生铁对复合铸铁轧辊外层材料组织与性能的影响
2013-08-02中国第一重型机械股份公司齐齐哈尔161042闫海涛
中国第一重型机械股份公司 (齐齐哈尔 161042) 闫海涛
天津重型装备工程研究有限公司 (300457) 王敬华 于进涛
我公司铸铁轧辊采用离心铸造方式生产,先利用离心机浇注轧辊外层材料,而后浇注心部铁液复合铸造而成。复合铸铁轧辊的外层浇注所需铁液采用工频感应炉或中频感应炉熔炼,原料以生铁为主,辅以废钢和各种合金,因此,生铁的品质优劣对复合铸铁轧辊外层的性能有较大影响。
本文以炼钢生铁(L)和铸造生铁(M)这两种不同产地、不同类型的生铁作为研究对象,分析检测了这两种生铁的原始组织和力学性能,并分别采用该两种生铁为原料,在相同条件下按特定成分复合铸铁轧辊外层成分熔炼铁锭,制取试样,检测数据并对比分析。所制铁锭与实际生产中的复合铸铁轧辊外层均为金属型铸造而出,其组织性能相似,故研究铁锭的组织与性能,即能反映复合铸铁轧辊外层的组织和性能,从而探讨不同生铁对复合铸铁轧辊外层材料组织和性能的影响。
1.生铁原材料分析
本次试验生铁原材料选用炼钢生铁(L)和铸造生铁(M),其化学成分见表1。

表1 炼钢生铁和铸造生铁化学成分 (质量分数) (%)
从表1可以看出,炼钢生铁中Si、Mn、P、Cr、Cu含量都要低于铸造生铁,而铸造生铁中C含量则比炼钢生铁低。
分别对两种生铁进行金相组织检验,得到的金相组织如图1所示。

图1 生铁L和M石墨形态和基体组织对比 100×
两种生铁的石墨形态比较如图1a、b所示,生铁L和M的石墨形态和数量分布明显不同。生铁L中石墨为C型和E型石墨,由粗大的初生片状石墨和许多细小的片状石墨组成,石墨数量较少。生铁M中石墨为A型和E型石墨,由无方向性细小片状石墨组成,且石墨分布均匀,石墨数量较多。两种生铁的石墨形态有所差异,其主要原因与生铁的化学成分有关,生铁M的碳含量较低,碳当量为4.27%,接近共晶点,在铁液凝固时只有共晶石墨析出,而生铁L的碳当量稍偏离共晶点,在铁液凝固时有粗大的片状初生石墨析出。
如图1c、d所示,生铁L和生铁M的基体组织也有较大不同,生铁L中基体组织主要以莱氏体为主,而生铁M中则大部分为珠光体,还有少量磷共晶和含Cr碳化物。这种差异的产生可以用这两种生铁的化学成分来解释。C元素是铸铁中产生石墨的重要原因,C含量越高,铁液中石墨自发形核量越多,C元素之间相互结合能力也逐渐增强,因此C可以促进石墨化。而Si也是促进石墨化元素,其作用比C更大。由于生铁L的Si含量远低于生铁M,因此生铁L中C元素石墨化程度较低,基体组织中以莱氏体基体为主。
对两种生铁进行硬度检测,结果见表2。从表中可以看出,生铁L的硬度高于生铁M。这与两种生铁的基体组织不同有关,生铁L中基体组织主要为莱氏体,而生铁M中基体组织主要为珠光体,莱氏体基体硬度比珠光体基体硬度高,故生铁L的硬度比生铁M的硬度要高。

表2 生铁L和M硬度对比 (HRC)
2.试验方案
(1)化学成分 采用生铁L和M作为原材料,参照特定复合铸铁轧辊外层成分熔炼铁锭L和M,两支铁锭化学成分见表3。

表3 铁锭L和M化学成分(质量分数) (%)
(2)试验检测 采用生铁L和M作为原材料启炉,调整铁液化学成分,加入合金,出铁温度1400℃,在相同条件下分别熔炼铁锭L和M。将铁锭L和M采用钼丝切割,制取金相试样和力学性能检测试样,分别进行金相检验、拉伸试验和硬度检测。
3.试验结果及分析
(1)金相组织 观察铁锭L和M的金相组织,如图2所示。
图2a、b分别显示铁锭L和M的石墨分布情况。经检测,铁锭L基体组织中石墨含量为2.25%,铁锭M基体组织中石墨含量为6.37%,铁锭L中石墨含量明显低于铁锭M中的石墨含量。这与铁锭L和M的原材料有关,生铁L中石墨数量较少,而生铁M中石墨数量较多,以这两种生铁作为原材料得到的铁锭中石墨含量情况也相同,这是生铁遗传性的体现。
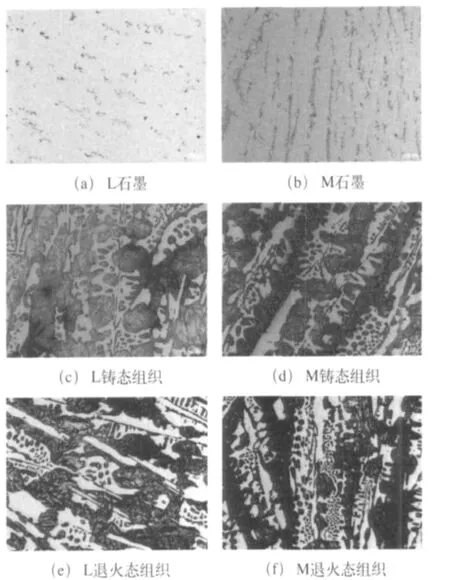
图2 铁锭L和M金相组织对比
图2c、d分别是铁锭L和M在铸态下的基体组织,从图中可以看出,铁锭L和M在铸态下基体组织大致相同,均为马氏体+莱氏体+一次碳化物+石墨。
图2e、f分别是铁锭L和M在退火态下的基体组织,从图中可以看出,铁锭L和M的基体组织在退火态下大致相同,均为回火马氏体+莱氏体+一次碳化物+石墨+残留奥氏体。
(2)力学性能 取自铁锭L和M的试样在铸态和退火态分别进行硬度检验和拉伸试验。试验结果见表4、表5。从表中可以看出,铁锭L的硬度在铸态和退火态下均比铁锭M的硬度高,经退火后,两者的硬度都有所下降。从生铁原材料分析中可知,生铁L的硬度比生铁M的硬度高,在使用两种生铁熔炼出同种成分铁锭L和M后,铁锭L的硬度还是要高于铁锭M,这也体现了生铁的遗传性。铁锭L和M的抗拉强度在铸态和退火态下比较,铁锭L的抗拉强度要高于铁锭M,退火后两者抗拉强度都有所升高。

表4 铁锭L和M硬度对比 (HRC)

表5 铁锭L和M抗拉强度对比 (MPa)
4.结语
(1)产自不同地域的原料生铁L和M,在矿源、生产工艺不同的条件下,得到的生铁化学成分和基体组织也相应不同。
(2)采用生铁L和M为原材料,参照特定成分复合铸铁轧辊外层成分熔炼铁锭L和M,而后进行金相、拉伸、硬度等检测,铁锭L中石墨含量明显低于铁锭M,在铸态和退火态下相比较,铁锭L硬度比铁锭M的高,铁锭L抗拉强度高于铁锭M。
(3)以生铁L和M为原材料,选用生铁L可以获得强度和硬度更高的复合轧辊外层。因此在生产铸铁轧辊时,可以根据不同轧辊力学性能要求,以及不同轧辊石墨和碳化物含量要求来选择不同的原料生铁。
