数字化牙科修复体的快速制造技术及其进展
2012-12-14王淑范宋长辉杨永强
王淑范,宋长辉,杨永强
1.华南理工大学医院口腔科,广东 广州 510641;2.华南理工大学机械与汽车工程学院,广东 广州 510641;3.广州有色金属研究院焊接研究所,广东 广州 510650
数字化牙科修复体的快速制造技术及其进展
王淑范1,宋长辉2,3,杨永强2,3
1.华南理工大学医院口腔科,广东 广州 510641;2.华南理工大学机械与汽车工程学院,广东 广州 510641;3.广州有色金属研究院焊接研究所,广东 广州 510650
随着现代制造技术的发展,计算机辅助设计和制造(CAD/CAM)、快速原型及快速制造(RP/RM)越来越多地应用于口腔修复领域.由于CAD/CAM的加工材料浪费,成本高,制约了该技术的普及.增材堆积快速成型方式可实现柔性加工,有效避免材料浪费,在个性化修复体制造中有较大优势,因此在近年来得到快速发展.本文综述了数字化牙科技术的进展,并重点介绍了增材式快速堆积制造中的选区激光熔化直接制造技术在数字化牙科中的应用及发展.
CAD/CAM;选区激光熔化;快速制造;数字化牙科;修复体
近年来,口腔修复技术随着新材料和新技术的发展而产生了革命性进步.金属及其合金材料具有良好的物理、机械性能和一定的生物相容性,是口腔修复体制作中重要的基础材料.随着制造技术的发展,口腔修复体的制作工艺取得了巨大进步,电铸、粉末冶金、电火花加工、以及和反求工程相结合的CAD/CAM、快速原型制造/快速制造(RP/RM)技术相继被应用到口腔修复体制作中(图1).这些传统加工方式效率低,加工耗时长,材料利用率不足,系统在同一时间只能加工一个零件.
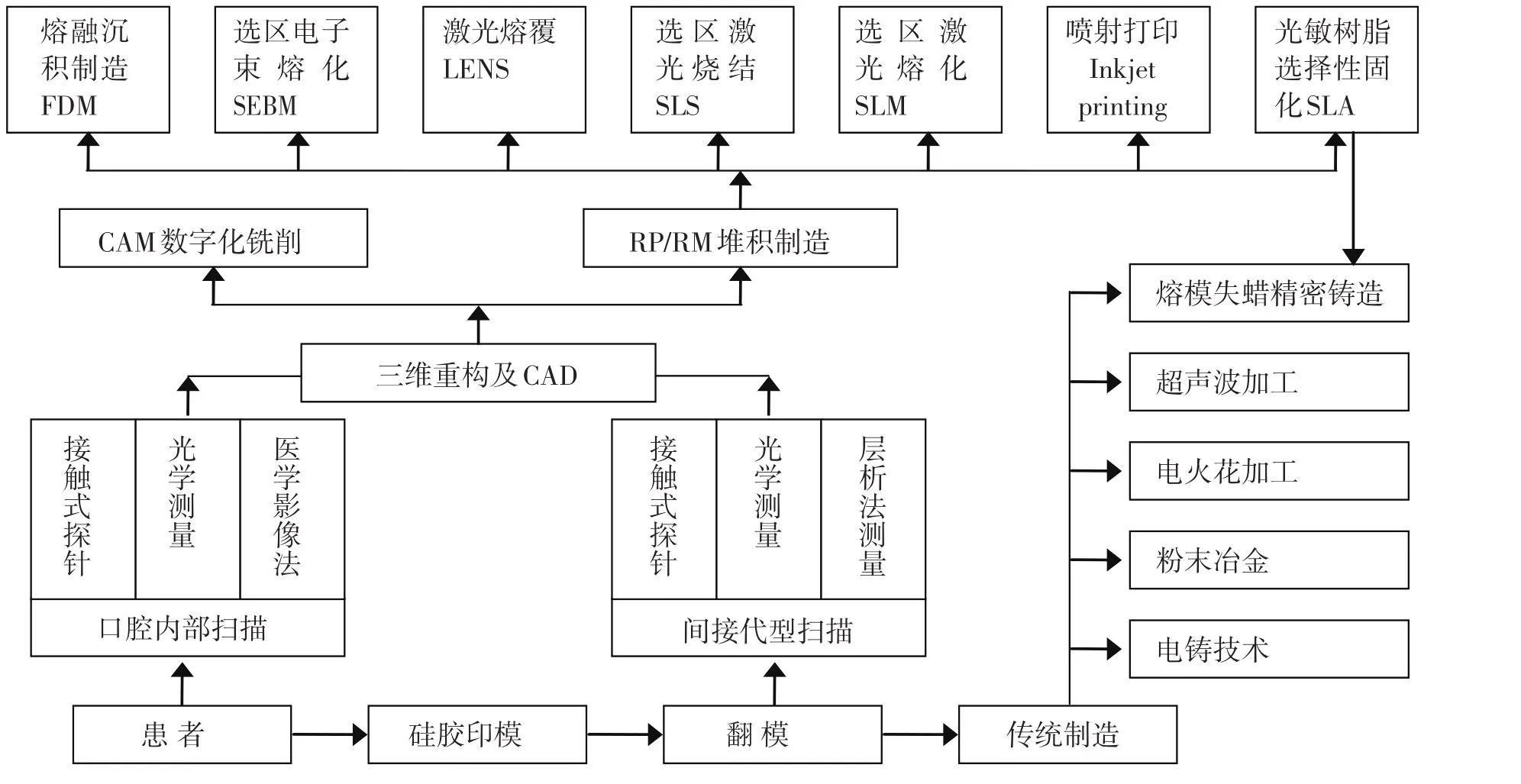
图1 口腔修复体制造技术的工艺流程Fig.1 Manufacturing processof dental restorations
快速成型(RP)技术作为一种堆积制造方式,可节约时间与成本,减少材料浪费,特别是贵金属材料,符合现代绿色制造的要求.随着技术的发展,堆积制造可用于从快速原型制作(RP)到批量产品快速制造(RM)的整个产品周期中,同时设备的价格、加工效率、可靠性、使用成本越来越具有竞争力[1].更重要的是堆积制造工艺非常适合个性化口腔修复体的制造,在低成本、无废料下直接自动化成型复杂的口腔修复体.
光敏树脂选择固化技术(SLA)目前主要用于牙科植入手术导板、临时牙冠和固定桥制造,以及失蜡铸造的树脂模型[2](图2).喷射打印技术(Inkjet-Printing)[3-4]目前已有研究人员用来制造氧化锆牙科修复体.选区激光烧结(SLS)技术[5]目前在口腔医学领域内的应用主要集中在颌面部硬组织的复制和组织工程支架的制作,也应用于钴铬合金的基底冠的制作.

图2 Envisiontec生产的树脂模型Fig.2 Resin Modelmanufactured by Envisiontec
1 选区激光熔化(SLM)快速成型技术
选区激光熔化(SLM)技术[6]是近年来在SLS方法的基础上,形成的一种新的快速制造技术.SLM技术通过30~80µm的激光精细聚焦光斑,逐线搭接扫描金属粉末上选定区域,形成面轮廓,然后层与层叠加成型制造,从而可以直接从CAD数据获得几乎任意形状、具有完全冶金结合的功能零件,致密度可达到近乎100%.其设备构造示意图,如图3所示.

图3 SLM设备构造示意图Fig.3 Schematic diagram of the SLM machine
SLM技术是先进制造技术与数字化技术的结合,该技术推动了数字化制造这一新的学科领域的发展.其优势包括:(1)其是一种增材堆积制造技术,依靠材料的逐点、逐面累加成形而不受模具几何形状制约,实现复杂形状零件的制造;(2)在产品开发、复杂零件单件和小批量制造的快速响应性方面显示了独特的工艺优势:材料加工的适应性强,可对超薄、超硬的三维复杂结构的精密金属零构件实现高质量、高效率、非接触、高精度制造.
2 SLM与CAD和反求工程的结合
SLM技术作为数字化、个性化的快速直接制造技术,与CAD结合,实现了由CAD三维模型到产品的直接制造.SLM制造CAD模型的数据获取与口腔修复体CAD/CAM技术相同,分为口腔内扫描和石膏模型扫描,如图1所示.口腔内扫描突破了传统取模、灌模、扫描石膏模型后再建立三维数字化模型的方式,直接扫描口腔内部获取三维模型.也可利用医学影像中的核磁共振(MRI)或者计算机螺旋断层扫描(CT)数据,先完成二维断层图像,再通过M inics等软件,实现三维重建,直接生成三维形态实体.
三维实体重建后,采用CAD技术对修复体进行设计,这一方面的研究在国外开展较早.目前市场上修复体的设计软件一般嵌入CAD/CAM系统中用于临床,比较典型的是Cerec系统.国内目前的设计方法大多建立在数据库的基础上,缺乏个性化修复体的研究,且程序复杂,无商用专用软件.
3 SLM技术在口腔中的应用及其发展
牙冠固定桥等修复体所采用的材料主要有牙科用金合金、钛合金、钴铬合金和不锈钢等.口腔修复体的精度要求很高,必须保证修复后满足咬合关系,且修复体的形状比较复杂,因此需要高精度制造工艺.SLM技术因具有快速、可直接制造精密个性化复杂结构的金属零件特点,而在口腔修复体制造中有巨大优势.该技术与反求工程中扫描测量技术结合,形成了数字化牙科CAD/SLM快速直接制造技术.
国外Andreas Gebhardt等[7]采用SLM堆积制造设备Realizer Desktop对牙冠固定桥进度成型,在成型贵重金属及复杂形状修复体方面有明显优势.M.C.Sinirlioglu[8]通过Laser CUSING R(SLM)技术对Ti和CoCr的牙科医用品进行成型,并提出采用SLM技术可以更容易、更便宜、快速地制造致密度100%的高性能牙科医用品.TrainiT[9]采用DMLS技术直接制造功能梯度钛材料的多孔牙科植入体.Vandenbroucke Ben[10]通过SLM成型生物兼容材料Ti6A l4V和Co-Cr-Mo,其强度、刚度、抗腐蚀性以及SLM成型精度等均满足口腔修复体的制造要求.Jevremovic,Danim ir等人[11-12]采用SLM技术成型钴铬合金可摘除式局部义齿,并对其进行了物理性能和生物毒性试验,发现SLM成型的钴铬合金的强度良好并且不会释放有毒物质.R.C.Bennett等[13]采用SLM法制作了钴铬合金和不锈钢材料的基底冠、全冠和固定桥,制作的牙冠外形良好.F.Abe[14-15]也应用SLM法制作了纯钛的骨骼和牙冠,成型后的钛试件密度高于锻造纯钛试件(92%),而抗张应力则达到了 290MPa,高于一级锻造纯钛试件(240MPa).德国 Fraunhofer Institute for laser Technology(ILT)研究所[16]进行了多种医用金属材料的SLM工艺研究,并采用SLM技术成功制造出氧化锆固定桥.
多家公司及研究单位推出了选区激光熔化商品样机.MCP公司(现已分为SLM Solution和Realizer两个公司)先后开发了Realizer-50,SLM 100,SLM 250等系列选区激光熔化快速成型设备(http://www.mcp-group.com/rpt/rpttslm).该设备采用光纤激光器,以50~200µm可变聚焦光斑熔化20~30µm的球形金属粉末成型,每层成型层铺粉厚度达20µm,成型件具有良好的成型表面精度(x、y方向表面粗糙度Rz 10~17µm)及完全冶金结合的致密态组织.成型材料包括钛、不锈钢、工具钢、钴铬合金等多种单组分的金属材料,其中Realizer-50专用于牙科修复及珠宝首饰制造.
EOS公司先后推出EOSINTM 250和M 270,及最新的M 280快速成型设备(http://www.eos.info),并大量应用于口腔修复体.M 280采用光纤激光器,以100~500µm的可变聚焦直径,熔化20~80µm的金属粉末,尺寸精度可以达到±20µm.在牙科材料方面,2005年EOS推出了EOS钴铬合金(符合EN ISO 16744标准).EOS公司的合作方Sirona采用M 270以每台每天可加工450个的速度加工口腔修复体,年产量达到8万/台,整个周期缩短在3天内(含运送),并且更注重个性化的贴面工艺.
3D Systems公司在原DTM公司SLS技术的基础上,推出成形机器Vanguard.另外,还有EXTURDEHONE公司的R10、F&S/MCP公司的FS-Realizer、德国Concept Lasers公司的LCusing系列(型号Matlab,M 1,M 2,M 3)快 速 成 形 设 备(www.concept-laser.de)、Phenix-systems公 司 的 PM 250和PM 100快速成型设备等,都可用于口腔修复体的选区激光熔化快速直接制造.
华南理工大学[17-18]在SLM成型设备、工艺过程与质量控制、牙冠、固定桥、牙托槽等应用方面做了大量研究工作,图4~图6为华南理工大学采用Dimetal280成型机制造的牙冠固定桥.南京航空航天大学[19]和华中科技大学[20]以选择性激光烧结为基础,慢慢过渡到SLM/DMLS方向,双方分别在材料与工艺、装备与工艺方面有较多研究.目前,国内还没有稳定的商品化SLM设备在市场上出售.
4 SLM工艺对口腔修复体的影响
SLM在机理上是激光焊接,焊接中存在的所有缺陷都需要考虑,如气孔、裂纹、变形、翘曲和残余应力等.SLM技术是一种集CAD、数字控制、精密机械、激光、新材料技术等学科于一体的高新技术,影响快速成型效果的因素很多,主要有激光功率、光斑直径、离焦量、铺粉层厚、扫描策略、扫描速度和扫描间距等.

图4 不锈钢牙冠固定桥Fig.4 Crowns and fixed bridge of stainlesssteel

图5 纯钛牙冠固定桥Fig.5 Crownsand fixed bridge of Titanium

图6 钴铬合金牙冠固定桥Fig.6 Crownsand fixed bridgeof CoCralloy
其中激光功率、光斑直径、离焦量和扫描速度直接影响了激光能量输入密度,只有当激光能量输入密度达到一定值时,金属粉末才能熔化.但并不是激光能量输入密度越高越好,当其值超过一定阈值时,会产生激光深穿透问题.华南理工大学[20]在对精密金属零件成型时,发现激光光斑有穿透力.在扫描向下的表面时,由于存在光斑的热影响区导致所有向下的表面粉末粘结并引起表面质量问题,同时尺寸误差明显高于上表面.在这种情况下,需要在切面软件Magics中设置适当的z轴补偿量补偿.YADROITSEV I[21]发现加工过程中采用较快的扫描速度,可以获得更窄的熔道宽度,因此可以通过提高扫描速度的方法来提高成型精度.但是扫描速度太快,激光功率与离焦量没有搭配好,激光能量输入密度不足,就无法形成连续熔道,所以工艺参数要相应调整.
为了减少翘曲变形,可以采用区域扫描方式;为减少波状平面累积,可采用正交扫描方法(即当前层采用x向扫描策略,下一层采用y方向扫描策略);为避开凹坑对熔池的干扰,可采用邻层扫描线互错扫描策略(即下一层的扫描线在上一层相邻扫描线之间).吴伟辉等[22]采用隔层正交扫描与邻层扫描线互错扫描相结合,合成了新的扫描策略——邻层互错隔层正交扫描策略(OSARSI),并用于牙冠固定桥等修复体及金属质手术导板的精确成型中.其中不锈钢成型试样的密度达到7.22 g/cm3,表面粗糙度为20µm.
5 结 语
随着现代制造技术的发展,口腔修复体的制造工艺呈多样化.与先进快速成型蜡模技术结合的熔模失蜡精密铸造技术、性能越来越稳定的数字化CAD/CAM技术、层堆积制造的RP/RM技术成为了目前口腔修复体制造比较有竞争力的技术.
个性化的选区激光熔化(SLM)快速直接制造是最新发展的牙科数字化技术,与反求工程结合,形成数字化、个性化的口腔修复体直接快速制造.该技术是一种非常适合口腔修复体制造的生产工艺,与临床常规方法相比,节约时间、成本,简化工艺步骤,实现个性化、数字化、无模化近终成型.
开发适合多种生物兼容性金属材料及建立相应工艺数据库(如激光功率、扫描速度、扫描策略等),针对口腔修复体各种形状建立标准化的支撑结构,提高致密度、表面质量和精度是未来个性化选区激光熔化快速直接制造研究的主要方向.
[1]VAN NOORT R.The future of dental devices is digital[J].DentalMaterials,2012,28(1):3-12.
[2]曾飞煌,徐远志,房莉,等.应用数字化技术和快速成型技术制作牙颌模型的准确性评价[J].上海口腔医学,2012(1):53-56.
[3]EBERT J,OZKOL E,ZEICHNER A,et al.Direct inkjet printing of dental prostheses made of zirconia[J].J Dent Res,2009,88:673-6.
[4]SILVA N R,WITEK L,COELHO P G,et al.Additive CAD/CAM process for dental restorations[J].J Prosthodont,2011,20:93-6.
[5]COULON N,AUBRY P,TEULET P.New trends in laser sintering:analysis of the process and new applications[C]//Proceedingsof the LaserMaterials Processing Conference.M iami,FL(United states):Laser Institute of America,2005,286-295.
[6]吴伟辉,杨永强.选区激光熔化快速成形系统的关键技术[J].机械工程学报,2007,43(8):175-180.
[7]SCHM IDT M,VOLLERTSEN F,GEIGER M.Additive manufacturing by selective lasermelting the realizer desktopmachine and its application for the dental industry[C]//GEBHARDT A,SCHM IDT F-M,HOTTER JS,et al.La-ser Assisted Net Shape Engineering 6,Proceedings of the Lane 2010,Part 2.Amsterdam etherlands:Elsevier science BV,2010:543-549.
[8]INIRLIOGLU M C.Rapid Manufacturing of Dental and Medical Parts via Laser CUSING Technology Using Titanium and CoCr Powder Materials:Rapid Tech 2009:US-TURKEY Workshop on Rapid Technologies[EB/OL].http://iweb.tntech.edu/rrpl/rapidtech2009/sinirlioglu.pdf.
[9]TRAINIT,MANGANO C,SAMMONSR L,et al.Direct lasermetal sintering as a new approach to fabrication of an isoelastic functionally graded material for manufacture of porous titanium dental implants[J].DentalMater,2008,24:1525-33.
[10]VANDENBROUCKE B,KRUTH J P.Selective laser melting of biocompatiblemetals for rapid manufacturing ofmedical parts[J].Rapid Prototyping Journal,2007,13(4):196-203.
[11]JEVREMOVIC D,KOJIC V.A selective laser melted Co-Cr alloy used for the rapid manufacture of removable partialdenture frameworks-initial screening of biocompatibility[J].Journal of the Serbian Chemical Society,2011,76(1):43-52.
[12]JEVREMOVIC D,PUSKAR T,KOSEC B,et al.The analysis of themechanical properties of F75 Co-Cr alloy for use in selective lasermelting(SLM)manufacturing of removable partial dentures(RPD)[J].Metalurgija,2012,51(2):171-174.
[13]BENNETT R C,SUTCLIFFE C.Selective laser melting-applications and developments using MCP realizer SLM[C]//Proceedings of the Fourth Laser Assisted Net Shape Engineering.London:Lane,2004:545.
[14]ABE F,OSAKADA K,KITAMURA Y,etal.Manufacturing of titanium parts formedical purposes by selective laser melting[C]//Proceedings of the Eighth International Conference on Rapid Prototyping.Tokyo(Japan):[s.n.],2000:288-293.
[15]ABE F,SANTOSEC,KITAMURA Y,etal.Influence of form ing conditions on the titanium model in rapid prototyping w ith the selective lasermelting process[J].Journal of Mechanical Engineering Science:Proceedings of IMechE 217C(1),2003:119-126.
[16]SCHLEIFENBAUM H,MEINERSW,W ISSENBACH K,etal.Individualized production bymeans of high power selective lasermelting[J],JournalofManufacturing Scienceand Technology,2010,2(3),161-169.
[17]何兴荣,杨永强,王迪,等.选区激光熔化直接成型个性化牙冠牙桥研究[J].激光技术,2010,34(1):1-4.
[18]王迪,杨永强,吴伟辉.光纤激光选区熔化316L不锈钢工艺优化[J].中国激光,2009,(12):3233-3238.
[19]GU Dongdong,SHEN Yifu.Balling phenoena during direct laser sintering of multi-component Cu-based metal pow der[J].Journal of A lloys and Compounds,2006,8(5):34-38.
[20]陈光霞,曾晓雁,王泽敏,等.选择性激光熔化快速成型工艺研究[J].机床与液压,2010,38(1):1-3.
[21]YADROITSEV I,BERTRAND PH,SMUROV I.Parametric analysis of the selective lasermelting process[J].Applied Surface Science,2007,253(19):8064-8069.
[22]吴伟辉,杨永强,何兴容,等.金属质手术模板的全数字化设计及制造[J].光学精密工程,2010,18(5):1135-1143.
Rapidmanufacturing technology of digitaldental restorationsand itsprogress
WANG Shufan1,SONG Changhui2,3,YANG Yongqiang2,3
1.Stomatology Clinic,South China University ofTechnology,Guangzhou 510641,China;2.School ofMechanical and Automotive Engineering,South China University ofTechnology,Guangzhou 510641,China;3.Welding Institute ofTechnology,Guangzhou Research Institute for NonferrousMetals,Guangzhou 510650,China
With the developmentofmodernmanufacturing technology,computer-aided design andmanufacturing(CAD/CAM),rapid prototyping and rapidmanufacturing(RP/RM)is increasingly used in the field of prosthodontics.The popularization of CAD/CAM techniquewas restricted due tomaterialswaste and high cost in themanufacturing process.Additivemanufacturingwas a flexiblemanufacturingmethod which effectively avoided thematerialwaste and had a greater advantage in themanufacture of individualized restorations,developed rapidly in recentyears.This paper reviews the progressof the digitaldental technology,and highlights the application and developmentofan additive rapidmanufacturing process—Selective LaserMelting in digitaldentistry.
CAD/CAM;selective lasermelting;rapidmanufacturing;digitaldentistry;restorations
R783;TG665
A
1673-9981(2012)02-0091-05
2012-06-04
王淑范(1961-)女,主治医师,大学本科,主要从事口腔修复、正畸等研究工作.
