一种油底壳破裂故障的问题分析和解决方案
2013-04-11李际刚付吉臣王磊
□李际刚 □付吉臣 □王磊
济南柴油机股份有限公司 济南 250306
1 工件结构和故障的介绍
油底壳部件是润滑油容器,安装在柴油机的下方,以保证各运动副的润滑。本文介绍的是一种中大功率柴油机的油底壳,壳体采用厚3 mm的低碳钢板冲压成形,中间隔板采用厚6 mm的低碳钢板与壳体焊接为一体。由于壳体太大,中间设4道隔板,对壳体起到刚度加强作用。隔板下方开口,其作用是既防止了油底壳内的机油整体晃动太过剧烈,又保证了隔板之间的机油在下部相互联通为一体。结构示意如图1所示。
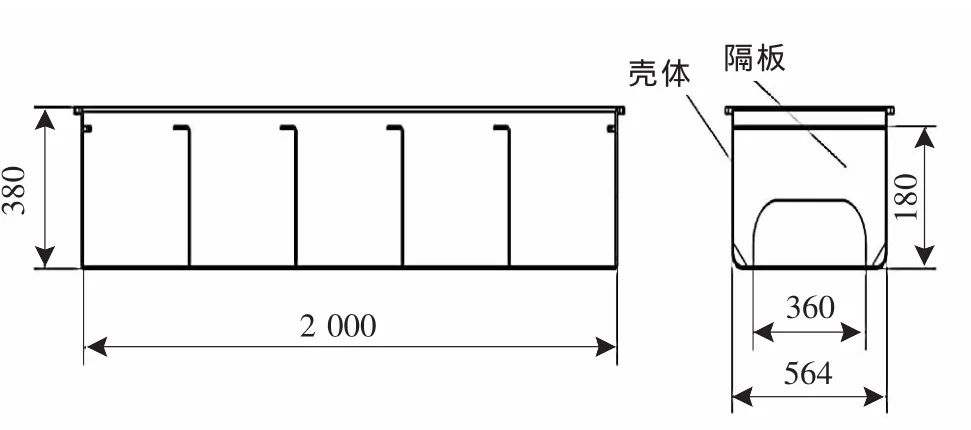
▲图1 油底壳隔板结构
柴油机试验之初没有问题,问题出现在耐久试验到第40多个小时之时,油底壳出现裂纹,机油泄露。经过拆检,发现裂纹出现在油底壳隔板与壳体底部焊接处(如图2所示),裂缝以隔板焊缝内侧端点“B”和“C”为切点,沿壳体纵向(与隔板焊缝方向垂直)在壳底母材上扩展形成裂缝。

▲图2 油底壳裂缝示意
这种裂缝发生的特点是:一旦出现微裂纹,就会迅速扩展为大裂缝,而且在几道隔板的B、C点处相继出现。问题出现之初,设计者分析是焊接工艺方面的原因。更换了电焊工,采用更加规范的焊接工艺和更加严格的检验标准,结果油底壳经过试验之后,问题依旧没有改善。
2 裂缝形成的原因
由于中大功率柴油机的振动较大,油底壳内装的机油量也大,机油随机器振动,呈上下颤动趋势,施加在壳体底面上的作用力也就很大。如图2所示的隔板,较短的A-B段和C-D段分别与壳底焊接,而很长的B-C段悬空,未与壳底焊接,成为壳底刚度最薄弱部位。这个薄弱部位随机油上下振动,形成了以B、C为支点,类似重槌敲击鼓面般的颤动。柴油机曲轴的转速为1 000~1 500 r/m in,壳底钢板也会依此频率颤动,且以B、C为支点作微量的交变弯曲,使钢板首先在此处疲劳变脆,从而出现裂纹,裂纹扩展,最终导致壳底钢板破裂。笔者认为,这种破坏主要与壳体的刚度和隔板的设计结构有关,与焊接工艺、焊接质量以及焊接应力的去除等因素关系不大。
3 改进隔板结构
经过以上分析,解决问题思路应从提高油底壳壳底刚度方面考虑,有以下3种方案可供选择:
1)增加壳体材料厚度;
2)在壳体底面压制起伏筋,以增加壳底刚度;
3)合理改进油底壳隔板形状。
增加壳体材料厚度法,会使工件重量和成本大大增加;底面压制起伏筋法,对小批量多品种产品,设备和模具投入费用较大。鉴于前两种不理想方案,笔者采用了第3种方案,设计了如图3所示的隔板。将原来的一个大开口分成四个小开口,隔板与壳底的5个接触点均采用焊接。隔板作改进后,不但增强了油底壳底面的刚度,而且工件重量和成本增加很小,是一种既经济又实用的解决办法。试验证明,如此改进油底壳隔板结构后,彻底解决了油底壳破裂问题,这种方案在产品的设计中沿用至今。

▲图3 改进后的油底壳隔板结构
4 结论
隔板的设计在整个油底壳的设计乃至整个发动机的设计上看似很简单,可能不会引起设计者足够的重视,而往往是在这些小地方会出现大故障。笔者认为,此问题应引起广大机械设计和制造者认真地思考。
