首台钢制液化CO2运输船储罐建造的技术要点
2013-02-07潘伍覃黄金祥
潘伍覃,黄金祥
(武汉一冶钢结构有限责任公司,武汉 430415)
0 引言
CO2是一种工业气体,用途十分广泛,常温下呈气态,密度为1.9 g/ml。固态CO2俗称干冰,沸点温度为-78.5℃(升华)。目前,CO2的运输方式主要是将CO2气体加压液化并采取一定的保冷措施采用储罐储存运输。将罐内温度维持在-30℃~-17℃,此时液态CO2的饱和蒸汽压介于1.43 MPa~2.16 MPa之间。将温度和压力维持在这样一个相对合理且容易控制的范围内,以便保证运输过程中的安全。
CO2运输船是一种介于全压和半冷半压之间的新兴船型。液化CO2运输船建造的难点是C型独立液货储罐的制造。武汉一冶钢结构有限责任公司(以下简称“公司”)于2011年承建了国内首台液化CO2运输船储罐,由于目前没有相应的建造规范,在建造过程中主要以《散装运输液化气体船舶构造与设备规范》作为参考依据。
文中主要介绍了液化CO2储罐罐体材料的采购技术要点、焊接工艺、储罐制造技术要点、整体热处理工艺,公司按照技术要点对关键工序工艺进行控制,保证了储罐的质量。
1 主要技术要点
1.1 液化CO2储罐参数
液化CO2储罐的相关参数如表1所示,结构形式为卧式圆筒形,两端采用半球形封头(图1)。
1.2 钢材的采购技术要点
储罐罐体材料的采购技术条件至少应满足以下规范中的相关要求,并取得CCS的认可:
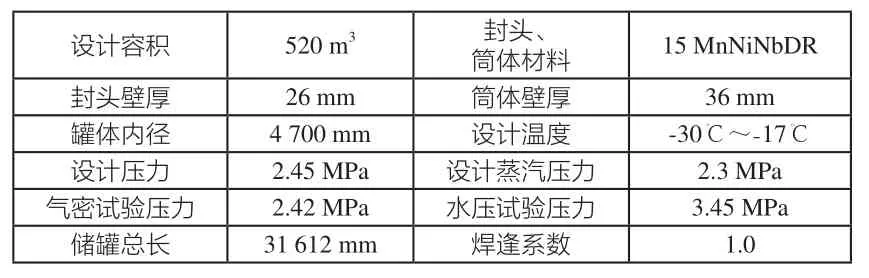
表1 液化CO2储罐参数
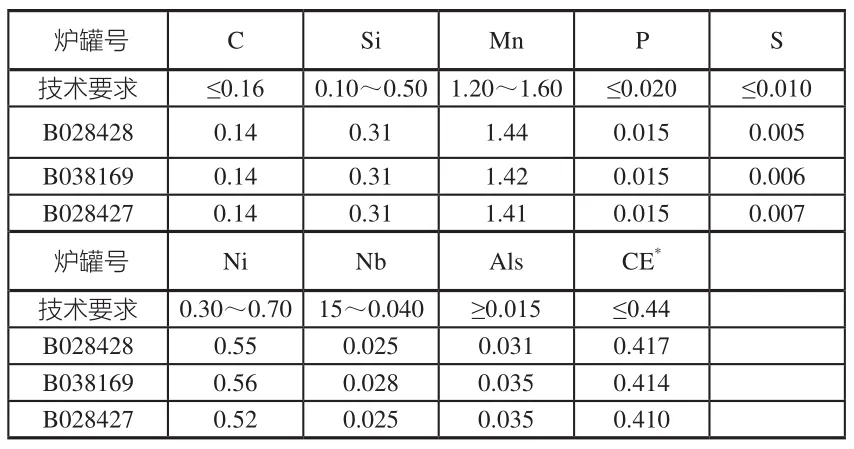
表2 15MnNiNbDR钢板的化学成份(熔炼分析) (质量分数,%)
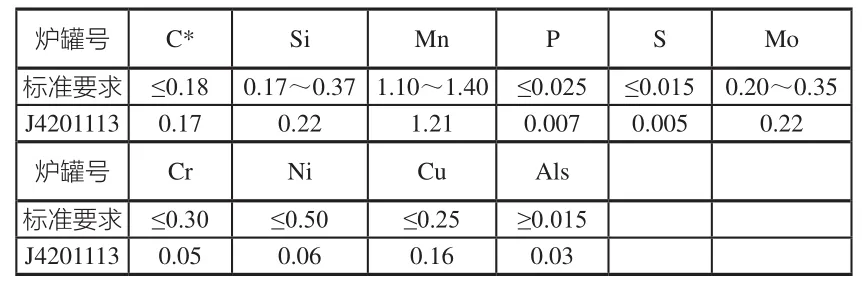
表4 20MnMoD化学成分 (质量分数,%)
1)《散装运输液化气体船舶构造与设备规范》(以下简称“散化规”)第6章表6.2规定:设计温度低于0℃~-55℃的液货储罐所用的板材和锻件应为全镇静、铝处理的细晶粒钢[1];
2)满足GB150.2附录A中对15MnNiNbDR钢板化学成分及力学性能的要求,其他未规定事项按GB3531《低温压力容器用低合金钢钢板》;
3)《散化规》第6章表6.2规定:C元素的化学成分最大为0.16%(质量分数);
4)GB3531《低温压力容器用低合金钢钢板》中6.1.3中规定全铝Alt质量分数可用测定酸溶铝Als质量分数代替,酸溶铝的质量分数应不小于0.015%[2];
5)《散化规》第6章表6.2注2规定:厚度为36 mm的钢板夏比V型缺口试验温度应选择比设计温度低20℃,即-50℃;

图1 液化CO2储罐结构示意图
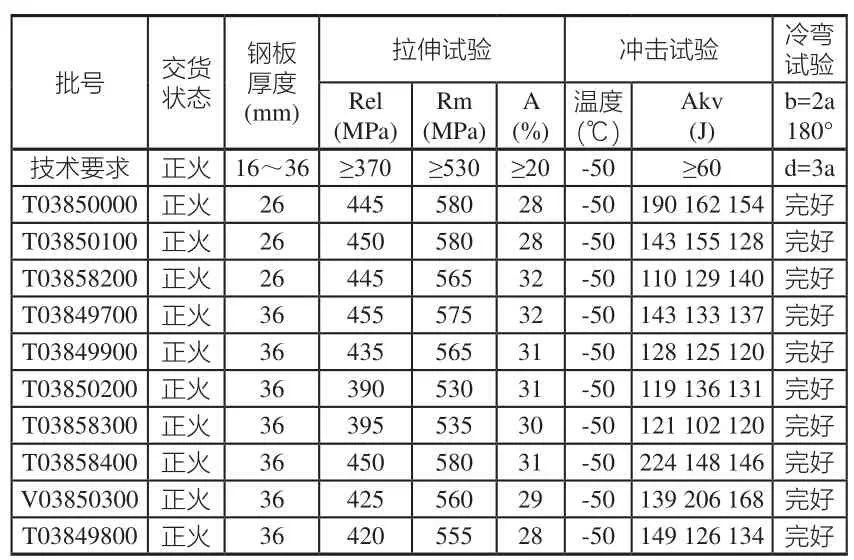
表3 15MnNiNbDR钢板的力学性能
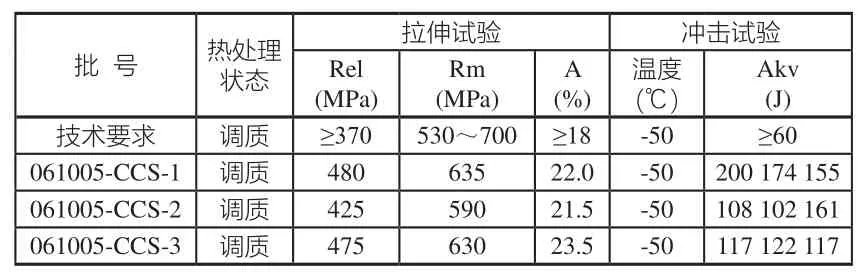
表5 20MnMoD力学性能
6)20MnMoD锻件应符合NB/T47009《低温承压设备用低合金钢锻件》中的相关技术条款的要求[3]。
综上,罐体材料15MnNiNbDR钢板对化学成分和力学性能的要求如表2和表3中技术要求所示。20MnMoD是与15MnNiNbDR钢配套的低合金锻钢,液化CO2储罐中人孔法兰、气室接管及法兰等使用该锻件。20MnMoD锻钢对化学成分和力学性能的要求如表4、表5中技术要求所示。
本工程中15MnNiNbDR钢板实物的化学成分及力学性能见表2、表3。表中数据显示,实物中C元素的含量很好的控制在技术要求的范围内,对有害杂质P、S的含量控制也较为严格,Als的含量更是达到了文献[4]中认为的最佳值,Ni元素的含量控制在0.5%左右,很好的保证了材料的低温韧性。钢板实物的力学性能指标总体上均有较大的裕量值。20MnMoD锻钢技术指标高于NB/T47009-2010《低温承压设备用低合金钢锻件》和采购技术要求,其中对有害元素S、P含量控制的更严。钢板和锻钢均满足相关规范的要求,亦取得了CCS认可。
1.3 焊材的采购技术要点
按等强匹配原则,15MnNiNbDR钢选用E55××型的焊条。通过多次焊接工艺性试验进行焊材的筛选,确定选择伯乐焊材公司牌号为E5518-C3R焊条。根据CCS《材料与焊接规范》第3篇第2章表2.2.2.3中规定,E55××型焊条应该按5Y42H10级别进行认可[5],其力学性能的技术要求如表6所示。焊条化学成分的技术要求在CCS规范中未做相关要求,可参考GB/T5118《低合金钢焊条》中的规定,如表7所示。
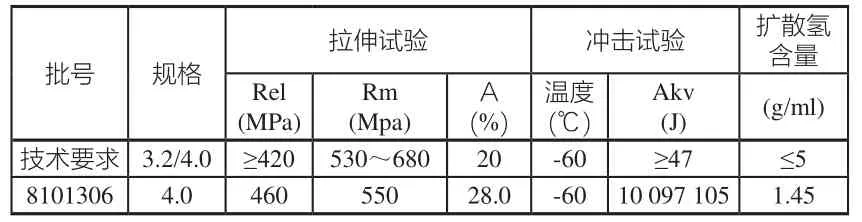
表6 E5518-C3R焊条熔敷金属力学性能
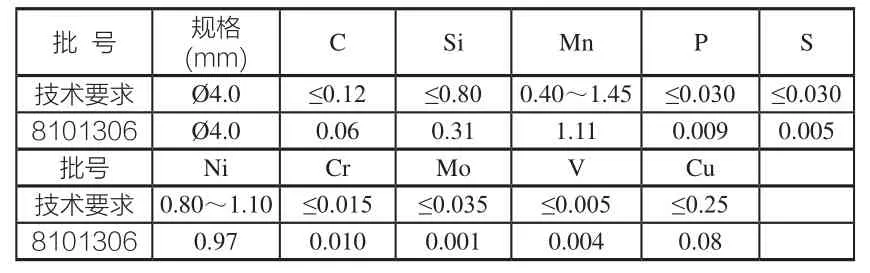
表7 E5518-C3R焊条熔敷金属化学成分 (质量分数,%)
本工程中焊条实物的力学性能和化学成分见表7、表8。从表中数据可以看出:焊条和母材性能相当,尤其是低温冲击裕量较大,同时扩散氢含量低,能有效防止焊后冷裂纹的产生;焊条中P、S含量的控制严格,低C元素和高Ni元素的组合能有效的保证低温韧性。通过选择合适的焊接材料,有力的保证了产品焊缝的性能。
1.4 焊接工艺
液化CO2储罐主要采用焊条电弧焊。按《散化规》第6章6.1条款和CCS《材料和焊接规范》第3篇第3章第2节的规定需要进行平、立、横三个位置的焊接工艺评定,同时需要按液化CO2储罐现场要求进行模拟焊后热处理(SR处理)。
要保证焊缝的低温韧性,在焊接时应尽量的避免Ni及Cr、Mo等合金元素的烧损。经过采用不同的焊接参数进行多次焊接试验,确定了适合15MnNiNbDR钢的工艺参数:焊缝坡口采用不对称X型坡口,大坡口55°~60°,小坡口60°~65°;预热温度不低于100℃,层间温度控制在100℃~150℃,后热温度200℃~250℃,保温时间0.5 h~1 h。其他焊接工艺参数如表8所示。

表8 焊接工艺参数
15MnNiNbDR钢焊接技术措施:采用分层多道焊接,在焊接过程中严格控制电流,适当提高焊接速度以控制焊接线能量不超过35 kJ/cm,减少合金元素尤其是Ni元素的烧损。严格控制层间温度,避免母材高温停留时间过长,有效阻止热影响区晶粒长大,使母材热影响区软化程度降到最低,同时焊后采取缓冷措施,防止冷却速度过快而导致焊缝表面形成碎硬层[6,7]。
本工程焊接工艺评定试验结果如表9所示,试验结果符合CCS相关规范的要求,并取得CCS认可。表中数据显示,经过SR处理后,试板抗拉强度和-50℃低温冲击韧性良好,尤其是低温冲击试验结果远高于规范要求的34 J,焊缝金属的力学性能也与母材非常接近。焊接工艺的合理亦是本工程质量的保证。
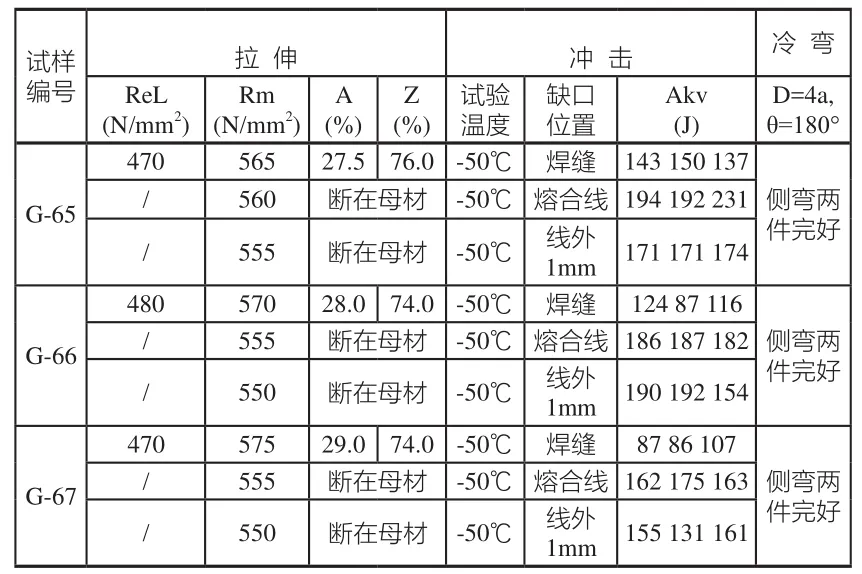
表9 焊接试验结果
1.5 储罐制造技术要点
液化CO2储罐半成品在车间制造,然后运输至现场组焊。在制造安装过程中应注意以下几点:
1)由于是低温容器,钢板不允许采用钢印进行标记移植,尤其是焊缝附近不允许打焊工钢印。钢板在吊装转运过程中避免刻划。筒节在卷制的过程中,应及时清理辊床和钢板表面,避免氧化渣损伤钢板表面。以上情况均易产生缺口效应,导致应力集中以致材料发生低温脆性断裂。
2)严格按照工艺排版图下料,保证下料尺寸的精度,每个筒节均要求预装,检查焊接接头对口错边量不大于2.5mm和棱角度不大于4mm。避免强力组装产生拘束应力,不允许采用铁锤敲打成型以避免局部位置产生冷作硬化。储罐的半球形封头的壳板采用专业模具多点多次压制成型,冷成型的环境温度要高于5℃。
3)半成品在运输过程中要采用托架包装防止变形。现场组焊前应复查筒节尺寸,组装应在平台上进行,保证每圈筒节的最大直径和最小直径差控制在20mm内。单个筒节可采用可调节的“米”字撑加固。
1.6 储罐整体热处理要点
CCS《材料和焊接规范》第3篇第7章第4节规定:Ⅰ级受压容器,当材料厚度超过20mm时应进行焊后消除应力热处理。液化CO2储罐(图2),总长为31 600 mm,内径为4 700 mm,船罐截面长高比6.7 : 1。由于CO2船储罐外形过于“细长”,采用内部燃油法进行热处理时,首先要保证储罐受热均匀。而深井泵座和人孔的不对称布置则不利于内部热流的循环及废气的排放,容易导致某些部位温度过高而另一些部位温度又达不到,造成热处理过程中局部温差过大,这样有可能不利于消除应力反而会因为温差过大造成局部变形不均形成内应力,同时可能使储罐着火点处因为火力集中,也使得气室处可能会受自重影响塌陷。

图2 液化CO2船储罐焊后图
本工程采用了专利技术——分段导热装置,对内部燃烧产生的热气流进行了有效控制,使CO2储罐在热处理过程中受热均匀,达到了热处理消应力的目的。通过对储罐热处理前后的应力测试(表10),测试部位包含了储罐的封头纵缝、封头环缝、筒体环缝、筒体纵缝,残余应力比热处理前平均下降了约55%,结果表示达到了理想效果。
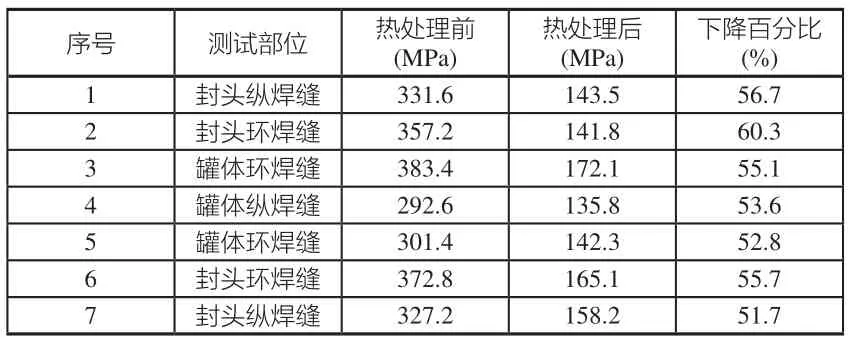
表10 储罐热处理前后应力对比数据
2 建造依据的标准
在没有专门标准规范的前提下,建造首台钢制液化CO2储罐除借鉴了《散化规》外,还参考了国内各行业标准,包括:
1)根据现有船舶类规范如CCS《材料与焊接规范》、国家压力容器标准规范如GB150.2《压力容器-第二部分:材料》、GB3531《低温压力容器用低合金钢板》及NB/T47009《低温承压设备用低合金钢锻件》等从采购的技术条件上保证材料的性能,使其加工性和焊接性均满足工程需要,并得到船级社的认可。
2)进行了多项焊接工艺试验,参考CCS《材料与焊接规范》和NB/T47014《承压设备焊接工艺评定》等标准制定试验项目,通过试验数据确定选材和焊接工艺参数,保证工艺的合理和可操作性。并取得船级社的焊接工艺认可。
3)借鉴了低温容器建造的相关经验,参考HG/T20585《钢制低温压力容器技术要求》,在制造安装过程中严格按施工工艺执行,严把质量控制要点。
4)采用了专利技术,实现了CO2储罐的整体热处理,热处理的工艺要求参考GB150《压力容器》和GB12337《钢制球形储罐》,达到了消应力的目的。
3 结束语
通过参考相关规范,细化了液化CO2储罐建造过程中的技术要点,从根本上保证了产品建造的质量。液化CO2储罐的成功建造是综合利用各行业标准规范和制造经验指导新产品建造施工的一种尝试。CO2气体的工业用途很广泛,目前主要依赖于公路运输。在液化CO2储罐主要是作为船运CO2的储存装置,它的成功建造为水路运输液化CO2带来极大便利,也开发了其水路运输市场。
[1] 中国船级社. 散装运输液化气体船舶构造与设备规范(2006)[S].
[2] GB3531-2008, 低温压力容器用低合金钢钢板[S].
[3] NB/T47009-2010, 低温承压设备用低合金钢锻件[S].[4] 李成栋, 低碳铝镇静钢溶酸铝控制[J]. 钢铁, 1983,18(6):25-30.
[5] 中国船级社. 材料与焊接规范(2009)[S].
[6] 黄金祥, 马宁. -50℃用15MnNiNbDR钢制2000m3液氨球罐焊接工艺[J]. 石油化工设备, 2009,38(4):60-63.
[7] 方国爱, 刘国庆, 陆戴丁, 等. -50℃用15MnNiNbDR钢板及焊接接头低温韧性[J].石油化工设备,2007,36(6):28-33.