数控机床导轨变形误差补偿技术研究
2013-03-31刘勇军董慧敏张英
刘勇军,董慧敏,张英
(鹤壁职业技术学院机电工程学院,河南鹤壁458030)
随着对机械零部件精度的要求越来越高,如何提高数控机床的加工精度是机械制造业研究的重要内容,数控机床导轨在机床中起着承受载荷和导向的作用,是机床各主要部件的相对位置基准和运动基准,导轨的精度对机床的加工精度有着直接的影响。导轨在受到自身质量、载荷和磨损等因素的作用下必然会产生形状改变,弯曲是导轨精度下降的主要表现形式。导轨弯曲变形后,其弯曲变形呈现出靠近经常工作点处的曲率较大的不规则性,也给机床硬件结构调整以及消除误差带来了难度。目前广泛使用的是在制造导轨时让其上凸,随着使用时间的增加,导轨逐渐变为直线,然后再变为下凹,但这不能从根本上解决问题。文中从软件误差补偿的思路出发,首先分析了导轨变形对加工零件形状的影响,然后对导轨变形曲线进行拟合,并推导了补偿公式,阐述了利用数控指令修正来补偿导轨变形造成的加工精度降低,为提升数控机床加工精度提供理论参考。
1 导轨变形对加工件的影响
导轨的变形形式主要是下凹,故在此主要讨论导轨下凹对加工零件的影响。图1为导轨变形后的曲线,从图中可以看出在靠近机床原点的工作台经常工作处下凹最为严重,而靠近机床参考点处则下凹较小。

图1 变形后的导轨曲线
一旦导轨发生变形,将对加工零件精度产生重要影响,如图2所示,其最直接的影响是使零件的尺寸变大,欲加工工件的半径为x,在导轨下凹δ后,加工工件的半径变为x',则工件直径误差值e为:

由图2可知:

故工件直径误差为:


图2 导轨变形对加工零件的影响
导轨下凹还将对刀具的受力性能产生不利影响,这里不再赘述。
2 导轨变形曲线拟合
对误差进行补偿,首先要知道沿z轴任意位置的误差量e,由式 (3)可知,加工件的误差e与导轨下凹量δ有关,而δ是一个随着坐标z变化而变化的物理量,所以要知道沿z方向任意位置的下凹量δ,显然,沿z方向全程测量导轨的下凹量是不可能的。在不失精度的情况下,可以采取沿z方向测量部分下凹量来拟合导轨下凹曲线的简化方法。
如图3所示,利用水平仪、激光干涉仪等方法沿z向测量n个点的下凹量δ1,δ2,…,δn,然后利用最小二乘法来拟合导轨曲线,这样就可以得到δ与z的函数,即:
δ=f(z)

图3 导轨曲线最小二乘拟合
当然,根据导轨距离卡盘附近下凹量较大、远离卡盘处下凹量较小的特点,也可以按照把导轨下凹曲线按照分段拟合,这样拟合精度会更高,如导轨曲线分为两段来拟合:

式中:zp为分段点z向坐标;
zm为导轨z向极限坐标。
3 误差补偿方法
如上所述,由于导轨的变形将导致加工件的直径变大,误差补偿问题就变为如何将加工件的直径相应减小的问题,从而抵消由于导轨变形而引起的直径增大,这样就可以保证在导轨变形的情况下,加工出来的工件精度仍然满足要求。
由图4可知,在x(加工程序中的x值)、δ(小凹量,由最小二乘法拟合得到)已知的情况下可以方便求出补偿量ε:

求出补偿量ε后,在运行程序时,使刀具在x方向上前进ε,这样刀尖的轨迹仍然与理想轨迹重合,从而达到了误差补偿的目的。具体做法是在编制完加工程序后,将程序上传至装有误差补偿软件的PC中,误差补偿软件分析程序结构,将补偿量嵌入程序中,生成新的程序,然后下载到机床CNC中进行加工。

图4 补偿量计算
4 指令修正技术
理论数控指令是指根据机床理想运动模型对刀具路线编写的指令,当机床导轨弯曲变形较大时,用理论指令直接驱动电机,由于机床运动过程中的误差没有得到补偿,往往造成加工误差过大,不能满足产品精度需要。相反,如果根据机床运动误差变化情况对理论指令进行适当的修正,用修正后的数控指令驱动电机则能减小加工误差,实现精加工的目的,这就是指令修正技术,数控指令修正技术是软件误差补偿的关键环节之一。
由式(5)可以得到指令修正前后的关系矩阵:

式中:x为补偿后的x轴坐标值;
z为补偿后的z轴坐标值;
xr为补偿前的x轴坐标值;
zr为补偿前的z轴坐标值;
ε为补偿量。
将式(3)—(5)代入到式(6)中可得:
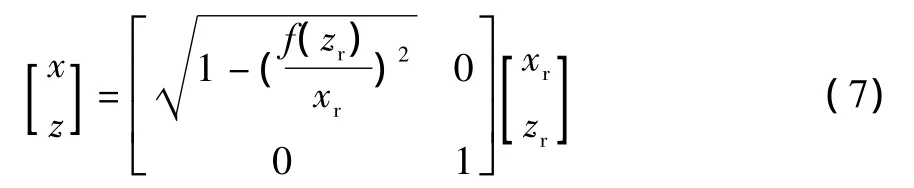
这样,补偿后的x、z只与补偿前的xr、zr有关系,选取适当的步长,对原数控指令进行细分计算,就可以得到修正后的数控指令。修正过程可以采取C语言或Visual C++等高级语言编程,修正后的指令再传给CNC机床进行零件加工。
5 CK6140车床误差补偿
为了说明导轨弯曲变形对加工件的精度影响,并验证采用误差补偿技术对提高加工精度的作用,对CK6140型车床的导轨等距选取了18个点 (每隔50 mm),并对下凹量进行了测量,测量值见表1。

表1 CK6140车床导轨下凹量
图5是根据对导轨下凹量测量的结果采用最小二乘法拟合的3次导轨曲线,从图中可以看出在(-0.90,-0.32)范围内曲线拟合与实际测量结果较为接近,而在 (-0.32,0)范围内与实际相差较大,因为这一段采样点的测量结果都为0,故可以对导轨曲线进行处理,即当坐标在 (-0.90,-0.32)内时,按拟合曲线补偿,在 (-0.32,0)内时,补偿量为0。
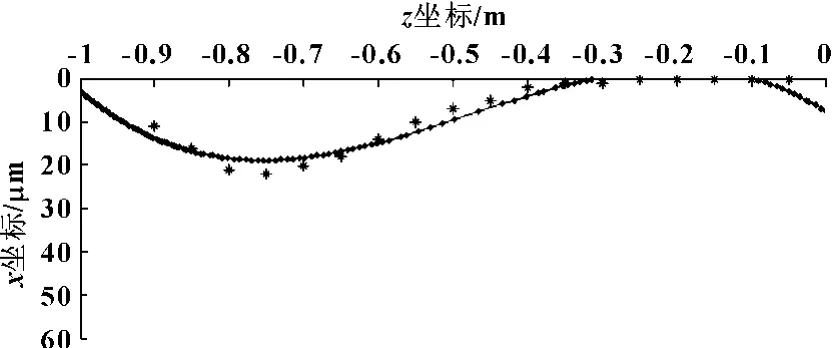
图5 导轨曲线拟合
导轨下凹量拟合曲线方程为:

假如数控车床加工一个圆柱为φ50的一段的轴,加工段z轴绝对坐标从600到603,理想状态下精车代码(准备代码略)为:

补偿后的代码为(取步长为0.05):

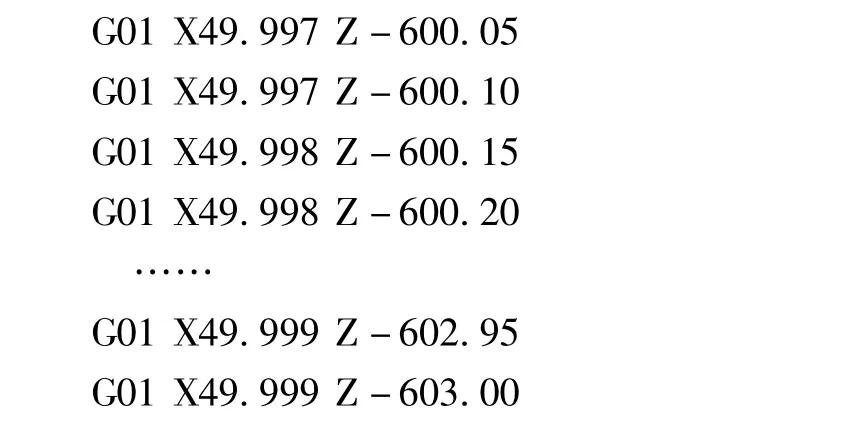
由于实验导轨较短、弯曲量不大,故从代码中可以看出,补偿量并不大。对于大型、重型机床、导轨弯曲量较大的情况下,更能体现误差补偿的优势。
6 结论
(1)弯曲变形是数控车床导轨失效的主要形式,数控车床导轨弯曲变形将对零件加工精度产生重要影响。
(2)分析了导轨变形对加工零件精度的影响,阐述了对导轨弯曲变形进行曲线拟合的方法,推导了补偿量的计算公式,介绍了指令修正技术,并对CK6140型数控机床进行了实际补偿。
(3)所提出的补偿方法和指令修正技术可以为数控机床全局误差补偿提供理论支持和参考。
【1】李恒熙,胡志玲.机床导轨误差对机械加工品质的影响[J].机械制造与研究,2006(3):34-35.
【2】曲智勇,陈维山,姚郁.导轨几何误差辨识方法的研究[J].机械工程学报,2006,42(4):201-205.
【3】王哲,赵爱国,赵德云.数控机床定位精度的综合分析[J].机械设计与制造,2010(9):132-133.
【4】韩丽娟,张立成,王幼勇.机床导轨直线度误差的测量及数据处理[J].煤矿机械,2007,28(9):83-86.
【5】李耀明,沈兴全,王爱玲.数控机床误差补偿的数控指令修正方法研究[J].陕西科技大学学报,2009,27(6):80 -84.
【6】彭志,王立鹏,王欣彦.数控机床导轨面变形预补偿的有限元分析[J].机床与液压,2011,39(12):26-27.
【7】裴旭明,刘超锋.在役机床导轨面失效的危害与原因分析[J].组合机床与自动化加工技术,2011(6):37-40.
【8】姜万生,黎永前,乐清洪.精密机床几何误差补偿技术及应用[J].制造业自动化,2002,24(12):47-49.
