轧钢主电机抽芯快速检修工艺
2013-07-13李秦川蒲茂清郭祖明
王 荣 李秦川 蒲茂清 郭祖明
作者通联:重庆钢铁股份有限公司中厚板厂点检站 重庆市长寿区 401258
E-mail:wangrong459@qq.com
一、引言
轧钢主电机抽芯是电机年度大修的一项重要工作,国内外多数钢厂轧钢主电机的抽芯方案大都采用定转子整体吊装,移至宽敞的场地再进行抽芯作业,完成后再整体吊装至电机安装位。整体吊装过程中定子与转子极易发生碰撞,造成定子槽楔松动和定子变形,还可能使转子和定子绝缘受到破坏。整体吊装要求行车要承受定、转子和平衡梁的重量总和,还要求行车有足够的上升高度,地面也必须能承受住较大重量。也有采用专用工装在机上进行抽芯检修的,这种方式一般需要用到支撑臂、假轴、平衡梁,还需要拆装电机轴承座和瓦盖,工序复杂,耗时较长。
2012年中厚板厂年修需更换精轧上电机转子、粗轧下电机转子,同时对其进行抽芯检查,计划工期18 天。中厚板厂的粗轧机通过2 台6000kW 主电机传动,精轧机通过2 台8000kW 主电机传动,电机中心高均为800mm,粗轧机转子重78t,定子重57t,精轧机转子重75t,定子重50t,单台电机定转子总重大于该跨行车额定载重100t。要在有限的时间,有限的施工设备情况下,保质保量完成检修,必须对传统的主电机抽芯工艺进行改进。
二、改进后的主电机快速抽芯检修方案
快速抽芯检修方案不需要吊走定子,定子只在基坑内上升和下降,为保证回装准确性和提高工作效率,需要在拆装主电机前对定子原始位置进行准确定位。(1)首先在定子基座上确定圆心。(2)以尽量保证4个角落定位圆的半径一致为原则,确定好圆的半径。(3)以定位圆的圆心为基点,在定子地脚表面画圆,然后在定子地脚表面的圆上用钢钉钉出几个小圆点,使这些小圆点落在固定半径的圆弧上。通过这样的定位,当定子回装时只需要以圆心为基点,用划规以固定半径在定子地脚上来回地合钢钉钉出几个的几个小圆点。同时在定子的几个角落利用螺旋千斤顶调整定子的位置,当4个角落的几个小圆点都能用同一划规重合时,定子位置到位。定子定位示意图见图1。
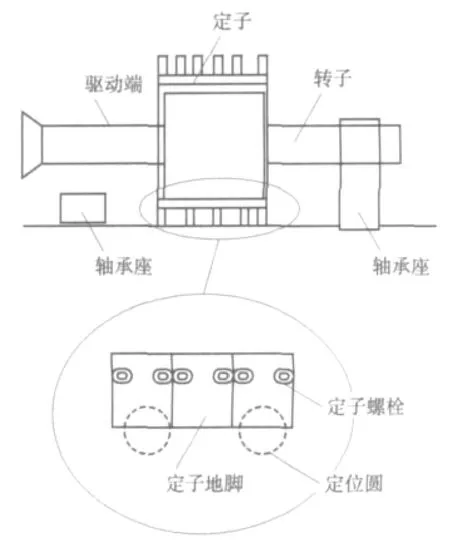
图1 主电机抽芯前定子定位示意图
定子定位后,拆驱动端轴瓦上盖(非驱动端只需要拆卸轴承座地脚螺栓,不拆轴承座本身),架设平衡梁,准备等高块和枕木,准备100t 螺旋千斤顶放在4个角落同步顶升定子,用行车配合平衡梁起吊转子。起吊的难点是起吊平衡点的选择和调整,由于主电机驱动端联轴器质量大,导致主电机吊装时很难找好平衡,此时可在非驱动端利用轴承座的重量来配重,使主电机转子在吊装过程中容易找到平衡点。定子、转子以每次≤10mm的高度交替上升,直至上升到转子下边缘高出安装基坑地平,抬升高度为750mm(图2)。

图2 主电机抽芯改进方案示意图
定子、转子上升到位后,进入主电机检修的关键工序——抽芯。先缓慢平移行车,使电机转子移出定子包裹范围,在非驱动端的下方衬垫枕木,暂时摆放转子。转子放好后,重新调节平衡梁的吊带位置,使两个起吊点由原来处于驱动端和非驱动端两端变为处于非驱动端同侧,作用在转子磁极上,平衡重新调好后,继续移出转子,吊至空旷地面的支撑架上。抽出后的示意图如图3 所示。
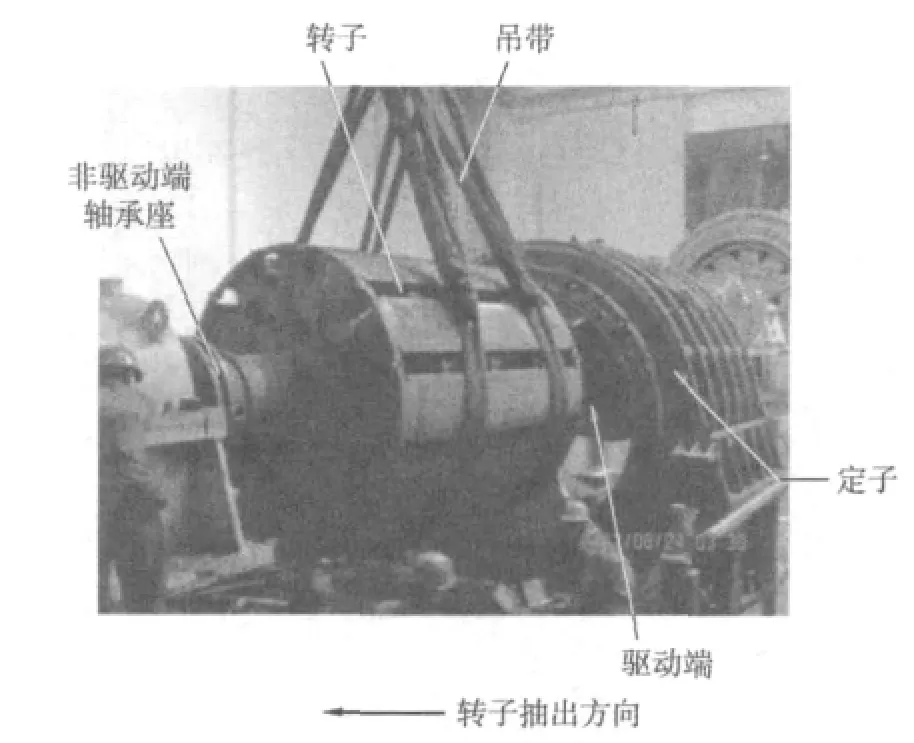
图3 主电机抽芯改进方案转子抽出后示意图
三、结束语
快速检修工艺采用定子顶升、转子同步提升方式,直接在电机基坑抽出和穿入转子,有效避开了行车起吊能力和地板承重能力的限制。定子定位利用圆的特性进行快速精准定位,降低了回装难度。抽出和穿入转子时直接利用转子及其非驱动端轴承座自重进行配重,不使用假轴,不在机上拆卸非驱动端轴瓦,节省转子抽芯的工序和时间。行车起吊采用尼龙吊带,可有效保护转子绝缘和转子轴颈。
通过对抽芯方案进行改进,使定、转子抬升高度由原来的1.2m 变成0.75m。高度的降低使检修时间至少节省300min,同时劳动力投入人数从原来的24人减为16人。
利用轴承座配重直接吊装抽芯的方案省去了轴承座的拆装和假轴的安装,从吊装方式上是一个新的突破。直接节省检修时间450min。
