多线切割机张力扰动因素分析研究❋
2013-07-19汪世益阮超波
汪世益,阮超波,丁 卫
(安徽工业大学 机械工程学院,安徽 马鞍山 243000)
1 问题的提出
多线切割机是一种通过切割线的快速往复运动,把磨料带入半导体材料加工区域并对其进行研磨加工,将半导体材料一次性同时加工成几百枚薄片的一种新型切片加工设备[1,2]。相比传统的内圆切片机,多线切割机具有加工精度高、切片速度快、能满足大尺寸切片加工等突出优点,在半导体切片加工设备行业中已逐步取代了内圆切片机。
典型多线切割加工示意如图1所示:待加工材料自上而下,跟随进给机构至由数百根切割线组成的切割网并与其接触,同时在砂浆中的磨料跟随切割线的运动被带入加工区域对与其接触的待加工材料展开研磨加工。在多线切割机加工过程中,切割线上的张力控制尤为重要,张力过大容易断线,造成整个加工过程停滞,张力过小使切片加工精度降低,造成原材料的浪费。针对各种不同的加工材质,其张力值通常设定在15N~40N,且张力波动不能超过1N。
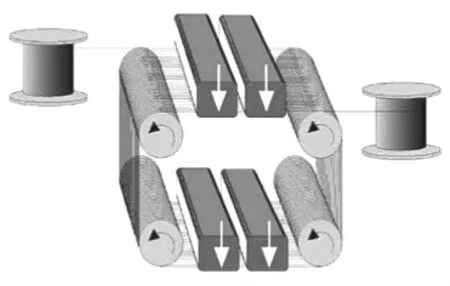
图1 多线切割加工示意图
2 多线切割机收线辊半径扰动分析
在多线切割机加工过程中,收/放线电机反复不断变换角色,所以收放线辊很难将切割线均匀、整齐地排列在收/放线辊上。因此,收/放线辊子的切割线在加工过程中会随机地发生径向跳动,导致其在某一段时间段内形成沿径向未知高度的凸起,会对张力控制系统产生一定影响。
在多线切割机加工过程中,凸起的形成是没有规律的。为了便于在仿真中添加半径扰动,现假定半径扰动为正弦信号,其振幅为切割线直径的n倍(n为整数)。分别取n=2,5,仿真后可得速度误差和张力波动,如图2所示[3]。此处的速度误差是指加工辊和收线辊线速度之差。
从仿真结果可以看出,实际加工过程中收线辊发生的半径跳动现象对切割线上张力波动的影响随着凸起高度的增大而变大,尤其在切割线运动平稳阶段对张力波动的影响表现更为明显。虽然张力的波动都在可控范围内,但较大的张力波动会对切片加工的表面质量产生极其不利的影响。为改善多线切割机切片的表面质量,通常在收/放端各设置一个排线机构。排线导轮由一个伺服电机驱动滚珠丝杠使其沿收/放线辊的轴线方向运动,排线电机运动角速度的大小跟收/放线电机的角速度呈线性比例关系,其比例大小与切割线直径、收线辊子的有效长度及滚珠丝杠的节距等因素有关。
图3和图4分别为排线电机/收线电机运动角速度曲线图和排线导轮的位移曲线图,可以看出,在收线电机运动的一个周期内排线电机能够有效跟随收线电机的速度,且当排线导轮运动至收线辊两端的极限位置时能够及时换向并重复前面的运动使切割线沿着辊子的轴线方向均匀地排列在收/放线辊上,可以在一定程度上避免切割线在辊子上的径向跳动。
3 多线切割机走丝换向对张力波动的影响
多线切割机的走线速度曲线和其对应的加速度曲线如图5所示,这种梯形的走线速度曲线在走丝换向的开始和结束两个时间点会造成张力波动幅度过大,在实际的加工过程中不仅会影响切片的表面质量而且可能造成断线导致生产停滞。
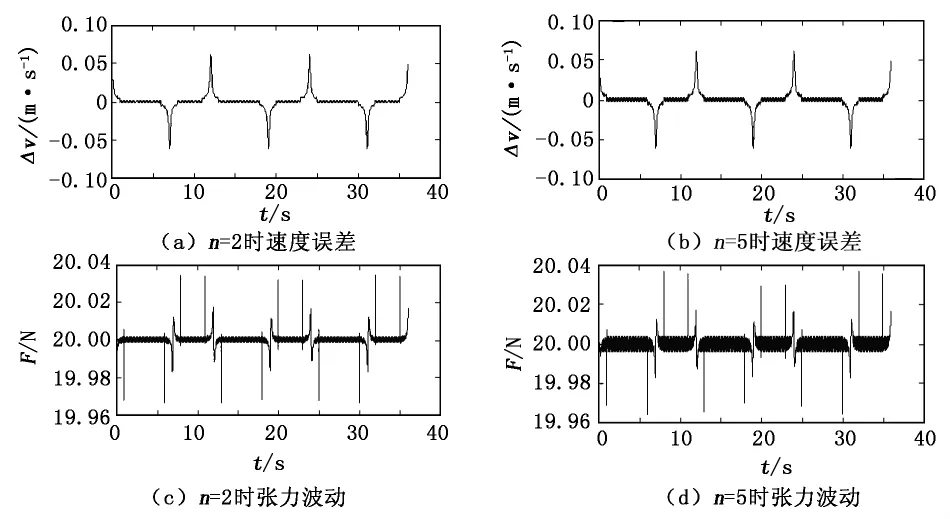
图2 半径扰动对线速度误差及张力波动的影响
图3 排线电机与收线电机角速度
采用梯形走线方式造成张力波动过大的根本原因在于走丝换向阶段速度变化不够平滑,加速度变化过于迅速。针对这一问题,本文对传统的多线切割机的走线速度曲线进行优化,采用余弦曲线作为加速度曲线来代替传统的加速度曲线[4]。优化后速度及其加速度曲线如图6所示,优化后的走线速度曲线在走丝换向阶段能够平滑过渡。
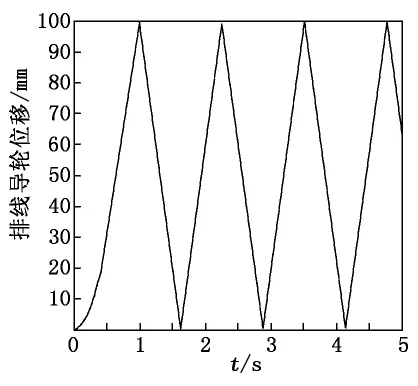
图4 排线导轮位移曲线
图7为走丝换向优化后切割线的走线速度误差(速度误差是指加工辊和收线辊线速度之差)和张力波动图,优化后的走线速度误差曲线在走丝换向阶段能够平滑过渡,走丝换向开始和结束时切割线上张力的大幅度波动基本被消除,只有在速度曲线经过零点时有较明显的张力波动。因此,对走线速度曲线的走丝换向优化基本能够降低张力波动幅度和频率。
4 导向轮对张力影响的分析
在一整套多线切割机加工设备中,导向轮的数目多达20多个,而且每个导向轮安装方式也不完全相同,致使每段包绕在导向轮上切割线所受到的的包绕张力不同,所以有必要就导向轮对切割线张力影响进行分析研究。瑞士科学家Euler在建立切割线的导向轮包绕张力模型方面进行相关研究并提出了张力递增定律。切割线包绕导向轮的张力分析模型如图8所示[5],其中,β为切割线在导向轮上的包绕角,Fi为左侧切割线张力,Fo为右侧切割线张力,μ为切割线和导向轮的摩擦系数。设ρ为切割线的单位长度质量、r为导向轮的半径、ω为导向轮角速度、J为切割线相对于导向轮的转动惯量。
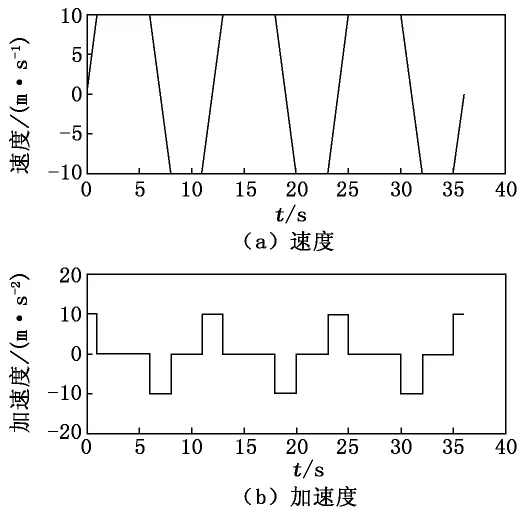
图5 多线切割机走线速度及其加速度曲线
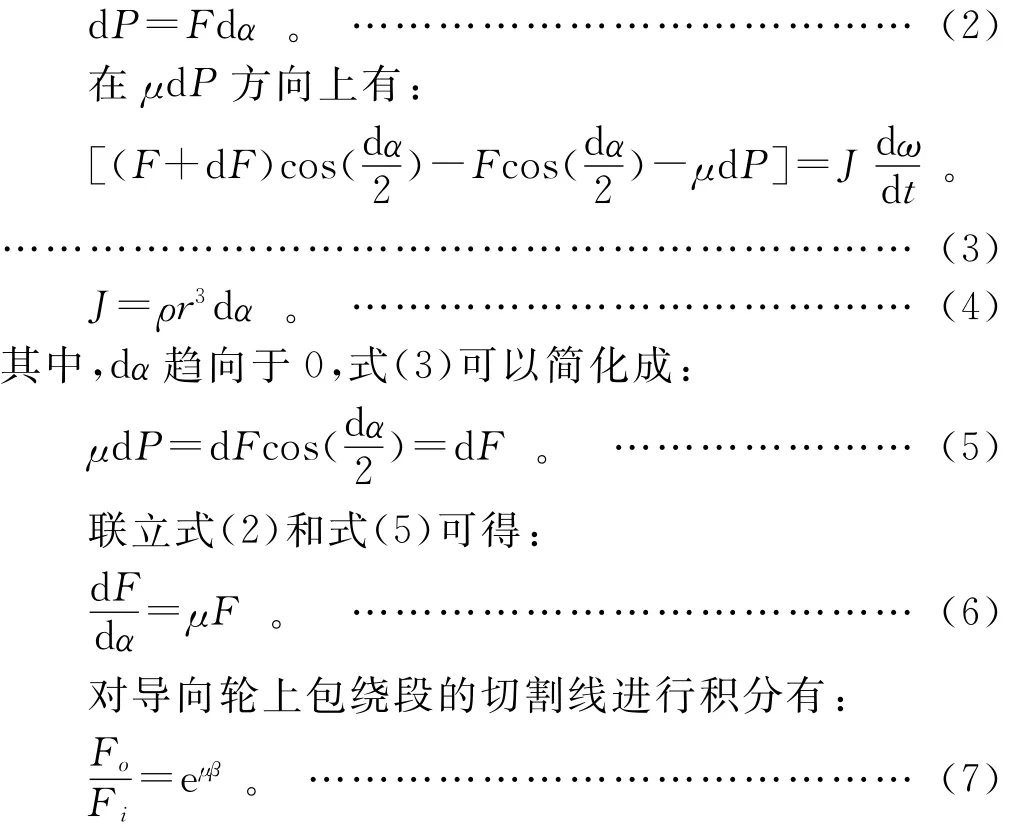
假设图8中导向轮沿顺时针方向转动,对包绕在导向轮上的切割线取包角为dα的一段进行研究,dP、μdP分别为导向轮对切割线的弹力和摩擦力[6]。
在dP方向有:

其中,dF、dα均趋向于0,可将式(1)简化为:
取切割线与导向轮材料(聚氨酯)的滚动摩擦系数为0.03,切割线上的张力为20N,可得导向轮两侧切割线张力差与导向轮包绕角关系,如图9所示。
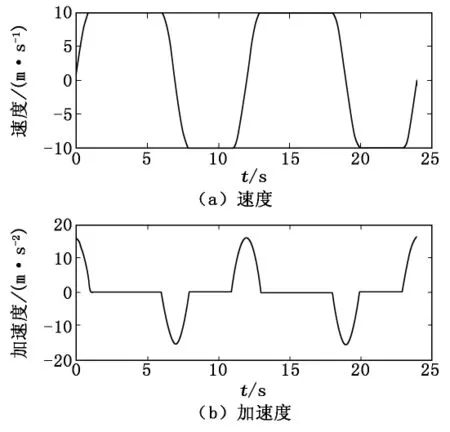
图6 优化后走线速度及其加速度曲线
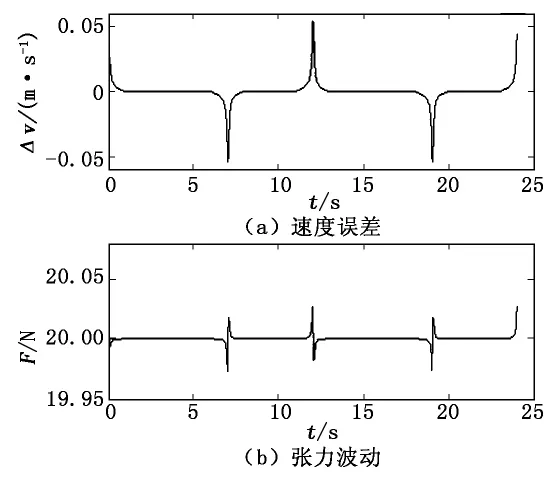
图7 优化后的速度误差及张力波动图
导向轮左、右两侧的张力差值是由切割线和导向轮的摩擦系数μ、切割线在导向轮上的包绕角β共同决定的。其中μ通常情况下是定值,导向轮两侧张力差随包绕角β增大而增大。所以,为了满足高速多线切割机的张力控制要求,在不改变多线切割机切割线传递、导向性能的前提下,可以适当减少导向轮的数量,而且在机械结构上可以采取适当的优化措施尽量减少包绕角。如果条件许可,也可以减小导向轮的半径和质量,都可以起到改善张力波动的效果。
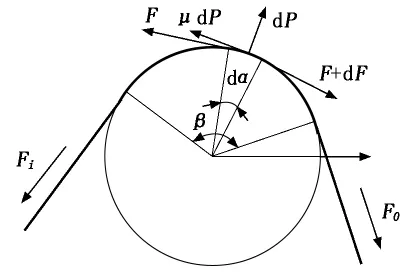
图8 切割线包绕导向轮张力分析模型

图9 导向轮两侧张力差与导向轮包绕角关系
5 结论
收线辊半径发生径向跳动对张力波动虽然没有明显的影响,但在走线平稳阶段会有较小幅度且频率较高的张力波动,这会降低切片的表面质量,因此可以通过安装排线装置来避免这一现象的发生。导向轮两侧切割线的张力差随包绕角度的增大而增大,可以通过对切割机的结构进行一定的优化来降低导向轮对张力的影响。
[1]王琮.半导体材料加工设备的新秀——多线切割机[J].电子工业专用设备,2004(1):63-65.
[2]王琮.多线切割机的现状及发展趋势[J].电子工业专用设备,2008(11):11-15.
[3]邵鹏.多线切割机控制系统的设计与研究[D].上海:华东理工大学,2010:57-59.
[4]张义兵,戴瑜兴,汤睿.多线切割机走线速度换向过程控制[J].湖南大学学报,2010,37(7):39-41.
[5]张义兵.高精度多线切割机数控系统关键技术及其应用研究[D].长沙:湖南大学,2009:15-16.
[6]Seung Ho Song,Seung Ki Su.Design and control of multi-span tension simulator[J].IEEE Transactions on Industry Applications,2000 36(2):640-648.