RTM工艺中模具设计分析
2013-04-29梅延宁
梅延宁
摘 要:RTM工艺即树指传递模塑工艺,是成型纤维增强塑料的重要工艺之一。因该工艺对成型的模具要求具有强度高、变形小、寿命长、模腔尺寸准确,同时还要求模具应具有一定尺寸的稳定性和耐热性等诸多特点,所以对模具设计的合理性便显得十分重要。文中针对模具设计的原则、材料选择、结构设计、密封锁模、胶口设计等进行了较详尽的阐述,并说明了模具设计中计算机仿真软件辅助设计的便捷和重要性。
关键词:树脂传递成型;模具设计;计算机仿真辅助设计
前言
随着经济的发展,我国的制造业也取得了较大的成绩,目前在航空航天、汽车、建筑和船舶等领域已广泛应用树脂纤维复合材料,而RTM成型工艺技术在是当前世界FRP工业中发展最快的成型工艺之一,且在不断应用中日益成熟和完善。利用RTM工艺所生产出来制品的性能和质量与模具有着直接的关系。所以说,RTM工艺中模具的设计是至关重要的。随着CAE计算机辅助工程技术的不断发展,在模具设计时,可对设计和生产工艺过程进行合理的数字化模拟,能够有效避免设计过程中的失误,并可通过模拟结果来指导和优化设计。
1 RTM工艺中模具设计原则
RTM成型工艺过程中,一般注射设备每分钟流量5~10升左右,注射压力从0.01~0.8MPa,一般RTM模具模腔内是3~6kg/cm2,因此对于模具的刚度、定位件、密封结构、锁模机构要求较高,如若模具设计任意一个环节考虑不周的话,不仅难以保证制品的尺寸精确性也很容易出现爆模的意外。
由于RTM模具在设计过程中,会受到多种因素的影响,因此模具在设计时应遵循结构简单合理、功能完备、经济实用的原则。并在设计过程中尽量选择具有良好的机械、热学性能的材料,合适的加工精度,表面要具有较高的光洁度,同时要配合准确、耐用的定位装置和可靠的密封结构,设计合理的进胶口和出胶口位置及监测仪表,同时在设计时也要兼顾综合多种因素对成本进行降低。
2 RTM模具材料选择和结构
在RTM工艺中,模具的产量和精度一般都取决于模具的材料。如树脂和纤维层合板复合材料适合产量较和尺寸精度要求较低的模具;铝合金和钢材则适应于产量高、要求精确的RTM制品。在这情况下,钢材的耐用性能优于铝合金,但因其重量、价格和热学性能不如铝合金,因此在中等产量的模具中高强度的和高硬度的铝合金得到了广泛的应用。
为减轻模具的重量,使其尽可能的轻便,并减少模具制作费用,在模具背部通常制作加强筋来增加模具的刚度,从而提高模具的抗变形能力和提高模具使用寿命。钢结构模具背部加强的型材通常采用点焊将其连接成一体,复合材料模具背部可根据模具的尺寸大小,采用夹层结构形式、复合材料加强筋或金属骨架连接做加强。
在模具初步设计完成后,利用CAE-结构力学模拟软件,如ANSYS结构力学分析、catia有限元结构化分析模块等,对所设计模具的材料厚度、结构进行校核和优化,使模具选材和结构设计更为合理。
3 模具的密封和锁模机构
密封是整个模具制作过程中较为关键的一步,根据模具大小、结构的不同通常选取弹性材料。因在生产过程中模具内部的真实度和压力会使模具发生变形,这样弹性材料会在压力降低时恢复到原来的形态,同时还能多次的反复使用,有利于降低成本。密封圈一般选用O型或V型,密封槽的结构尺寸由所选用的密封圈的外形尺寸来确定。
模具的密封也需要精准的定位和锁模来保证。当模具闭合后,需有大于模具分离力的夹紧力在树脂注入前作用于模具形面上,同时为了保证模具某些部位的位置准确,模具还应具有可靠的定位装置和锁模装置。在传统的RTM工艺中,大部份合模机构才采用螺丝来锁紧合模,这样合模效率低下,根据制品情况可采用气缸或用压机合模平台来进行合模,通过轨道或圆锥形定位销等进行上、下模的合模定位,能有效的加快制品的成型时间。
4 模具分模面和拔模角度
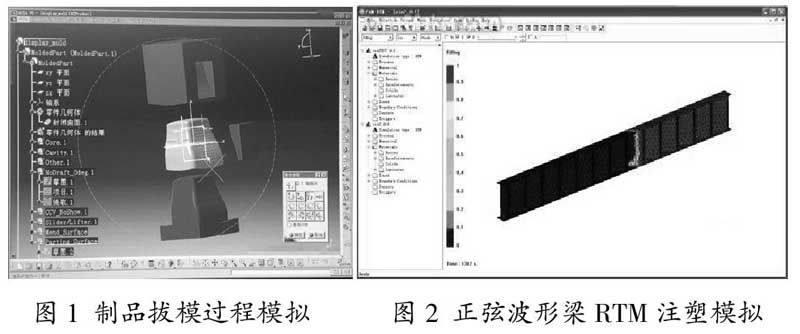
模具設计时必须要考虑是否需要进行分模或者做活块,这一步将影响到制品是否能顺利的生产出来,还有开合模过程的操作是否顺利。同时,模具加工的难易程度、模具部件的重量、制件的精度及操作的便利性(即模具的清理、装模、开模和脱模简单易行)等在分模面的设计时应综合进行考虑。基于开模的可行性,分模面的位置一般应安置在制件的对称面上。模具设计时可采用CATIA、UG等三维软件的模具设计工作台,依次定义型芯/型腔区域、开模方向、创建分模面、模具分型等操作,模拟模具零件组装配合、制品拔模等过程,对设计进行有效的验证。
原模在制作过程中要考虑到R角的处理,通常制品厚度越厚其R角也就越大。另外还要考虑到脱模斜度的问题,有脱模斜度的制品脱模力小,脱模顺利且不易损伤模具表面。根据制品的外形情况和技术条件许可尽量加大脱模斜度,如果技术条件不具备的情况下也要预留不小于3‰的脱模斜度。
5 树脂注入口和排气口
注胶口和出胶口的位置是RTM模具设计工作需要最早确定的设计参数。不同的注胶口和出胶口位置选择会直接影响树脂的填充路径、总的填充时间、填充过程中树脂在腔体内的压力分布、树脂前锋流动速度、树脂损失量等,进而决定制品是否可能存在气泡、干斑的分布和数量等缺陷水平。不合理的注/出胶口选择甚至可能导致树脂无法充满等情况。
在模具设计之初采用计算机仿真技术模拟在不同的注/出胶口方案中树脂在型腔内的填充过程,就可以提前预测树脂能否填满整个型腔,总的注塑时间是否合理,以及树脂损失量等,从而减少试模次数和尽可能避免模具的重新设计。对于结构复杂的复合材料构件,诸如蒙皮加筋结构的一次成型,往往需要多个注胶口和多个出胶口通过相应的开关进程控制来实现充分的填充。此时,即便采用了相同的注胶口/出胶口分布方案,注/出胶口的开关历程不同,填充情况也会截然不同。
使用PAM-RTM树脂注射工艺仿真软件,可以通过设置与相应传感器相关联的控制开关来控制各胶口的开关状态。从而模拟在各种开关历程中,树脂的注塑情况,从而快速高效地得到较为合理的树脂注塑方案。通常RTM模具设计时注/出胶口设于上模,对于几何形状较规则的模具注胶口设置在其几何中心,不规则的模具注胶口一般位于模具注射状态下制件的最底端,出胶口一般安放在制品的最高点以及不利于排气的位置。
6 结束语
随着技术的快速发展,复合材料制品向着尺寸更大、更厚,结构更复杂,一体化程度要求更高等特点,而做为复合材料制造过程中的关键技术的模具设计,其设计水平的高低则直接影响着RTM制品的成本、质量和性能,RTM模具设计也正面临着新一轮的挑战。在经济社会的快速发展过程中,对模具的设计和制造水平有了更高的要求,这就需要模具设计中在综合考虑各种因素的影响,从而使模具设计更适宜制品的需求。
