外圈断裂式薄壁轴承断口沟道表面的修整
2013-07-21孟淑娟冯锐
孟淑娟,冯锐
(1.洛阳润环电机轴承有限公司,河南 洛阳 471003;2. 一拖(洛阳)福莱格车身有限公司技术部,河南 洛阳 471004)
1 外圈结构特点
外圈断裂式球轴承的外圈结构如图1所示[1]。外圈壁很薄,属薄壁环类零件,其径向与周向弹性变形的能力比厚壁类零件好,有利于断裂工艺的实现。外圈外径面有2个台阶,减小了断裂面的有效面积,但装配时要在这2个台阶上安装紧固圈。采用线切割方法在外圈外径面轴向方向加工出V形断裂槽,并从槽底部进行断裂。理想的断口是在自然状态下断面密合良好,无金属掉渣,工件的弹性变形完全恢复,并且在灯光照射时,其合缝处无透光现象。但在实际生产中工件断裂后达不到理想状态,断口若不经过修整处理,会严重影响轴承的使用性能和寿命。
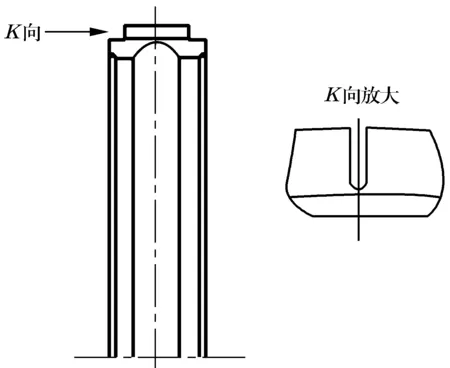
图1 轴承外圈
2 外圈断裂工艺
外圈断裂是在成品套圈终检后,在外径的轴向方向上开槽,然后采用专用的工装使其断裂[2](图2)。将轴承外圈套入一个带锥度的心轴,压环压在外圈端面上,对压环施加力,当外圈通过心轴大端时,由于槽的形状而在槽底引起应力集中,套圈便会沿着开槽方向断裂。心轴的锥度要经过多次试验得出,既要能够使外圈断裂,又不能引起套圈的径向塑性变形。
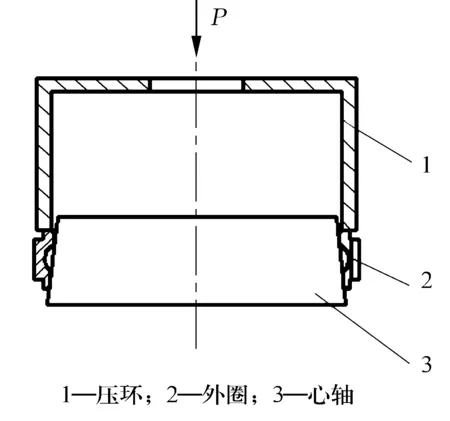
图2 断裂示意图
3 断口沟道表面的修整
由于各种因素的影响,外圈断裂后的断口会存在不平整等缺陷,影响轴承的正常使用,所以必须对断口沟道表面进行修整。
3.1 定位夹具
利用轴承沟道磨床并在电磁无心夹具上增设专用定位夹具完成对外圈的定位,定位夹具结构如图3所示。环形夹具中心孔直径与被加工外圈的外径相同,定位夹具的一侧为月牙形压紧片,通过压紧螺钉使月牙形压紧片产生弹性形变实现对外圈的径向压紧。定位螺钉通过外圈的断裂槽对外圈进行周向定位。定位夹具的外径面开设V形槽,用于夹具在沟道磨床电磁无心夹具中的径向及周向定位。
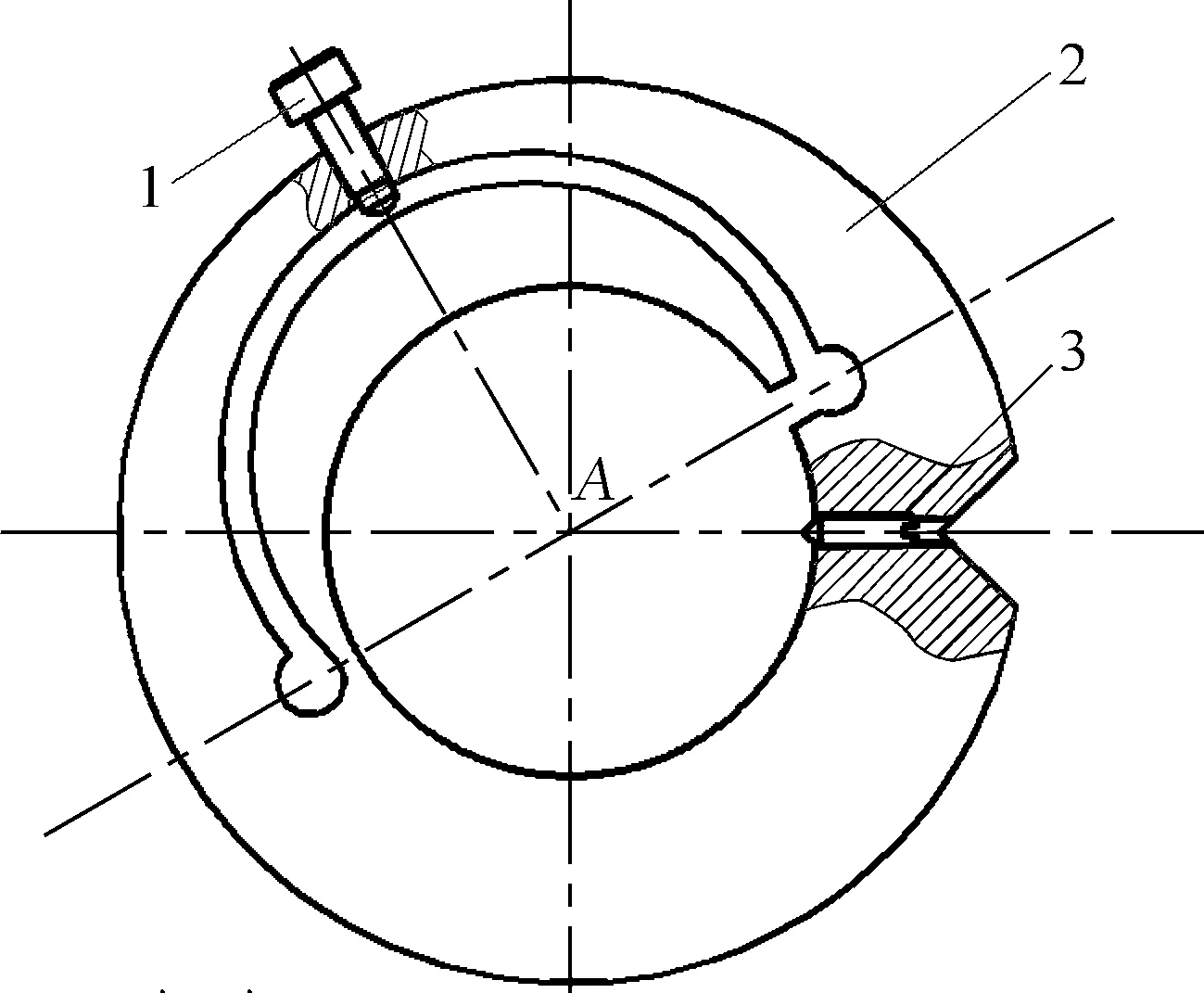
1—压紧螺钉;2—定位夹具;3—定位螺钉
3.2 磨削修整
外圈沟道断裂处修整原理如图4所示。定位夹具与电磁无心夹具的端面定位胎配合使用,端面定位胎安装在沟道磨床主轴上,其直径与定位夹具的外径相同,并对其进行端面磨削。如果砂轮直径太大,修磨过程中就不容易观察,砂轮直径太小,寿命较短,因此砂轮直径取外圈内径的1/2较为合适。并通过修整器将砂轮圆弧半径修整为与外沟道曲率半径相同或稍小。
具体的修整过程为:定位夹具平放在工作台上,将被加工外圈放入定位夹具的内孔,使定位螺钉进入断裂槽,外圈的基准端面与定位夹具的基准端面平齐,然后用压紧螺钉压紧;将定位夹具整体放在端面定位胎上,调整下支承块,使定位夹具的中心与机床(砂轮)中心等高,V形槽与后支承块配合;然后通电上磁,使整个定位夹具及被加工外圈固定,调整砂轮与外圈沟道间的轴向位置,进行外圈断口沟道表面的修整。修整完成后,退出砂轮,退磁,拿下定位夹具,松开压紧螺钉,取出被修整的外圈。

1—压紧螺钉;2—定位夹具;3—后支承块;4—轴承外圈;5—下支承块;6—端面定位胎;7—定位螺钉;8—砂轮
外圈修整前,应先对外圈尺寸分组,方便修整时磨削深度的控制,修整深度越浅越好。外圈修整后,其沟道表面的不平整物必须去除,修整后的形状如图5所示。

图5 修整后沟道示意图
4 结束语
实践证明,采用这种方法可以对小批量的外圈断裂式薄壁球轴承的外圈断口沟道表面进行快速、有效的修整,使沟道表面不影响轴承对振动和噪声的要求,从而提高轴承的使用寿命。