汽车半轴的工艺及失效形式探讨
2013-06-28十堰职业技术学院机电工程系湖北442000候玉荣
十堰职业技术学院机电工程系 (湖北 442000) 候玉荣
十堰高周波科工贸有限公司 (湖北 442013) 蔡小山
汽车半轴(见图1)是汽车后桥总成中的一个重要零件,其内端一般通过花键与半轴齿轮联接,外端与轮毂联接,作用是传递动力。汽车发动机的扭矩经汽车传动轴传递到汽车后桥,由半轴将动力传给车轮及轮胎,从而推动汽车行驶。汽车半轴根据支承型式不同,一般分为全浮式半轴和半浮式半轴。
从制造工艺角度来看,汽车半轴是一种工艺典型的零件,生产汽车半轴要采用锻造工艺、普通热处理工艺、感应热处理工艺、压校工艺、机械加工工艺(包括车、铣、钻、磨、铣花键等)、喷丸工艺、清洗工艺、打标工艺等。
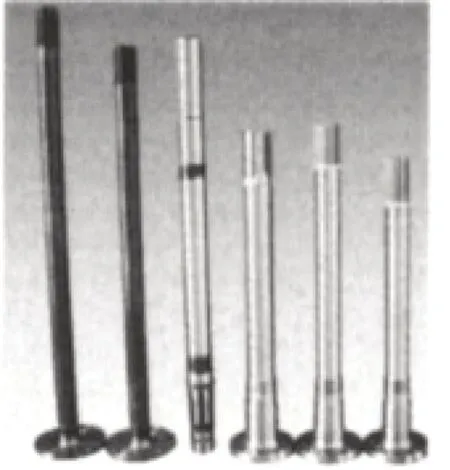
图1 汽车半轴
一、汽车半轴的材料及技术要求
当汽车在启动或上坡时,扭矩很大,特别在紧急制动或行驶在不平坦的道路上时,工作条件更为恶劣,半轴要承受冲击、交变弯曲疲劳荷载和扭力的作用。因此,半轴生产所需的材料要有足够的抗弯强度、抗剪强度和较好的韧性。
汽车半轴材料一般可选用40Cr、40MnB、42CrMo、40CrMnMo、35CrMo、40CrH、40MnBH、42CrMoH。
汽车半轴中频淬火表面硬度50~63HRC,半轴心部硬度229~269HBW;汽车半轴表面无凹坑、裂纹,无有害伤痕、飞边,半轴杆部跳动不大于1mm;一般6t级以下半轴的中频淬硬层深为4~7mm;6t级以上半轴的中频淬硬层深为8~13mm。
二、汽车半轴的加工工艺
汽车半轴的加工工艺流程如下:
半轴材料采购 →下料→花键加热→锻造镦花键成形→另一端加热→锻造预镦制坯→加热→半轴盘端摆辗成形→淬火→回火→校直→抛丸→铣端面钻中心孔→校正→粗车半轴法兰盘外端面和花键外圆→粗车法兰盘内端面和外圆→精车法兰端和花键外圆→铣花键→清洗→中频淬火→回火→校正→无损检测→钻半轴法兰盘孔→磨半轴法兰轴颈→精车半轴法兰内端面→抛光→清洗→打标→包装。
其中,大多数半轴生产厂进行半轴法兰锻造时,大都采用卧式摆辗工艺。半轴卧式摆辗工艺的特点:比校平锻机操作简便,能耗低,易维修。
三、半轴预备热处理
1. 半轴热处理及组织
半轴预备热处理一般有正火、调质。6t级半轴预备热处理可采用正火或调质。6t级以上半轴的预备热处理大多采用调质。
半轴调质后组织1~4级合格,半轴调质热处理金相组织标准见下表。

半轴调质热处理金相组织标准
2. 半轴调质设备
半轴调质热处理设备有台式电阻炉、步进式电阻炉(见图2)、推杆式电阻炉。
台车式电阻炉适用于半轴小批量的调质处理,半轴装料时采取堆放,或采用半轴竖立放置在圆料筐中,半轴在淬火冷却介质中淬火易产生半轴的淬火硬度不均、金相组织不均匀等现象。台车式电阻炉不适用半轴自动化热处理。
步进式电阻炉可适用于半轴大批量的调质热处理,可以实现半轴调质的自动化生产。但步进式电阻炉前后炉门为敞开形式,能耗较大。
推杆式电阻炉可适用于半轴大批量的调质热处理,可以实现半轴调质的自动化生产。
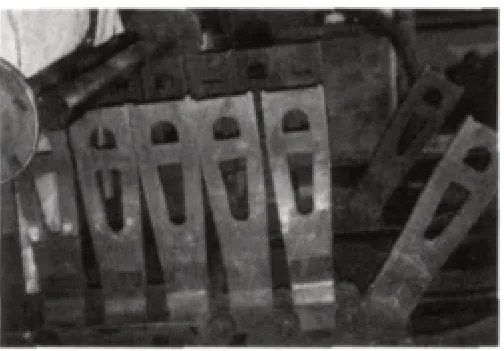
图2 步进式电阻炉
四、半轴中频感应加热淬火
1. 半轴中频感应加热淬火工艺
半轴中频淬火通常有半轴连续淬火工艺和半轴整体淬火工艺。
半轴连续淬火工艺是采用圆环感应器对半轴进行连续淬火。对带有法兰盘的半轴圆环感应器(见图3)装有可控硅的导磁体,利用导磁体的槽口效应,对半轴法兰盘处的圆角部位进行感应加热淬火。
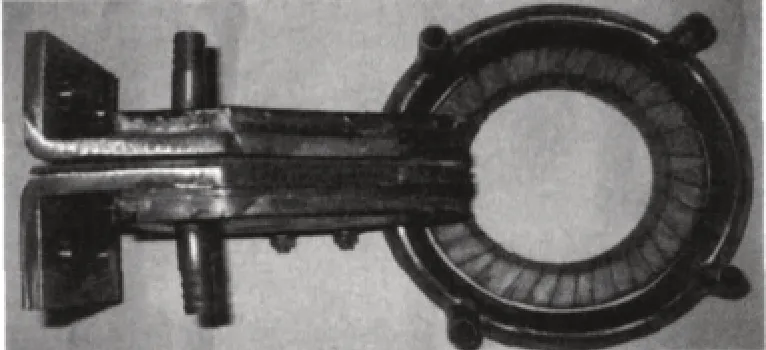
图3 半轴圆环感应器
半轴整体淬火工艺是采用矩形感应器(见图4)对半轴进行整体淬火。半轴整体淬火的特点是半轴表面淬火硬度均匀,淬火变形小,易于实行半轴自动化生产。
2. 半轴感应淬火设备
(1)半轴感应加热电源 目前,半轴感应加热电源大多采用KGPS可控硅中频电源(见图5)和IGBT晶体管电源(见图6)。
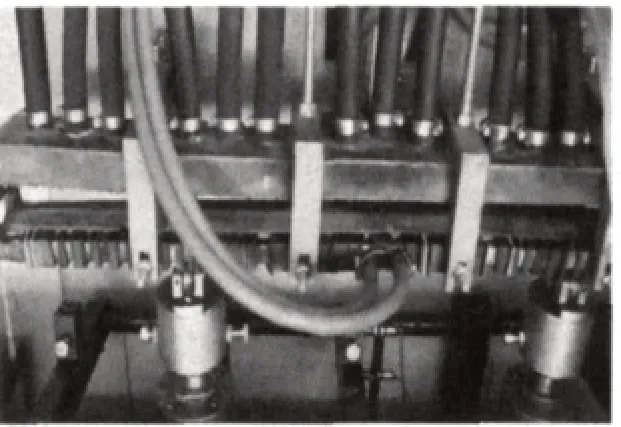
图4 半轴矩形感应器

图5 KGPS可控硅中频电源

图6 IGBT晶体管电源
KGPS可控硅中频电源与机式中频电源相比启动成功率高,频率可自动跟踪,电效率可达90%。KGPS可控硅电源的缺点是自动适应负载频率较差。
IGBT晶体管电源的特点:频率范围宽,基本可以覆盖中频和超音频;启动成功率达到100%,安全可靠;IGBT晶体管电源的效率可以达到95%以上;负载自适应强,工艺调整方便。
(2)半轴用淬火机床 常用半轴淬火机床有立式半轴淬火机床、卧式半轴淬火机床。半轴感应加热淬火工艺可以采取连续加热淬火、整体加热淬火。图7~图10为半轴连续加热淬火机床,加热过程中移动方式有半轴移动和感应器移动两种形式。图11为半轴整体加热淬火用数控卧式半轴整体淬火机床。
半轴连续加热淬火工艺适用于半轴品种多、或品种单一且产量不大的生产模式。半轴整体加热淬火适用于单一品种且批量大的生产模式。

图7 立式半轴淬火机床(工件移动)

图8 数控立式淬火机床(感应器移动)

图9 双工位立式数控淬火机床

图10 双轴立式半轴淬火机床

图11 数控卧式半轴整体淬火机床
五、半轴的失效
汽车半轴在汽车结构中起到传递动力的作用,汽车运行过程中承受弯曲和扭转等载荷,由于半轴的材料缺陷、锻造缺陷、热处理缺陷和超载等原因,会导致半轴的早期失效。半轴的失效形式有磨损、弯曲变形、断裂。
1. 半轴磨损失效
汽车半轴的磨损通常产生在半轴的法兰盘轴颈、半轴、半轴花键等部位。
(1)半轴的法兰盘轴颈部位的磨损原因:装配干涉,半轴轴颈的淬火硬度低,以及半轴安装螺栓松动。
(2)半轴杆部的磨损原因:装配干涉,汽车超载。
(3)半轴花键部位的磨损原因:半轴与半轴齿轮间隙不当,半轴花键部的淬火硬度低,以及汽车超载等。
2. 半轴弯曲变形失效
汽车半轴弯曲变形的原因有汽车超载,半轴的原材料选择不当,以及半轴的疲劳强度和静扭强度不合格等。
3. 半轴断裂失效
汽车半轴的断裂失效有平齐断裂(见图12)、半轴法兰盘掉盘、半轴花键扭断(见图13)、轴部的45℃剪切断裂。

图12 半轴杆部齐断

图13 半轴花键扭断
(1)半轴的平齐断裂 平齐断裂发生部位在半轴的法兰轴颈部位、半轴的杆部、半轴的花键部位,断口面与半轴的中心线垂直。产生原因有半轴的原材料内在缺陷、锻造缺陷、裂纹、汽车超载,以及淬硬层浅等。
(2)半轴的法兰盘掉盘 半轴法兰盘掉盘产生的原因有汽车超载、裂纹、半轴的原材料内在缺陷、锻造缺陷、法兰盘R部位未感应淬火等。
(3)半轴花键扭断 半轴的花键扭断的产生原因有汽车超载,半轴裂纹,半轴的原材料内在缺陷,锻造缺陷,花键的淬硬层浅,以及花键淬火区域有软带等。
(4)半轴轴部的45°剪切断裂 半轴轴部的45°剪切断裂的产生原因有半轴的原材料内在缺陷、轴部淬硬层浅、汽车超载及调质不良等。
