凹模涨裂与凸模啃口的问题分析及解决措施
2013-03-22韩森和韩祺娟
韩森和 韩祺娟
(武汉职业技术学院,湖北 武汉 430074)
1 引言
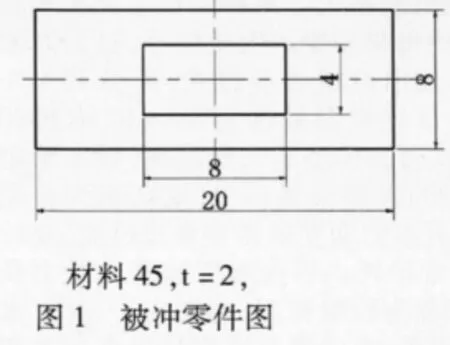
武汉职业技术学院“校中厂”内有一副始用挡料+固定挡料定距,冲压零件为如图1所示的级进模。在冲压生产过程中发现,凹模型孔到挡料销固定部分型孔之间出现了裂纹,凸模刃口经常出现啃口现象,使模具长期处于病态下工作,严重影响产品质量和模具寿命,必须分析原因,采取措施。现将该模具问题产生的原因、改进措施论述如下:
2 模具问题分析及解决措施
1)凹模型孔到挡料销固定部分型孔之间出现裂纹的问题分析及解决措施
(1)凹模出现裂纹的问题分析
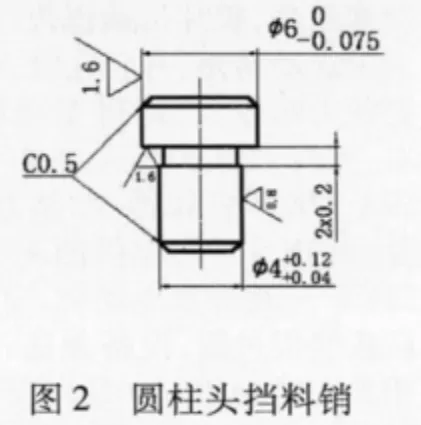
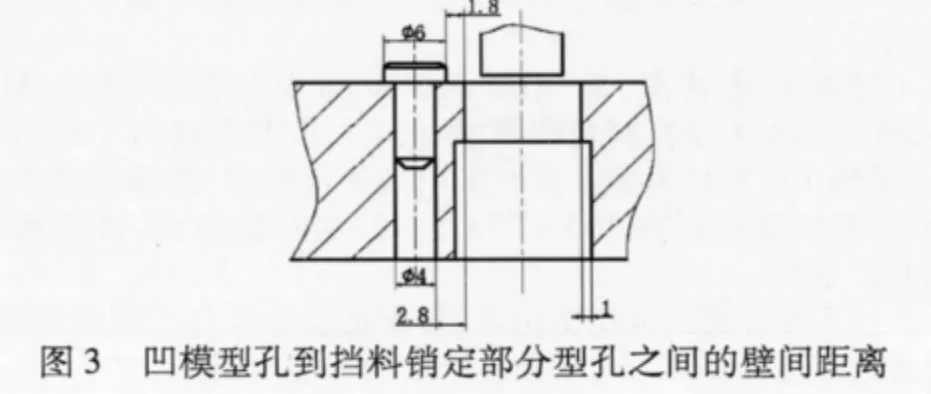
凹模型孔到挡料销固定部分型孔之间出现微小裂纹的原因,可能是凹模淬火硬度太大,脆裂所引起的。还有可能是凹模型孔到挡料销固定部分型孔之间的壁间距离太小所引起的。通过对凹模硬度的检查,凹模的淬火硬度不是很高,脆裂所引起的可能性不是很大。剩下的问题是对凹模型孔到挡料销固定部分的型孔之间的壁间距离进行分析。按照冲压模具国家标准,在落料模和级进模中,控制条(带)料向前送进步距的是,采用圆柱头挡料销,或者园柱削边挡料销二种[1]。由于圆柱头挡料销比园柱削边挡料销加工方便,在一般的冲裁模具中,控制条(带)料向前送进步距的都是采用圆柱头挡料销挡料。由于该模具采用了冲裁模具中常用的圆柱头挡料销(如图2所示),来控制条料向前送进的步距。所以,凹模型孔到挡料销固定部分型孔之间的壁间距离只有2.8mm(如图3所示),凹模强度不够。加上该模具冲压的零件材料为45钢,硬度较大,再加上板料厚度为2mm,厚度也较大,零件冲压后又是下出料,冲压对凹模的涨力很大。所以凹模型孔到挡料销固定部分型孔之间就出现了微小的裂纹。
(2)解决凹模裂纹的措施
由于凹模型孔到挡料销固定部分的型孔之间的壁间距离只有2.8 mm,凹模强度不够,按照冲压模具国家标准,增加凹模型孔到挡料销固定部分型孔之间距离的方法是,采用头部削边的园柱挡料销(如图4所示)来解决这个问题。
采用头部削边的园柱挡料销,就是因为头部削边的园柱挡料销的固定部分和挡料部分都为园形,加上凹模固定部的型孔也是园形,加工设备只需要车床、铣床和磨床,即可加工成形。使用钻床和铰刀,即可加工凹模固定部分的型孔。由于头部削边的园柱挡料销采用的是普通设备,加工很方便。但是,头部削边的园柱挡料销固定部分是园形,挡料部分为非园形,安装在模具中使用时可能会转动,影响正常使用。还需要在头部削边的园柱挡料销与凹模固定部分的型孔之间加上防转销。由于需要加上防转销,使简单的加工变得复杂了。
鉴于模具零件加工设备数控线切割的大量普及。如果采用数控线切割加工挡料销和凹模固定部的型孔,则可将园柱削边挡料销改成矩形型孔固定的钩式挡料销(如图5所示)。

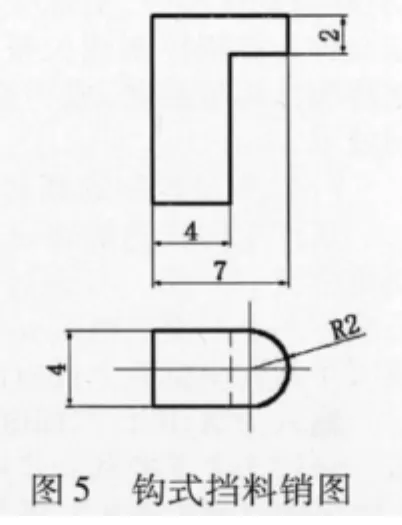
采用既钩式挡料销后,既可以将挡料销固定部分与凹模型孔之间的壁间距离由原来的2.8mm增加到4.8mm(圆柱头挡料销伸出固定部分型孔的距离为1mm,钩式挡料销伸出固定部分型孔的距离为3mm),增加了凹模的强度,还不需要在挡料销与凹模型孔之间加防转销,很好的解决了这个问题。
2)凸模刃口经常出现啃口现象的问题分析及解决措施
(1)凸模刃口出现啃口现象的问题分析
凸模刃口经常出现啃口现象的主要原因为,凸模固定不稳,模具导向精度不高,冲裁时凸、凹模刃口发生干涉所引起的。由于模具导向精度是由模架精度保证的,一般不会有什么问题。则凸模固定不稳,成为冲裁时凸、凹模刃口发生干涉啃口的主要原因。
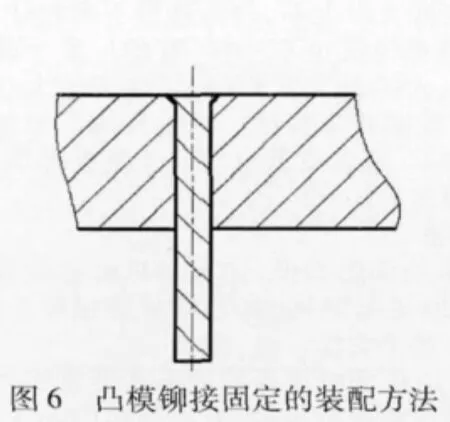
凸模在固定板中的固定,按照凸模的截面现状和截面尺寸的大小,圆形凸模一般为台阶式凸模,台肩固定。非圆形凸模常见的固定方式为:小于冲孔最小尺寸的小截面的凸模采用台阶式凸模,台肩固定;凸模截面上可以分布两个销钉,至少一个螺钉的大截面凸模采用销钉定位,螺钉紧固;介于两者之间的中截面凸模采用直通式,铆接固定。该模具中的冲孔凸模为非圆形中截面的凸模,采用的方法是直通式铆接固定(如图6所示)。
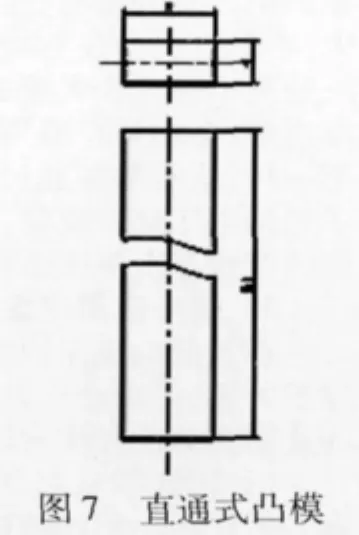
对于中截面的凸模采用直通式铆接固定时,凸模的加工方法是:采用厚度大于凸模1mm高度的块状毛坯经过淬火之后,由数控线切割切割成直通式凸模(如图7所示),再将直通式凸模固定部分的头部经高频退火,并且及时打坯凸模固定部分的头部后待用。固定板的加工方法是:在铣、磨成型的固定板模板上,采用数控线切割的方法,加工出固定凸模的型孔,再用铣或者锉削的方法,在型孔边缘加工出C1的倒角后待用。凸模铆接装配方法是:将凸模装入固定板的型孔,使凸模头部突出直壁的部分沉入固定板型孔的倒角部位,再将固定板背部磨平之后,完成了凸模铆接固定的加工和组装方法。
由于凸模固定部分的头部打坯是靠人为控制的,所以凸模固定部分打坯的头部周边出现材料的多少不一样。当凸模装入固定板之后,凸模背部沉入固定板型孔倒角部位周边的材料是不一样的。这样就可能会使凸模背部打坯突出的部分与凸模固定板型孔倒角部位产生局部接触(如图8所示)。当模具冲压时受到侧向力的影响之后,凸模容易产生歪斜与凹模刃口发生干涉而啃口。
(2)凸模刃口出现啃口现象的解决措施
由于凸模受到侧向力的影响之后,凸模容易产生歪斜与凹模发生干涉而啃口,则可以采用横销固定[2](如图9所示)的方法来代替铆接固定。也就是将凸模用数控线切割的方法加工成直通式之后,再将凸模固定部分割出一个可以安装一个横销的矩形孔。为了让凸模上的横销能够沉入固定板,在固定板型孔的上部加工一个可以让横销沉入固定板的让位槽。组装时,先将横销插入凸模固定部分的矩形孔内,再将带有横销的凸模装入凸模固定,最后将凸模与固定板的背后磨平即可。


3 结束语
本文针对对武汉职业技术学院“校中厂”内级进模生产中,凹模出现裂纹和凸模刃口出现啃口的问题。分析出了凹模出现裂纹和凸模刃口出现啃口的原因。将圆柱头挡料销改成钩式挡料销和凸模的铆接固定改成横销固定后,解决了凹模出现裂纹的和凸模刃口出现啃口的问题。使冲裁级进模生产的冲件质量稳定,模具寿命增加了3倍以上,收到了很好的经济效益。
[1]史铁良.模具设计指导。机械工业出版社2008.4
[2]韩森和.冲压工艺及模具设计与制造。湖北科学技术出版社2008.2
