循环流化床锅炉埋管防磨技术研究
2013-07-13陈思宇
陈思宇
作者通联:濮阳龙宇化工有限责任公司设备管理部 河南濮阳市黄河路西段 457000
E-mail:baoquan126@sina.cn
一、概述
埋管是循环流化床锅炉的主要受热部件,按一定角度斜置于副床的上部,其横向节距、纵向节距较小,一般在50mm 左右,由于直接受到高温料层的冲刷与撞击,磨损相当严重,埋管防磨技术成为世界各国制造厂家与使用厂家一直研讨的重要课题。
二、埋管的磨损形式
1.埋管磨损的主要表现
冲蚀磨损是指流体和固体颗粒以一定速度和角度冲击管束所造成的磨损。冲蚀磨损存在两种类型:一种为冲刷磨损,另一种为撞击磨损,两种磨损的微观形貌完全不同。
(1)冲刷磨损。颗粒与固体表面的冲击角较小,甚至接近平行。颗粒垂直于固体表面的分速度使其嵌入被撞击物体,而颗粒与固体表面相切的分速度使它沿物体表面滑动,两个分速度的合成结果起一种刨削作用,固体表面的磨损速率随时间延长变化不大。
(2)撞击磨损。颗粒相对于固体表面的冲击角较大或接近于垂直,以一定的运动速度撞击固体表面,使其产生塑性变形或显微裂纹,长期、大量固体颗粒的反复撞击使得固体表面疲劳破坏,随时间迁移,磨损速率有增长的趋势,甚至表层脱落,最终导致磨损量突升。
(3)管束受到切向或以一定角度高温物料的冲刷、撞击,管子的焊口、筋片及壁厚产生严重磨损。以蒸发量35/h的循环流化床锅炉为例,最大磨损速率高达1.2mm/kh。
2.埋管管束结构布置影响
(1)管束布置中,底排距风帽小孔的距离L 对其磨损的影响。对管束布置而言,距离L的变化对底排管磨损的影响最大。L的增大意味着管束底部无埋管区的气泡自上升行程变大,使气泡到达底排管时,得到充分地长大和加速,且气泡在上升过程中伴随着趋于床层中心的横向运行,造成磨损。
(2)管束布置中,管子的安装倾角对其的影响。上升的气泡容易附着在倾斜或垂直的管件表面,并沿表面迅速向上滑移,形成气泡在床层中的短路效应,造成管路的弯头和与垂直管件的横埋管磨损严重。
三、埋管的防磨技术
国内外的研究人员对埋管的防磨技术进行了许多切实可行的研究,采取了诸如选用合适的防磨材料、磨损部件结构合理设计,金属表面特殊处理等技术。
1.埋管受热面防磨鳍片
防磨鳍片用于埋管受热面是一种简单而有效的防磨方法,在我国普遍采用,如图1。它的作用既能阻碍气泡与埋管表面的直接接触,减轻气泡尾涡粒子对表面的冲击,又能隔断颗粒沿表面的滑动,导致埋管表面的颗粒流化强度减弱,部分地消除了表面的周期性气隙现象及由此产生的锤击效应。
2.对埋管管子表面进行特殊处理
金属表面处理技术包括热喷涂、热处理、电镀等。其中热喷涂是一项有效的防磨措施,涂层的硬度较基体的硬度更大,涂层在高温下会生成致密坚硬和化学稳定性更好的氧化层,且氧化层与基体的结合更牢。
热喷涂技术是一种材料表面保护和强化的新技术,它是以气体、液体燃料以及电弧、等离子弧作热源,将金属、合金、陶瓷、金属陶瓷、塑料等粉末或丝材、棒材加热到融化或半熔融状态,借助于推力或压缩空气喷射而粘附到预先经过表面处理的工件表面形成涂层,赋予工件以耐磨、耐蚀、抗高温、耐氧化、隔热、绝缘等特性,以达到提高工件性能,延长设备使用寿命的一种技术。按热源的种类可分为火焰喷涂、电弧喷涂、等离子喷涂。常用热喷涂方法的技术特性和技术指标对比见表1。受限于作业空间,金属表面处理技术,不能应用于锅炉检修中,只能用于埋管安装前的处理。循环流化床检修都有一定的检修节点和计划安排,怎样在受限的空间作业范围内,保证完成埋管的防磨检修及质量标准,成为目前急需解决的关键问题。根据循环流化床锅炉埋管的磨损周期,并结合实际检修经验,设计出一套组合式防磨技术,如图2 所示。

图1

图2
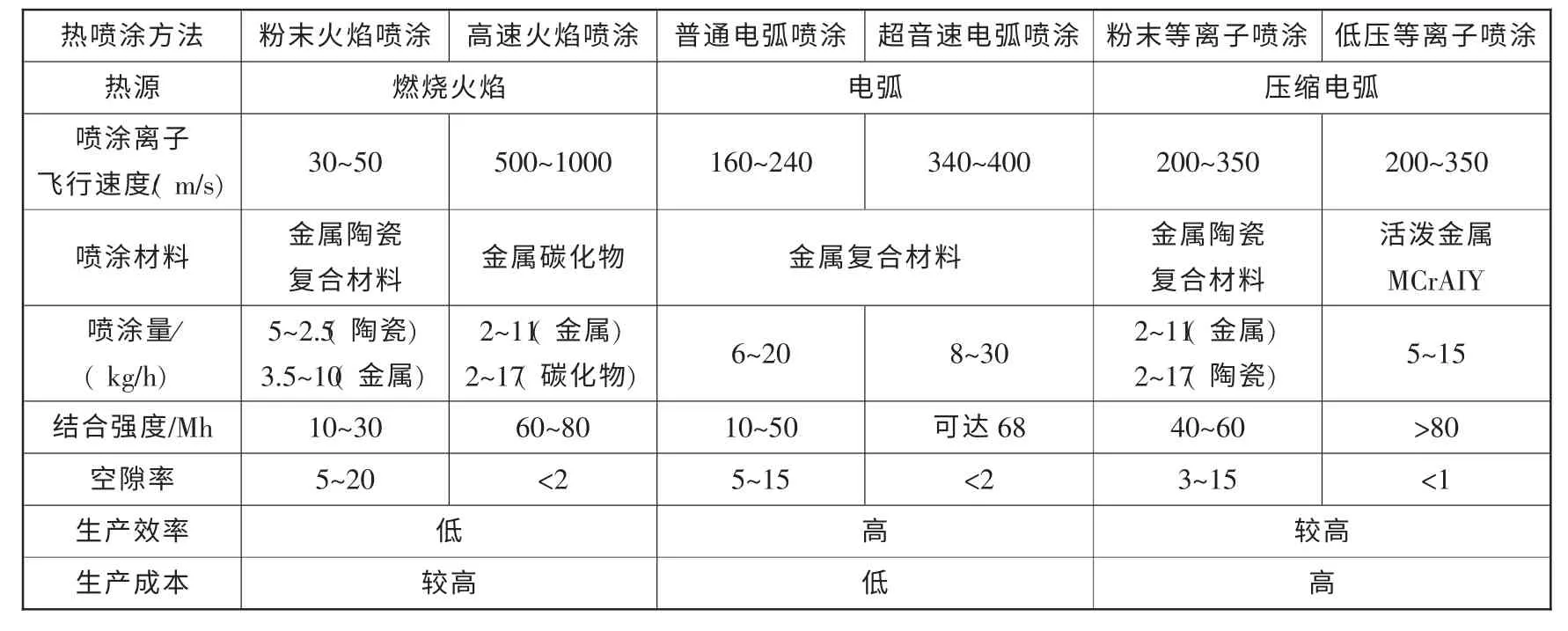
表1 常用热喷涂方法的技术特性和技术指标对比
近年来随着热喷涂技术的深入研究与应用,不断推出新的热喷涂设备和材料,锅炉埋管安装前,对埋管进行表面喷涂有一定的防磨效果。
3.组合式防磨技术
因埋管与副床的间距空间较小,横向节距、纵向节距较小,
采用带有弧度的防磨瓦,厚度一般为3mm,长度200~300mm,在防磨瓦的一端内侧和另一端外侧制作成30°的坡口,依次衔接,点焊在埋管鳍片上,为防止热膨胀导致防磨瓦脱落,在防磨瓦中部位置加一圆钢,以固定防磨瓦。这样能够在受限的空间内进行施工,缩短检修周期。例如:两台JG-35/3.82-M 循环流化床锅炉埋管磨损速率较大,埋管的使用寿命为12~18个月,埋管的最大磨损量<40%,一旦超标必须更换,否则存在着极大的安全风险。更换一次埋管需花费材料及更换安装施工总费用60万元,拆卸及安装时间较长,制约着锅炉的长周期稳定运行。采用组合式防磨技术,投资费用低,可使埋管的使用寿命周期提高至30个月以上(依据实际测量数据每6个月埋管壁厚磨损量为1.2mm,建议防磨瓦每六个月更换一次),是一种切实可行的埋管防磨技术。
