圆锥滚子箱轴承套圈磨削加工工艺的改进
2013-07-06瓦房店轴承集团股份有限公司陈淑荣王江山
瓦房店轴承集团股份有限公司 陈淑荣 王江山

技术科工程师 陈淑荣
随着中国汽车工业技术的快速发展,汽车轴承的产品结构更趋复杂化。汽车轴承虽然是个小零件,但它与整车的可靠性、安全性和舒适性都有着密切关系,为了更好地满足重型卡车轴承向自动化、轻量化、多档化产品改型的需要,安装在变速箱上的双列圆锥滚子轴承结构正发生相应的改变。
1. 原有加工工艺存在的问题
圆锥滚子轴承350616R/C9YA10是变速箱轴承的一种,该套圈是外圈带止动挡边的双列圆锥滚子轴承,该类轴承在承受径向负荷的同时,可承受双向轴向负荷,外圈挡边设计能够与装配壳体配合,实现对轴承进行精确轴向定位,使轴承装配后使用性能良好。
为了加强轴承的使用强度,止动挡边与外径连接处不得存在有深度的油沟,这种结构套圈由于没有空刀槽,采用3MZ2120数控设备磨加工外径表面及3MZ2212数控设备磨加工止动挡边表面时,砂轮工作面均无法完全进入磨削区,连续加工2~3件产品后砂轮直角变钝,形状被破坏,使得产品止动挡边与外径连接部位不能“清根”,如图1所示,R0.65mm处半径越来越小,造成轴承安装困难。

图 1
2. 改进后磨削工艺方案
(1)工艺的改进 为解决不“清根”问题,需改变现有的产品磨削加工模式,以硬车过程代替粗磨。硬车工艺是指用车削的工艺方法作为淬硬钢的最终加工或精加工。通常,车削只是淬火前进行的粗加工,直到20世纪90年代前,淬火后的精加工还只能采用磨削工艺,而车削也只能加工硬度不大于55HRC的工件。随着高硬度切削材料和相关机床的发展,PCBN刀具、陶瓷刀具或新型硬质合金刀具在新型车床或车削加工中心上对淬硬钢进行车削,其加工质量可以达到精磨的水平。大多数硬车的应用是替代磨削,目前,车削的硬度极限可达到68HRC,在发达国家硬车技术已被普遍应用,可加工各种零件,是代替磨削的经济性加工工艺。

图 2
本次采用沈阳机床厂出产的HTC2050数控车床硬车双列外圈各表面,作为定位表面的端面和外圈止动挡边外径磨削完成后,一次装夹硬车外圈止动挡边→外径→外圈双滚道,替代粗磨各过程表面,止动挡边硬车到图样尺寸,表面粗糙度值达到Ra=0.26μm。外径及双外圈滚道表面留出直径0.10mm的终磨量(见图2),同时在外径方向车加工一个深度为0.05mm的油沟,作为外径终磨时砂轮的空刀位置。磨削完成后,外径和挡边连接处无残留量。同时,双外圈滚道一次完成,两滚道尺寸相互差0.02mm以内,为精磨两滚道尺寸相互差在0.01mm提供保证,从而保证产品合套游隙的精确与稳定。新工艺可大幅度提高加工效率,降低加工成本。采用磨削加工工艺,止动挡边、外径、外圈双滚道需4台设备和4名操作人员,加工中需重复搬运和上、下料,硬车工艺1台设备1名操作人员即可完成,采用陶瓷刀具,磨损后4个角度更替使用,调整方便。为了有效利用资源,操作者双机操作HTC2050,单机定额300件。加工中操作者需打开防护门将产品放到卡具上,关上门加工;待加工完成,打开门拿出完成品同时装上新的产品。如此,操作者每天开关设备防护门1 200余次。HTC2050设备防护门长850mm、宽115mm、深30mm,由于门大而重,如此频繁地推拉开关,造成很大的劳动量,影响加工效率,增加劳动强度。故采用硬车工艺需对防护门进行改进,使之自动开关。
(2)数控磨床自动开关防护门改进 将一单作用气缸固定在床体的顶部,一个方向上有孔,另一个方向上带挡板的底座固定在另一侧的防护门的顶部,其工作原理如图3所示。
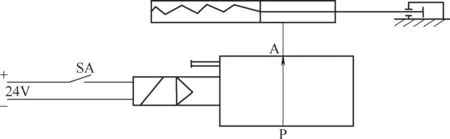
图 3
按动开关钮,气阀线圈得电,产生电磁力推动滑芯移动,此时气缸一端输入压缩空气,当气缸左腔进气时,气压由P→A,气体的压力克服弹簧的作用力,使活塞杆伸出,推动防护门顶部的底座,带动防护门打开;按动开关钮,气阀线圈失电,左腔无气,活塞杆在弹簧的作用下自动返回,活塞杆带动底座反方向运动,门关闭。防护门开关过程仅需5s,动作耗时缩短了5倍,操作人员按动开关,无需用力,极大地减轻了操作工人的劳动强度,同时制作非常简单,使用便利,效果显著。将现有数控设备12台全部改制,同时与厂家磋商,对出厂设备进行改进,增加自动开关功能,完善设备性能。
3. 结语
汽车制造业的大多数零件是在热处理后进行最终精度或形状的加工,硬车削正作为替代磨削的一种经济性方法正在普及。目前,国外越来越多的企业已认识硬车削的优点,而国内还是以磨削的方法为主,主要是由于刀具(如PCBN)的成本问题,使很多企业仍把它看作为一种昂贵的工艺,但硬车工艺的多工序合并加工等优势极大地降低了加工综合成本。在激烈的市场竞争中,通过技术和工艺改进,得到高质量、高效率、低成本、低工作量的轴承加工过程,提升产品的性价比、可靠性、稳定性,是在竞争中获胜的重要途径。本次外圈带止动挡边的双列圆锥滚子轴承加工过程的改进,以硬车代替粗磨,多工序合并加工,效率提高,同时使产品形状得以保证,满足了用户需求。气动防护门的设计使用,可以有效降低操作者的劳动强度,不至使操作人员因为疲劳作业而导致质量事故,让操作变得快捷省力,为用户提供更可靠的质量保证。