镍板拼接等离子弧焊控制系统的研制
2013-08-06陈克选柴廷玺
肖 军,陈克选,柴廷玺
(兰州理工大学,甘肃 兰州 730050)
0 前言
镍及镍合金板带材生产线中,拼焊工序是衔接热轧与冷轧的关键工序,拼焊接长可为后续冷轧工序提供大卷重坯料。通常来说,镍及镍基合金的焊接可以采用焊条电弧焊、TIG、MIG、埋弧焊等焊接方法,但镍及镍基合金的热导率低、电阻率大,如果采用自由电弧焊接时热输入不易控制,可能导致HAZ大和晶粒粗化,从而降低焊接接头的组织力学性能。1954年,美国Union Carbide公司的Robert Gage发现,经过压缩的电弧能量更加集中,电弧温度和射流速度大幅度提高,这种压缩电弧也可用于焊接[1]。等离子弧为压缩电弧,能量密度高,能实现中厚板单面焊双面成形,焊缝热影响区窄、焊接变形小。因此,等离子弧焊可视为镍板拼接的最佳选择,但是等离子弧焊设备相对于普通弧焊设备更复杂,工艺参数多。基于此,设计了一套以PLC为控制核心的自动等离子弧焊设备。主电路由两个逆变电源供电,并以欧姆龙公司的CP1H型PLC为控制核心实现焊接过程的自动控制。
1 等离子弧焊设备的组成
本研究研制的等离子弧焊设备主要组成包括焊枪、焊接电源、气路系统、水路系统、机械装置、小车行走系统、PLC控制系统等。焊枪可以产生高能量密度的等离子弧;本设备采用两台独立焊接电源供电,其中一台为维弧电源,另一台为主弧电源,由于两者互不干扰,这样就提高了设备的稳定性;气路系统为焊接提供离子气和保护气;水路系统主要起到冷却焊枪和铜衬垫的作用;小车行走系统调节焊接速度和焊枪高度;最关键的部分就是PLC控制系统,其控制着等离子弧焊过程中的一系列动作,具体控制要求主要有[2]:
(1)等离子弧焊枪固定于工作台上,由小车载着工件移动,可以实现小车电路通断自动控制。
(2)实现对焊接电源和送气系统的控制,自动完成提前送气、接通焊接电源、切断电源及停止送气等一系列动作。
(3)利用开关切换完成等离子弧引弧及非转移弧与转移弧的切换。如果引弧失败,系统能暂时停止执行下一步程序,通过系统自动或人工手动引弧,直到引弧成功,才能继续下一个过程。
(4)在焊接前逐个打开气阀试气,检查气路是否畅通并预调离子气和保护气流量。
(5)小车撞上行程开关或按下停止按钮后,先停焊机,延时送气,小车停止行走。
(6)出现紧急状态时按急停键,焊接电源和工件行走电机立即停止工作。
(7)循环水箱的启动开关也是控制柜的电源启动开关,可保证只有在接通冷却水的情况下才能进行焊接。
2 控制系统的硬件电路设计
由于镍板厚度为6 mm,需采用穿透型等离子弧焊的焊接方法。控制系统示意如图2所示,具体要求为:有预置和自动两个档,焊前准备时按下预置档能够调节气体流量、焊枪高度、焊枪对中、小车的行走速度以及送丝速度,待焊前准备工作完成恢复到自动挡;按下启动按钮先起维弧,之后起主弧,在主弧建立之后立即切断维弧;在焊接即将结束时按下停止按钮即可停止焊接,若焊接过程出现紧急情况可按下急停按钮,则可立即切断焊接电源停止焊接。其中PLC的I/O口的地址对照如表1所示。
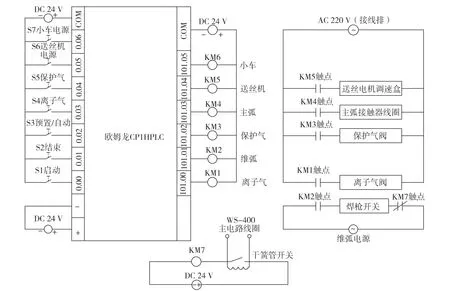
图1 控制系统原理
3 控制系统PLC程序设计
穿透型等离子弧焊接过程中一系列动作的时序为:做好焊前准备工作以后,按下启动开关,通离子气;延迟2 s,维弧焊机开关闭合,焊枪喷嘴与钨电极之间建立非转移弧;延迟2 s,通保护气;延迟2 s,主弧焊机开关闭合,钨电极与工件之间建立转移弧;转移弧产生以后立即切断非转移弧;延迟2 s,焊接小车开关闭合,小车开始行走;待焊接即将结束时按下停止按钮,小车停止行走;延迟2 s焊接电源和离子气气阀断开;延迟10 s保护气气阀断开,停止送气。如果焊接过程中遇到紧急情况,可以按急停开关,则可立即切断焊接电源,从而停止焊接。根据此焊接时序进行PLC编程,其控制时序如图2所示。
4 设备调试和试焊
4.1 设备调试
(1)PLC在线调试。根据等离子弧焊接工艺过程进行PLC编程后,可将PLC与计算机连接,将编好的程序传送至PLC,并将编程软件置于调试或运行模式下检查程序的可靠性。

表1 I/O分配表
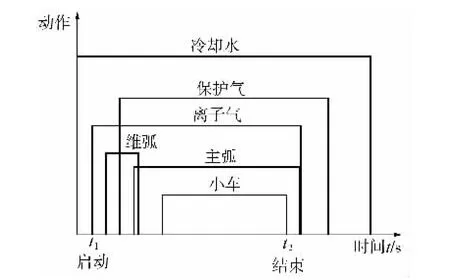
图2 控制时序
(2)控制面板的调试。首先检查控制柜内部连线是否正确,是否出现短路或断路现象,继电器和控制面板上的开关是否工作正常等;然后给控制柜上电,分别在预置和自动档观察继电器的工作情况是否符合PLC程序。
(3)设备安装与调试。控制面板调试后,完成控制柜与其他设备之间的接线。通过万用表对各电器触点进行检查,找出是否存在连接错误的和接触不良的接点;并检查电路中是否有断路和短路现象。在不起弧的前提下,即断开焊接电源,只给控制柜上电,通过设置控制面板上的开关按钮来检查设备的动作是否与PLC设定的程序一致。
4.2 焊接工艺实验
通过大量的工艺实验验证了控制系统的稳定性和可靠性。两组典型镍板拼焊焊道如图3所示。
(1)N6 供货状态(见图3a):退火,板厚6mm。工艺参数:焊接电流210 A、焊接速度3 mm/s、离子气流量200 L/h、保护气流量1300 L/h。
(2)4J36供货状态(见图3b):退火,板厚6 mm。工艺参数:焊接电流160 A、焊接速度3 mm/s、离子气流量160 L/h、保护气流量1200 L/h。
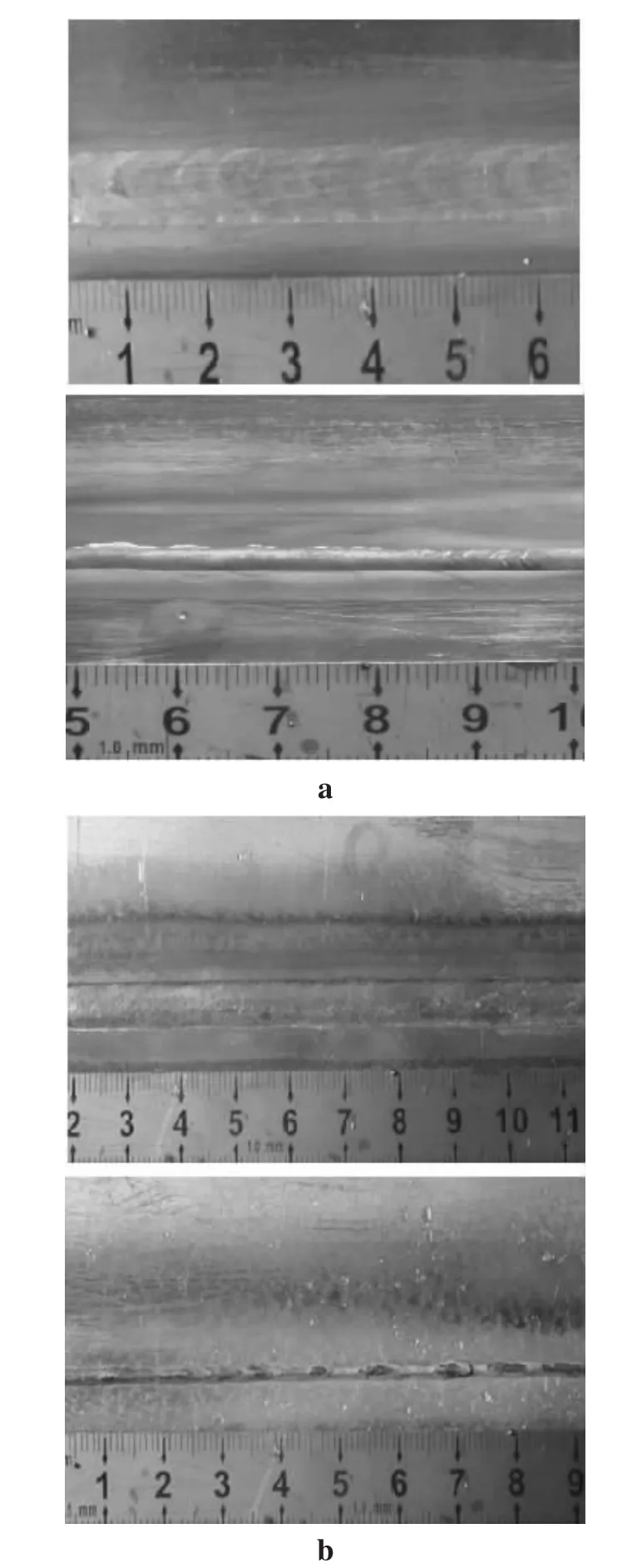
图3 镍板拼焊接头
5 结论
实验表明,研制的以欧姆龙CP1H型PLC为控制系统的等离子弧焊设备操作简单,成本低廉,焊接过程稳定可靠,在一定程度上提高了焊接效率,保证了焊接质量。
[1]沈 勇,刘黎明,张兆栋.镁合金中厚板变极性等离子弧焊工艺[J].焊接学报,2005,26(6):1-4.
[2]韩 俭,胡绳荪,韩敬华,等.等离子弧焊机PLC系统的研制[J].电焊机,2004,34(8):42-44.