数控加工误差补偿中切削力检测的实现*
2012-12-03郑冬喜
郑冬喜 王 丞
(九江学院机械与材料工程学院 江西九江 332005)
在现代数控加工中,切削刀具的韧性和硬度都得到了很好的提高与保证。在现代切削加工中,硬切削加工变得越来越普遍,是切削发展的重要趋势。在硬质切削加工过程中,随着切削力的增大,其产生塑性变形也随之变大,而且,由巨大的切削力还可能是的机床的运动链产生相应的误差,因此数控加工误差中切削力误差占据很大的比重。为有效提高数控加工的精度,必须对切削力误差进行补偿研究,而切削力误差补偿研究的基础就要对切削力进行检测。
1 切削力检测的方法
目前测量切削力方法有理论分析法、直接测量法以及间接测量法3种。
直接测量就是通过测力仪对切削力进行测量,当前国际上广泛采用的测力仪有两大类型:一种是压电式,另一种是应变式。直接测量检测时使用大量的传感器等检测设备,测试设备花费较高;测力仪和力传感器的安装、调试技术复杂;安装测力仪或力传感器时不仅可能对机床本身结构产生破坏,而且也可能使机床刚度发生变化,从而使得检测时采集不到准确的力信号[1]。
理论分析方法多采用有限元分析的方法,虽然目前有很多学者已对计算切削力做了大量的研究与理论分析,也想从理论上推导出切削力的理论计算公式,将其应用于生产实践[2]。但是,切削加工是一个非常复杂的过程,有诸多影响因素,至今国内外还没有研究人员通过理论推导出能够和实际检测结果一致的切削力理论计算公式。因此,在现实生产过程中,所采用切削力的公式一般是经验公式,这些公式是通过实验方法所建立的。
实验发现数控主轴伺服电机电流会随着机床上切削力发生变化而随之变化。由于主轴电机电流的测量相对比较容易,因此可以通过测量电机电流来检测切削力,测量原理图详见如图1所示。从图1中可以发现对电机电流进行测量的传感器不会影响切削加工系统的特性。同时电流传感器相对价格比较低廉、而且工作比较可靠。所以,通过测量机床主轴伺服电机电流来间接估算数控加工中

图1 切削力间接检测原理图
切削力大小是一种简便又经济的方法,值得推广[2]。测量后找出伺服电机电流与电机负载变化的关系,通过神经网络、模糊系统等方法建立电机电流与切削力等参数间的数学模型。
2 通过检测伺服电机电流测量切削力的原理与步骤
实验中,模拟数控加工过程,给数控机床施加切削力,然后采用检测仪器测量切削力大小,在不同载荷下,进行大量的不同作用力下进行测量,同时通过电流传感器检测伺服电机的电流,根据测量数据可以推导出电机电流与切削力之间的关系式。
数控机床常用伺服电机有交流伺服电机[2]、步进电机记忆直流伺服电机等,以前的数控机床大多采用的是直流伺服电机。由于交流电机有速度控制特性良好,在整个速度区内可实现平滑控制,几乎无振荡,90%以上的高效率,发热少,高速控制,高精确度位置控制(取决于编码器精度),额定运行区域内,可实现恒力矩、惯量低、低噪音、无电刷磨损、免维护(适用于无尘、易爆环境)等优点,交流伺服电机现在数控机床上使用越来越多[3]。现在数控机床中使用的交流电机大多为三相永磁同步电机,因此可以用电流传感器分别检测出三相电流,然后将交流电流变换成等效的直流电流值。均方根法是其中一种相对比较简单的方法,即求出检测出三相电流的均方根值,作为等效的直流电流,计算的方程式如下:
(1)
式中:IM,IV,IW——电机的三相电流;
Id——转换后的等效电流。
在数控加工的过程中,数控机床的整个传动系统主要受到变化的轴承摩擦力、反向电磁力、切削力等力的综合作用。得出如下方程:
(2)

分析可以知道,Tts是由工件上的切削力矩与摩擦力矩组成的总力矩,它的表达式如下:
Tts=Tfs+δTbs+Tc
(3)
式中Tfs为摩擦力矩(Tfs=Tfs0+δTfs);Tc为切削力力矩;δTfs、δTbs分别为工作时增大的库仑摩擦力矩与粘滞摩擦力矩;Tfs0为空载时的摩擦力矩;
将方程(2)与(3)合并可以得出如下式的主轴传动系统的力平衡方程:
(4)
由于切削力Fc和切削力矩Tc之间是一种线性关系,如果切削力产生变化会将导致伺服电机电流也发生相应的变化,因此可以检测伺服电机电流间接检测出切削力误差。
由以上可以看出:摩擦力确定之后,公式未知数的范围进一步缩,所以就可以求出系数Xs。为了确定系数Xs,可以通过一系列在没有切削加工的运行情况下,进行大量的恒定角速度的相关加工试验。即:使得切削加工时没有受负载摩擦力所造成的影响。因此在切削力为零时,可对方程(4)进行简化得到如下表达式:
Tnzm=KT·Id-X·ω
(5)
在公式中可从机械设计手册中查出电机扭矩系数KT,而角速度ω可以从CNC控制器中及电机电流试验中获得,所以Tnzm可利用图示分析获得。因为转速ω和系数X之间的关系是线性相关的,因此在KT与I在图上标出ω,然后再在ω轴上截取对应的线段就可以确定Tnzm的值(详见表1)。
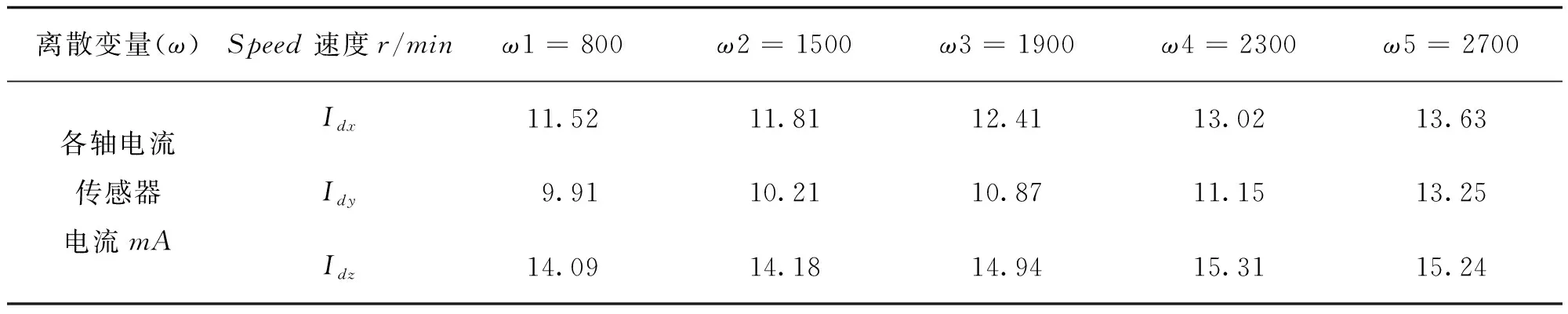
表1 电流传感器的标定
通过已经标定的Tnzm可以进一步确定系数X的条件。根据方程(5),通过代入Tnzm、ω、KT和I的值来可以最后得出相应的速度下的系数X,最后取X的平均值。
如表1,按照在恒速运行(ω1,ω2,ω3,ω4,ω5)的条件下和没有切削的约束条件的数控机床的情况;Tzmj=0,Tcfyi=0,Tzm=0根据图形方式和方程(5)结合起来分析就可以获得Tnzm的值。由于已经知道电机的其他常数,所以在获得Tnzm的值之后系数X的值可以最终确定。
(6)
因此,在方程(5)中,现在不确定的参数只有受负荷影响的摩擦与切削力,笔者合并受负荷影响的摩擦力可得如下结果:
0=KT·Id-B·ω-[Tam+(Tzm+Tnzm)+Tz]
(7)
式中:Tblf=Tam+Tzm是受负荷影响摩擦力的组合
虽然式中两类摩擦力可能不是一阶线性变化,但通过对两类摩擦力进行组合后,可以将非线性关系转换为线性关系。
因为切削力与TBlf之间是一阶线性相关的关系,所以可得:
KT·Id=fTZ+TZ+(X·ω+Tnzm)=TZKBlf+(X·ω+Tnzm)
(8)
式中:Tnzm=fTZ+TZ摩擦力组合;其中KBtf为摩擦负荷因子。
因为切削力和负荷摩擦力的组合之间的关系是线性相关的,所以,这可作为依据将切削力从它们分离出。据图2可知,X、Y和Z轴(Kblfx,KBlfy,KBlfz)的值分别为0.00632,0.00592,0.00391。简化方程(5)可得:
Jε=KT·δIT-X·ω-Tnzm-KalmδTcf

图2 电机转矩与切削力关系图
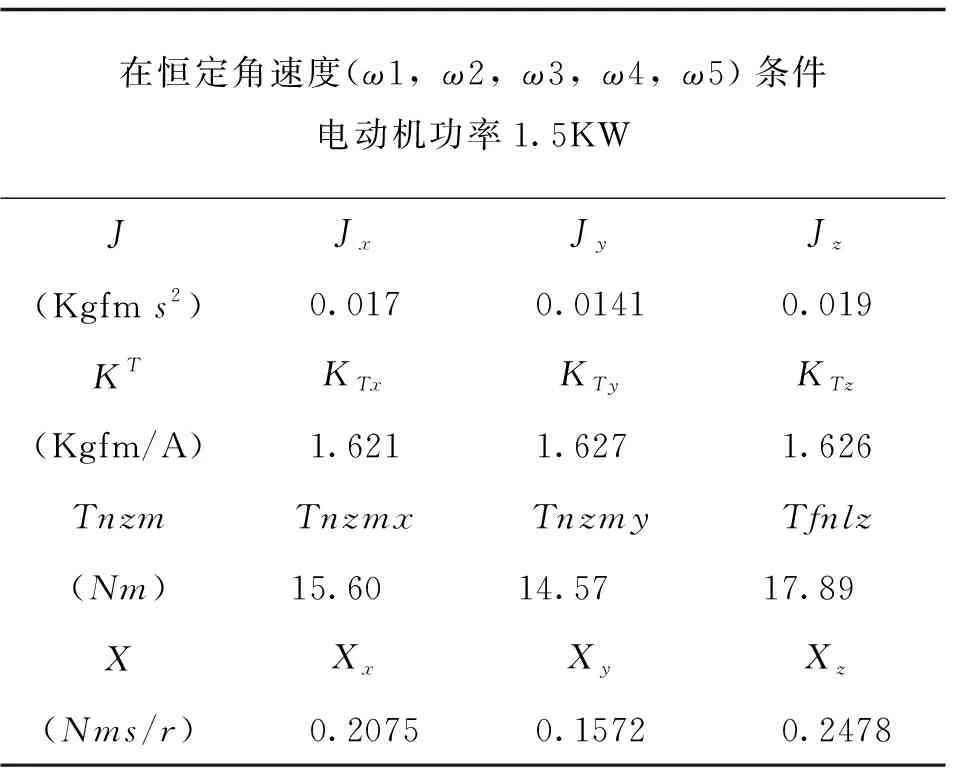
在恒定角速度(ω1,ω2,ω3,ω4,ω5)条件电动机功率1.5KWJJxJyJz(Kgfm s2)0.0170.01410.019KTKTxKTyKTz(Kgfm/A)1.6211.6271.626TnzmTnzmxTnzmyTfnlz(Nm)15.6014.5717.89XXxXyXz(Nms/r)0.20750.15720.2478
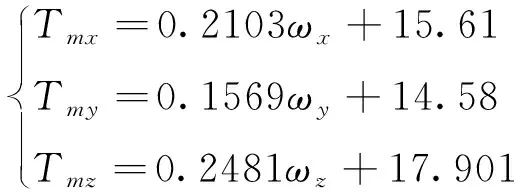
由表2分析计算Id(xyz)=f(Fzm(xyz),ωxyz,ε(xyz))的可得:
0.017·εx=1.621·δIdx-0.2103·ωx-15.60-0.00632·δTzmx
0.0141·εy=1.627·δIdy-0.1569·ωy-14.58-0.00592·δTzmy
0.019·εz=1.629·δIdz-0.2481·ωz-17.91-0.00391·δTzmz
要得到切削力,只要知道电机的主轴相应的电流即可。
3 结论
综上所述,在数控加工的过程中,可以通过检测伺服电机电流来检测切削力的大小,且具有精度高、抗干扰、成本低、可以实时检测,以及对机床的改动小等优点。
参考文献:
[1]吴昊,基里维斯,赵海涛,等.基于电流测量的数控机床切削力误差建模与实时补偿[J].机械制造,2005,43(8):13.
[2]陈志俊.数控切削力误差建模与补偿研究[D].上海:上海交通大学,2008.159.
[3]刘伟.PWM技术在电机驱动控制中的应用[D].合肥:合肥工业大学,2009.35.
