶液与KCl进行复分解反应生成KClO3溶液,经蒸发、结晶、脱水、干燥、粉碎、包装等工序制得产品氯酸钾。
反应式是:Ca(OH)2+Cl2+O2=Ca(ClO3)2+H2O;Ca(ClO3)2+KCl=KClO3+CaCl2
用电石渣代替石灰生产氯酸钾(KClO3),技术可行,实现了综合利用电石废渣的目的,不仅减少了电石废渣对环境造成的危害,也减少了在石灰储运过程中造成的污染,而且改善了劳动条件。
随着干法乙炔技术的应用,电石渣中氢氧化钙的含量更高,水分也较低,为下游电石渣的应用提供了原料。随着工业化的集中以及科技的进步,电石渣已经逐渐变成一种原料资源,可以结合区域、能源、市场的多种需求,充分利用电石渣,将会获得更大的经济效益与社会效益。
2 电石制乙炔中废水的回用方法及发展思路
电石法制乙炔中废水分别有清净洗涤后的次氯酸钠废水、湿法乙炔反应剩余上清液、以及清净中和塔废碱液和正常的排污所产生的废水。相对而言,在电石法乙炔生产过程中,上清液与次氯酸钠废水占有相当大的比重。
2.1 废次钠的处理技术简介和讨论
废次钠的成分较复杂,各项指标均远远高于排放指标,必须进行及时地回收处理。目前行业中绝大多数使用2种回收方式,一种是直接进入发生器与电石进行反应;另一种是将废次钠与高浓度的次氯酸钠进行配置,生成的0.08%~0.12%的次氯酸钠进入系统进行循环使用。2种方式都能较好地回收使用废次钠,但是随着研究的深入以及结合生产情况来看,均有尚未解决的弊端。
2.1.1 废次钠回用发生器使用技术运行中存在的问题
废次钠泵在发生器中直接与电石进行反应,是比较直接的一种处理方式,在很多生产企业中应用,但存在以下问题。
(1)硫磷杂质的富集。废次钠中还有硫磷杂质,参与反应后会继续以气体的形式混合在乙炔气中,给后期的清净处理带来负荷,尤其是在大型工业化生产过程中更为明显。
(2)废次钠中含有大量的氯化物,反应过后产生固体氯化物,生成的电石渣中含氯组分增多,影响电石渣的主要成分,特别是在电石渣制造水泥过程中,氯化物的增多对生产系统以及水泥产品的质量都会造成很大影响。
废次钠加入到发生器中,增加了电石渣的处理难度以及乙炔气的清净难度,对于全面治理电石制乙炔的“三废”而言,反而存在弊端。
2.1.2 脱析废次钠中乙炔气后循环利用的技术简介以及存在的问题
脱析废次钠中乙炔气后循环利用的技术是将有效氯低于0.06%的废次钠与高浓度的次氯酸钠直接进行配置,生产出有效氯含量为0.08%~0.12%的新鲜次氯酸钠进行循环回用。在这个过程中,先将废次钠通入脱析塔中,通过压缩空气或者喷淋解析出乙炔气排放到外界,防止与浓次钠中的有效氯进行反应,然后,通过迸射器或者混合器按流量与浓次钠进行配置,配置完成后混合进清净塔使用。目前,这种技术应用广泛,但是仍然存在以下问题。
(1)废次钠中溶解有大量的乙炔气,极易与高浓度的有效氯生成氯乙炔发生爆炸,如果脱析不完全容易出现爆鸣,影响生产安全。
(2)在循环回用的过程中,磷化物、氯化物加剧富集,造成自燃爆炸以及盐类结晶堵塞生产管道等一系列问题,需要定时定量或者实时进行废次钠的排放。
为完整、完全地回收废次钠,必须保证废次钠中的杂质组分不能对下一个系统造成影响,不仅回收废次钠中大量的液体,而且必须对溶解在其中的高浓度离子进行脱离萃取。
2.1.3 膜法回收废次钠技术简介
膜法回收废次钠是新进研发的技术,采取过滤、氧化、絮凝、还原、浓缩等方法,将废次钠中各类杂质组分进行脱离处理,生成工艺用水,并对脱离后产生的高浓度的主要杂质进行专项回用,该最新技术,在很大程度上解决了废次钠全面回收过程中的瓶颈。
膜法回收废次钠整个系统由调节器、固体过滤器、沉降池、陶瓷膜、氧化装置、除磷装置、反渗透装置、pH值调节器、还原器、蒸发装置、多级泵等设备,以及在线监测装置、数台自动阀连锁装置、气体流量计等控制设备组成。工艺流程示意图见图2。
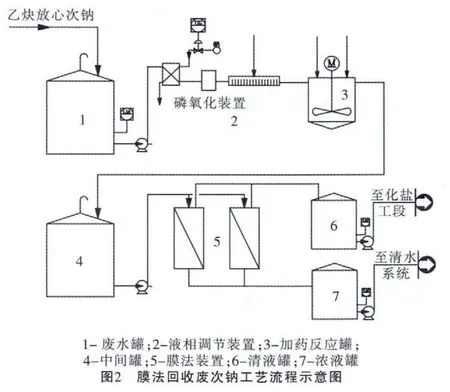

表1 废次钠的各项指标 mg/L
该项技术主要是针对以下的废次钠参数进行处理见表1。各个生产厂家废次钠中的组成相同,所以挑选以下具备典型代表性数据进行描述。
从表1中可以得出,TOC、COD、pH值、氯化物含量、电导率以及钙、镁、磷等含量较高,如果循环使用,富集量更大,从而影响废次钠的再次回收利用,目前需要采取多种方式去除其中各类超标的杂质,达到工艺用水的指标。
(1)由于废次钠是由有效氯较高的次氯酸钠与乙炔气进行洗涤反应后产生的,废次钠中溶解有大量的乙炔气,是造成废次钠中TOC超标的主要原因,针对这项问题,需要采用脱析和曝气等方式降低其中TOC含量,使废次钠得以回用。
(2)对于废水的pH值调节,一般采用加酸、加碱的方式进行合理配置,但是废次钠中含有少量的游离氯,具有一定的氧化性,对后续的系统容易造成影响,本方案为了确保工艺水对氧化剂要求,根据废次钠中游离氯的含量配置相应的亚硫酸钠溶液,还原废水中的氧化剂,达到工艺用水的要求后,进行相应的pH值调节。
(3)废水中磷化物含量远远超过工艺用水的指标,本方案采取了以下无机过量法进行去除。
a.氧化剂氧化低价磷。废水中的磷化物价态较多,需要采用固定价态的方式进行处理,经过大量的实验以及实践论证,在废水中加入一定量氧化剂以及置换离子,可以将清净废水中的低价磷氧化,使其以磷酸根的高价固定的形式存在沸水中。
b.钙离子除磷酸根。将废水中的低价磷氧化至高价磷之后,加入高温的氢氧化钙溶液,使其和清净废水中的磷酸根发生沉淀反应,生成不溶性的磷酸钙沉淀,进行沉降压滤后,以固态进行排除,反应方式为
c.碳酸钠除过量钙离子。由于采用的是过量法除磷,待磷化物处理后,废水中产生大量的钙离子,需在除磷后的废水中加入低温饱和的碳酸钠溶液,使其和废水中的过量的钙离子反应,生成不溶性的碳酸钙沉淀,沉降压滤后进行收集,反应方程式为
本方案的除磷效果达到95%以上,废水中的磷化物指标达到工艺用水的要求。
(4)废水经过TOC、pH值调节、以及磷化物和大量的钙镁离子的处理后,仍然会存在少量的固体杂质和微量不溶性物质,采取过滤方式进行去除。过滤方式较多,但是目标均是经过过滤后,浓水中的浊度降低至0.5 NTU以下。
(5)废水中的氯化物含量较高,直接使用,会对用水单位产品质量、设备管道使用寿命等造成很大影响。对于氯化物的处理,也是废次钠处理的一个重点,对此,需要专项采取高密度反渗透膜方式进行脱氯处理,反渗透是渗透逆过程,在高浓度溶液一侧加上一个大于渗透压的压力,高浓度溶液中的水就会在压力作用下以相反的方向穿过渗透膜,进入低浓度一侧,而留下离子和悬浮固体物质。
废水经过高压进入反渗透膜循环渗透后,大多数通过反渗透膜成为清水,小部分循环浓缩至一定浓度后收集至浓水池。其中,清水指标达到工艺用水指标,浓水指标远远高于废次钠初始指标需要进一步进行处理收集。
(6)经过以上处理,废次钠分为2个部分,80%为各项指标合格的工艺用水,可以直接进入用水工段进行使用,另外的20%为各项指标严重超标的高浓度废水,需要进一步处理。在生产过程中,可以结合具体不同的工艺布置,采用2种方式处理浓水。
a.浓水中氯离子与钠离子浓度超高,一般达到12 000 mg/L以上,天辰公司采取蒸发法处理浓水,回收固体钠盐。
b.定时、定量均匀补给至氯碱工艺的盐水工段,进入离子膜生产工艺,再次利用,节约资源。
膜法处理次钠废水,能够从根本上解决废次钠回用对各个生产系统的影响,然而,该方式运行成本较高,需要结合企业自身生产要求与特点,制定合适的废次钠回收装置,才能确保经济效益与环境效益。
2.2 电石渣上清液的回用技术简介
在电石法乙炔生产过程中,湿法乙炔由于需要过量的水来控制反应热,所以产生的电石上清液多,需要的处理设备与设施较多。
由于上清液含固量较大,首先进入沉降池进行沉降,浓渣通过压滤、离心、分离器等多种方式进行脱水后进行收集,上清液进入冷却塔用空气冷却至50℃后,送发生装置回用。就上清液循环而言,该工序简单实用。
总而言之,上清液是液相循环的载体,担负着电石渣和冷量输送的任务,所以,必须及时处理好影响其循环通道的各项因素,使上清液的作用充分发挥。
3 电石制乙炔中废气的回用方法及发展思路
电石法制乙炔中的废气主要分为溶解在各种废水中的溶解乙炔气。由于乙炔有气溶解度随温度升高而降低的特殊性,在平均温度为70℃左右的上清液中的溶解量较少,而在平均温度为25℃的废次钠液中却溶解有大量的乙炔气体。
目前,绝大多数生产企业的废次钠回收是将溶解乙炔气的废次钠通过曝气,使乙炔气脱析至大气后,再与浓次钠进行配置。
在25℃和标准大气压下,每立方米的废次钠溶解乙炔气约为0.93 m3,以废次钠液回收量为150 m3/h为例,析出乙炔气量为135 m3/h,折损电石产能约为0.45 t/h;以乙炔气收率80%计算,1年可节约电石约2 851 t。
目前,已有专利采用真空萃取乙炔气回收方案回收乙炔气,具体的方案介绍如下。
3.1 系统构成与工艺流程
整个系统由废水泵、真空水环压缩机组、pH值调节器等设备,以及在线监测氧气装置、自动阀连锁装置、气体流量计等控制设备组成。
3.2 工艺设计原理与注意事项
(1)乙炔气在不同温度的水中溶解度不同,若全部曝气脱析至大气,造成资源浪费,因此,将这部分乙炔气进行回收是该方案的目的。
(2)真空萃取乙炔气,是将溶解乙炔气的废水,通过降低水中分压的方式,使之溶解的乙炔气进行释放回收。本方案中采取分压为-90 kPa,降低乙炔气在常压下的溶解度进行萃取。工作原理是,根据亨特定律,当气体压力不大时(小于1 MPa),气体的溶解度与其分压力成正比,其公式表示如下:

式中:CW—气体溶解度;KS—气体吸收系数;P—达到溶解平衡是液体上的压力。
乙炔气体吸收系数为0.01,计算乙炔气在溶液中脱析较为完全时,需要压力为-90 kPa。
通过改变压力,降低乙炔气在水中溶解度,使之脱析,在真空罐中需要加装填料,降低水的自身静压力,来达到废水回收标准。
(3)废次钠中氯根含量高,极易腐蚀碳钢及不锈钢材质,通常,在清净生产中采用衬塑的方式解决腐蚀,但是该系统为负压系统,并且介质为乙炔气,密封要求极高,碳钢衬塑不能满足要求,故采用特殊材质装置系统。真空萃取乙炔回收工艺流程示意图见图3。

(4)负压的安全性能。乙炔气中抽入氧气达到3%,极有可能发生爆炸危险,该负压系统中,需要加入泵后在线测量氧含量设备,当系统含氧量达到2.5%时,系统采用自控阀切断进出口,通入氮气自动放空,置换合格后,检查漏点,再次开车使用。
(5)废次钠中的氯气解析。废次钠中部分氯根为次氯酸根,容易在解析的过程中产出氯气,生成氯乙炔发生爆炸。本系统中需要加碱装置或者加亚硫酸钠装置(pH值混合器)进行稳定处理,调节pH值至7.0~8.0后,进行真空萃取。
该系统的研发投用,在降低了废次钠循环利用难度的同时,回收了低温废次钠中溶解的乙炔气,又降低了在乙炔生产中电石的部分消耗,不仅具有较为完善的环保效益,并且得到了经济效益,需要在以后的生产过程中进一步地完善降低运行能耗,延伸至其他废气的回收领域。
4 结语
电石法制乙炔生产中产生的“三废”,逐渐成为电石制乙炔的第二发展产业,由“三废”转变为产品,全力回收废渣、废气、废水,达到节能降耗目的。但是在“三废”治理的过程中,仍然存在许多问题,如低成本造成回收的不完全,高成本造成的高能耗等,需要在以后的发展道路上结合传统技术,融会贯通,生产出具备市场能力的各类产品。
