提高某超级铁精矿制备过程中的反浮选回收率*
2013-04-03付刚华宋晓雷郭宇峰周建沣郑富强
付刚华 宋晓雷 郭宇峰 周建沣 郑富强 何 静
(中南大学资源加工与生物工程学院)
还原铁粉因其具有较大的比表面积和发达的海绵体结构,已成为粉末冶金工业中生产自润滑轴承、减震器部件、链轮、凸轮等不可缺少的原材料[1]。用于制备还原铁粉的原料主要为轧钢铁鳞和超级铁精矿,前者是钢材在轧制过程中表面氧化层自行剥落而产生的[2],后者一般是普通磁铁精矿通过进一步选矿深加工获得的铁品位大于71%且磁性铁占99%以上、SiO2含量小于0.6%的磁铁矿精矿[3]。来源于超级铁精矿的还原铁粉比表面积更大、海绵体结构更加发达,能在很大程度上改善铁粉的压坯烧结性能[1],这使超级铁精矿已成为制备还原铁粉的首选原料。但是,我国铁矿石资源贫矿多、富矿少、伴生组分多,适合用作超级铁精矿生产原料的铁矿石资源非常匮乏,因此,利用有限的资源高质高产地获得超级铁精矿具有重要意义。
有关超级铁精矿的选矿深加工方法有较多报道[3-7]。与单一磁选或单一浮选工艺相比,磁(重)选—反浮选联合工艺在保证超级铁精矿产品质量方面优势明显。其中,反浮选多采用十二胺作为捕收剂[8-9],但十二胺存在选择性较差、受矿泥影响大等缺点,实际生产中单独使用时超级铁精矿回收率偏低,不利于资源的合理利用和提高经济效益。本研究针对安徽某粉末冶金公司采用再磨—弱磁再选—单纯十二胺反浮选工艺从普通铁精矿生产超级铁精矿过程中反浮选作业回收率低的问题,通过添加调整剂来改善十二胺的反浮选效果,并通过提高矿浆浓度来提高反浮选的生产效率,此外还分析了调整剂的作用机理。
1 试验原料及药剂
1.1 试验原料
以安徽某粉末冶金公司提供的普通磁铁精矿为试验原料,其化学多元素分析结果和铁物相分析结果如表1、表2所示。

表1 试验原料化学多元素分析结果 %
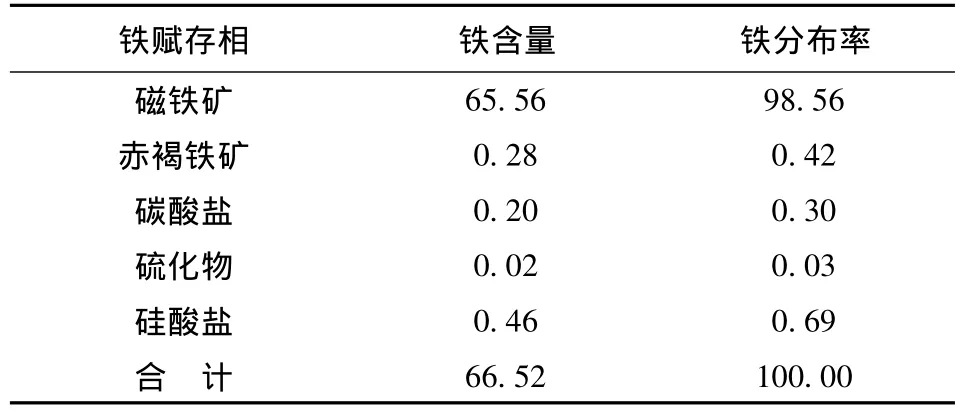
表2 试验原料铁物相分析结果 %
由表1可知,试验原料铁品位为66.52%,SiO2含量为6.85%,其他杂质含量很低,有害元素S、P微量。
由表2可知,试验原料质地优良,其中的铁有98.56%以磁铁矿形式存在,以其他相态存在的铁仅占1.44%。
试验原料的显微结构如图1所示。可见,磁铁矿晶粒较大且大部分与石英镶嵌共生或包裹着石英,只有小部分粒度较细的磁铁矿颗粒单体解离,少见磁铁矿被脉石矿物包裹的情况。

图1 试验原料显微照片
1.2 试验药剂
试验所用的pH调整剂Na2CO3、分散剂水玻璃、抑制剂淀粉均为分析纯;捕收剂十二胺为化学纯,常温下为固态,与盐酸以等摩尔比混合,加热水溶解并稀释成1%浓度的胺盐溶液,冷却后使用。
2 试验方法
试验流程如图2所示。
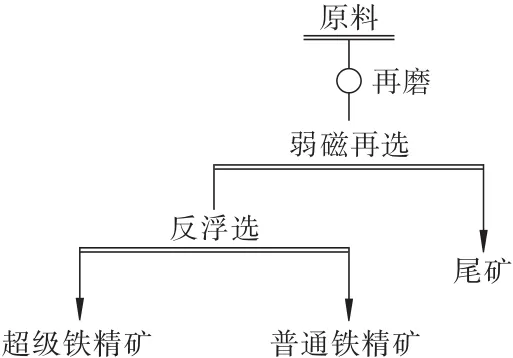
图2 试验流程
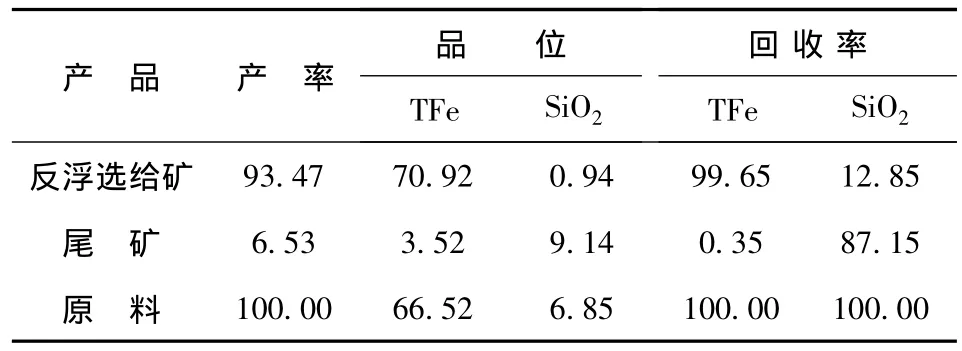
表3 弱磁再选结果 %
反浮选试验在转速为2 500 r/min的RK/FD 1.5 L单槽浮选机中进行,矿浆温度为常温,反浮选时间为12 min,考察3种调整剂和矿浆浓度对反浮选效果的影响。反浮选槽内产品即为超级铁精矿,泡沫产品铁品位较高,仍可作为普通铁精矿利用。
3 反浮选试验结果与讨论
3.1 调整剂试验
3.1.1 单一调整剂对反浮选的影响
在捕收剂十二胺用量为130 g/t、矿浆浓度为24%的条件下,考察Na2CO3、水玻璃、淀粉这3种调整剂单独使用时对反浮选效果的影响,试验结果见表4。
从表4可以看出:不添加调整剂时,尽管超级铁精矿铁品位高达72.19%,但作业产率和作业铁回收率偏低,分别只有43.41%和44.61%;分别添加3种调整剂后,超级铁精矿铁品位均略有下降但仍大于71%,作业产率和作业铁回收率则都有不同程度的提高(作业产率最多可提高达44.18个百分点,相应的作业铁回收率提高43.47个百分点)。这表明3种调整剂都有助于提高十二胺的选择性,可有效增加超级铁精矿的产量。
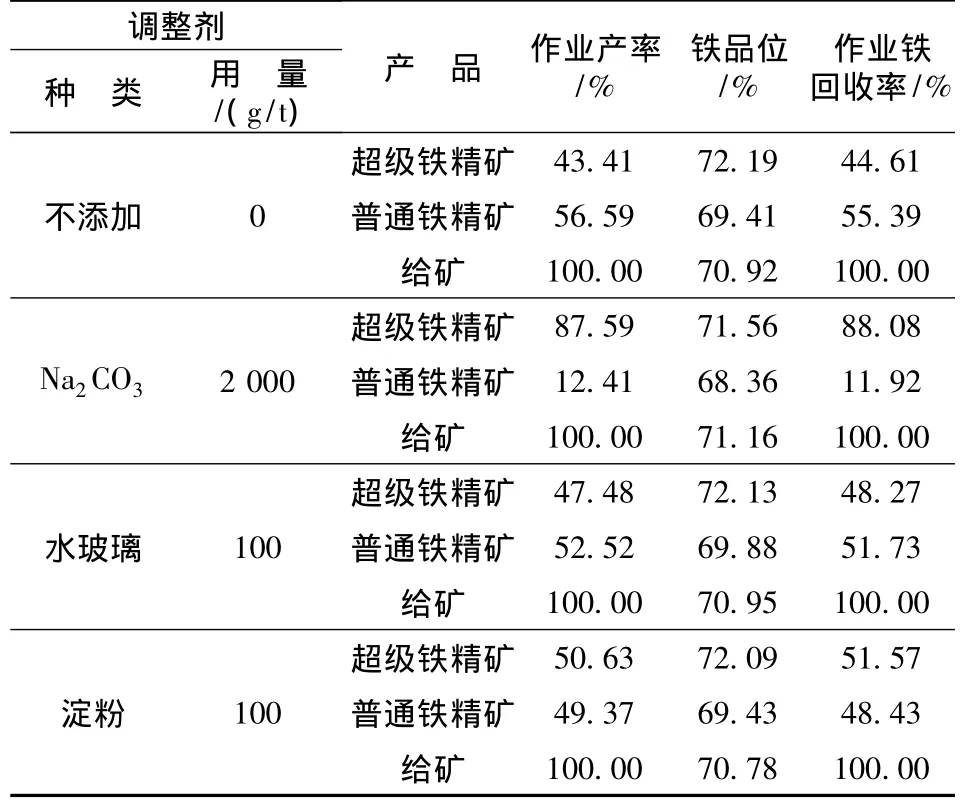
表4 单一调整剂对反浮选的影响
3.1.2 3种调整剂的联合使用
Na2CO3、水玻璃和淀粉改善十二胺选择性的作用机理各不相同,优势互补可达到更好的效果,为此将它们联合使用,并通过条件试验确定了它们各自的合适用量。
3.1.2.1 Na2CO3用量试验
在水玻璃用量为100 g/t、淀粉用量为100 g/t、十二胺用量为130 g/t、矿浆浓度为24%的条件下考察Na2CO3用量对超级铁精矿指标的影响,试验结果如图3所示。

图3 Na2 CO3用量对超级铁精矿指标的影响
由图3可以看出:超级铁精矿铁品位在Na2CO3用量为0~2 000 g/t时保持在72%以上,在Na2CO3用量为2 500 g/t时下降至71.75%;超级铁精矿作业铁回收率随着Na2CO3用量的增加不断提高,但在Na2CO3用量达到2 000 g/t后提高幅度很小。因此,确定Na2CO3用量为2 000 g/t。
3.1.2.2 水玻璃用量试验
在Na2CO3用量为2 000 g/t、淀粉用量为100 g/t、十二胺用量为130 g/t、矿浆浓度为24%的条件下考察水玻璃用量对超级铁精矿指标的影响,试验结果如图4所示。

图4 水玻璃用量对超级铁精矿指标的影响
由图4可以看出,水玻璃用量在100~200 g/t时,可以较好地发挥其分散性能,起到改善反浮选环境的作用,尤其是水玻璃用量为200 g/t时,超级铁精矿的铁品位和铁回收率均达到最高值。因此,确定水玻璃用量为200 g/t。
3.1.2.3 淀粉用量试验
在Na2CO3用量为2 000 g/t、水玻璃用量为200 g/t、十二胺用量130 g/t、矿浆浓度为24%的条件下考察淀粉用量对超级铁精矿指标的影响,试验结果如图5所示。

图5 淀粉用量对超级铁精矿指标的影响
从图5中可以看出:适当增加淀粉的用量,可以更多地抑制铁矿物,提高超级铁精矿的铁回收率;但淀粉达到一定用量后,再增加其用量不仅铁回收率提高幅度有限,而且会强烈抑制连生体,导致超级铁精矿的铁品位下降。根据表5结果,选择淀粉用量为100 g/t,此时超级铁精矿的铁品位与不使用调整剂时相当,为72.17%,作业产率和作业铁回收率则分别达到88.34%和89.58%,比不使用调整剂时提高了44.93和44.97个百分点,比使用单一调整剂时也至少提高了0.75和1.50个百分点。
3.2 矿浆浓度试验
提高矿浆浓度可提升反浮选作业的处理能力,从而提高反浮选作业的生产效率。在Na2CO3用量为2 000 g/t、水玻璃用量为200 g/t、淀粉用量为100 g/t、十二胺用量为130 g/t的条件下进行提高矿浆浓度的反浮选试验,结果见图6。

图6 提高矿浆浓度对超级铁精矿指标的影响
由图6可知,随着矿浆浓度的提高,超级铁精矿的铁品位和铁回收率均呈下降趋势。这主要是因为矿浆浓度提高后影响了气泡的弥散并使矿物颗粒与药剂的接触变得相对困难,从而恶化了分选效果。
根据表6结果,综合考虑超级铁精矿指标和反浮选生产效率,选定反浮选矿浆浓度为28%,此时所得超级铁精矿的作业产率和作业铁回收率仅分别比矿浆浓度为24%时下降1.80和1.89个百分点,但反浮选作业的处理能力提高了16.67%,且超级铁精矿的铁品位仍在72%以上。
3.3 最终反浮选试验结果
在Na2CO3用量为2 000 g/t、水玻璃用量为200 g/t、淀粉用量为100 g/t、十二胺用量为130 g/t、矿浆浓度为28%的条件下进行最终反浮选试验,结果如表5所示。

表5 最终反浮选试验结果 %
由表5可知,在选定条件下进行反浮选,可获得对原料产率和铁回收率分别高达 80.60%和87.38%的超级铁精矿,其铁品位为72.12%、磁性铁占99.92%、SiO2含量为0.12%,质量完全满足要求。
4 组合调整剂作用机理
十二胺在水中溶解度很小,本试验将十二胺与盐酸生成盐酸盐使用,其水解反应式为[10]
水解各组分中,起主要捕收作用的是胺阳离子,它能通过静电力在荷负电的矿物表面吸附从而使其疏水上浮。从上述反应式可以看出,胺阳离子浓度与矿浆pH值密切相关:随着pH值的提高,胺阳离子浓度降低;随着pH值的降低,胺阳离子浓度上升。
石英的零电点pH值为1.8,磁铁矿的零电点pH值为6.5,矿浆pH值大于6.5时,磁铁矿和石英表面均会带负电,而零电点pH值低的石英表面会具有更高的电负性[11]。试验中,未添加Na2CO3时矿浆pH值为7.0,添加2 000 g/t Na2CO3后,矿浆的pH值提高到8.53,此时磁铁矿和石英表面的电负性差异明显增大,石英因其表面荷更多的负电而更易与胺阳离子作用。添加淀粉后,由于矿浆中OH-离子浓度很高,因而相比于带负电的淀粉,石英表面的氧更易与OH-键合,此时石英表面的金属阳离子也形成了羟基络合物,难与淀粉发生化学键合作用,故淀粉不易吸附于石英表面[12]。这样,淀粉分子就会通过氢键、范德华力的作用在磁铁矿表面吸附使其受到抑制,同时,淀粉吸附产生的罩盖作用也会使胺阳离子难与磁铁矿发生作用。这使得胺阳离子能够选择性地在未被淀粉罩盖的石英表面吸附并因静电力的增大而具有更高的吸附强度。此外,水玻璃作为一种矿泥分散剂,在与Na2CO3联合使用时分散效果得到强化,分散作用弱化了细粒矿物的团聚,改善了浮选环境,为十二胺在石英表面的吸附以及表面疏水的石英与气泡的吸附创造了有利条件。
通过上述分析可知,尽管添加调整剂后会造成矿浆中胺阳离子浓度降低,但胺阳离子对石英的选择性明显提高,因而可在保证超级铁精矿铁品位的基础上提高其铁回收率。
5 结论
(1)单独使用130 g/t十二胺时,超级铁精矿的铁回收率仅为43.44%;分别添加调整剂Na2CO3、水玻璃、淀粉均能改善十二胺的选择性,从而提高超级铁精矿的铁回收率,三者联合使用效果更佳。
(2)Na2CO3、水玻璃、淀粉共同与130 g/t十二胺配合使用时,各自的适宜用量分别为2 000、200、100 g/t,此时在24%矿浆浓度下进行反浮选,所获超级铁精矿的铁品位为72.17%,作业铁回收率可达到89.58%(对原料为89.27%)。在相同的药剂制度下将矿浆浓度提高到28%进行反浮选,可使反浮选作业的处理能力提高16.68%,所获超级铁精矿的铁品位为72.12%,作业铁回收率为87.69% (对原料为87.38%)。
[1] 俞燮廷.用高纯超级铁精矿生产优质还原铁粉之我见[J].粉末冶金工业,1996,6(3):7-13.
[2] 崔建民,李松林,袁 勇.钢铁粉末[M].长沙:中南大学出版社,2012:47-48.
[3] 李朝晖,郭秀平.一种新的超级铁精矿生产工艺[J].国外金属矿选矿,2004,41(2):39-41.
[4] 王建刚,等.铁矿石精选技术与经济[M].北京:冶金工业出版社,1992:256-267.
[5] 廖 锦,吴城材.LMC立式脉冲磁选机提取超级铁精矿的研究[C]∥2008年全国金属矿山难选矿及低品位矿选矿新技术学术研讨与技术成果交流暨设备展示会论文集.马鞍山:《金属矿山》杂志社,2008:403-405.
[6] 袁志涛,梁海军,韩跃新,等.用脉冲振动磁场磁选柱生产超级铁精矿的试验研究[J].中国矿业,2003,12(5):54-55.
[7] 覃文庆,邱冠周,孙水裕.阳离子反浮选法制取高纯铁精矿的研究[J].矿产综合利用,1996(3):12-15.
[8] 张锦瑞,王伟之,赵振才.论超级铁精矿的研究现状与方向[J].矿冶工程,2000,20(4):1-3.
[9] 何国勇,朱永坤.胺类捕收剂在铁精矿脱硅反浮选中的作用机制[J].矿产保护与利用,1999,1(1):44-46.
[10] 谢国先,罗廉明,张树洪.胺类捕收剂在铁精矿脱硅反浮选中的作用机制[J].金属矿山,2009(8):42-44.
[11] 王淀佐,邱冠周,胡岳华.资源加工学[M].北京:科学出版社,2005:203-207.
[12] 孙传尧,印万忠.硅酸盐矿物浮选原理[M].北京:科学出版社,2001:313-319.
