UOE机组C型预弯机承载能力分析
2012-12-03全基哲
全基哲,陈 军
(宝钢研究院,上海 201900)
0 前言
随着材料科学和冶金技术的进步,管线工业正在朝着高输送压力和大输送流量的方向发展。管线钢管的强度要求越来越高,管壁越来越厚,直径越来越大,极大地促进了管线钢管制造技术的发展。在世界上第一套生产大直径直缝埋弧焊管的UOE机组面世20年来,以日本为代表的一些工业发达国家和地区,竞相发展被誉为世界上最先进的UOE大直径直缝埋弧焊管制造技术。
UOE是钢管成型工序U-forming、O-forming和机械扩径mechanical Expanding的缩写。UOE成型工艺如图1所示。
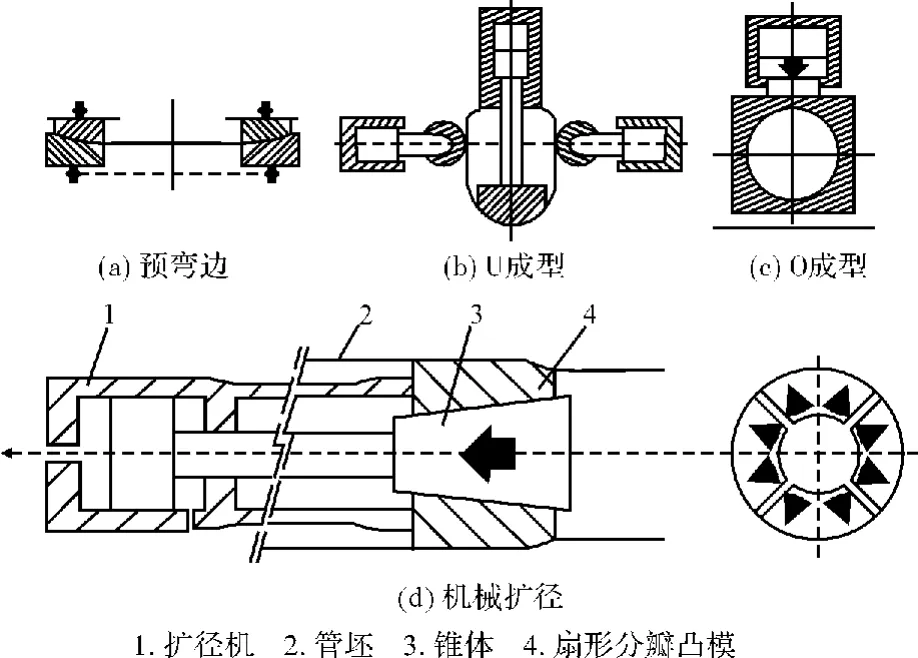
图1 UOE成型示意图Fig.1 Shaping diagram of UOE
1 有限元分析模型
1.1 预弯边机结构
预弯边是为消除管筒直边段以确保得到横断面为正圆形的管坯、降低后继O成型力、改善O成型过程中板边与模具表面接触状态而采取的成型前的准备工序,也是保证最终焊管焊缝区域几何形状和尺寸精度的一个重要工序。C型预弯边机结构如图2所示。
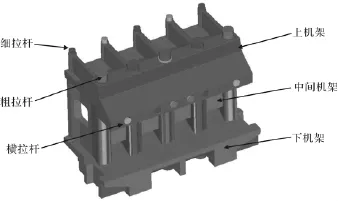
图2 C机结构三维实体图Fig.2 3-D stereogram of C type pre-bending machine
C型预弯机由左右两侧C型机架组成,每侧C型机架则由上机架、中间机架、下机架组成,各机架之间通过通过高强度预紧拉杆连接,共包含5根粗拉杆、5根细拉杆、8根横拉杆,C型预弯机在弯边过程中产生的弯边力通过弯边模具和液压缸传递到上下机架上。C型预弯机其形状比较复杂,且结构非常庞大,受制造条件的限制,在制造C型预弯机时难免会出现各种制造缺陷,如裂纹、组织疏松等。本文中利用有限元方法模拟,C型预弯机在预紧拉杆的作用下各机架的应力分布,并对比分析C型预弯机在弯边过程中应力分布的变化,从而评估C型预弯机的承载能力。
1.2 有限元模型
图3为C型预弯机有限元模型示意图,根据C型预弯机的结构及载荷对称关系,对C型预弯机的一半进行有限元模拟,为了保证计算精度,模型采用8节点六面体单元划分网格。表1为有限元模型中各部件之间的接触关系表,共包含8个接触对。

表1 有限元模型接触表Tab.1 Contact list for finite element model
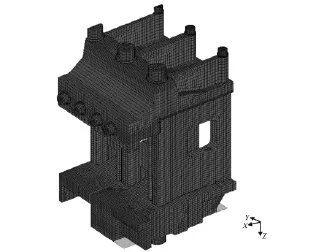
图3 C型预弯机有限元模型示意图Fig.3 Diagram of finite element model of C type pre-bending machine
1.3 载荷施加方法
C型预弯机在装配时通过竖向和横向的18根拉杆预紧连接,预紧力始终作用到机架上,因此在模拟C型预弯机受力时,必须考虑预紧力的作用。目前,模拟预紧力的方法主要有两种:一是通过降温法,即利用温度降低时引起的物体收缩变形,将预紧力换算成对应的温度载荷;二是利用设置过盈量的方法,即在模型中的拉杆长度比实际长度小于过盈量值,过盈量为拉杆和机架在预紧力作用下的变形总和。
C型弯边机在生产中主要承受弯边力和夹紧力的作用,弯边力存在一个水平方向分力,弯边力和夹紧力均通过模具或液压缸作用到上机架和下机架,如图4所示。
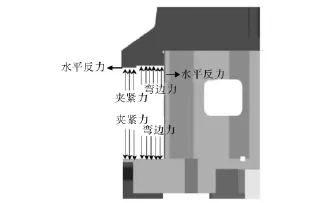
图4 C型预弯机载荷施加示意图Fig.4 Diagram of loading force exerting on C type pre-bending machine
2 有限元计算结果分析
2.1 预紧工况下的有限元分析
图5为C型预弯机在预紧力的作用下的等效应力分布,图中仅显示等效应力大于40 MPa的区域。从应力分布来看,高应力区域主要集中在预紧拉杆和各机架的接触区域以及各机架之间的接触区域,其应力主要以压应力为主。对上机架来说,与预紧拉杆接触区域的应力大约为120~150 MPa,上机架与中间机架的接触区域应力达到200 MPa以上,中间支架在预紧力的作用下其应力处于较高水平,其中与上机架接触的U型槽区域 (图中B点)应力达到230 MPa,与下机架接触区域应力达到120 MPa左右,横向拉杆和中间机架接触区域 (图中C点)应力水平也达到130 MPa左右,下支架的高应力区域主要集中在拉杆接触的区域。

图5 预紧工况下C型弯边机应力分布Fig.5 Stress distribution of C type pre-bending machine under pretighening condition
2.2 弯边工况下的有限元分析
图6表示C型预弯机在预紧力和弯边力作用下的应力分布,相比于预紧工况,上机架的应力总体上增加,特别是与拉杆接触区域的应力水平稍有增加,但在弯边力的作用下与中间机架接触区域 (图中D点)的应力水平则有所减小,大约在180 MPa左右。中间机架在弯边力的作用下,应力有所释放,整体应力水平下降,与上机架接触的区域 (图中B点)的应力大约在190 MPa左右,中间机架与横向拉杆的接触区域(图中C点)的应力则有所增加,达到130~140 MPa,其主要原因是因为在弯边力存在水平分力。下机架的整体应力水平增加,在基与拉杆接触区域的应力增加。
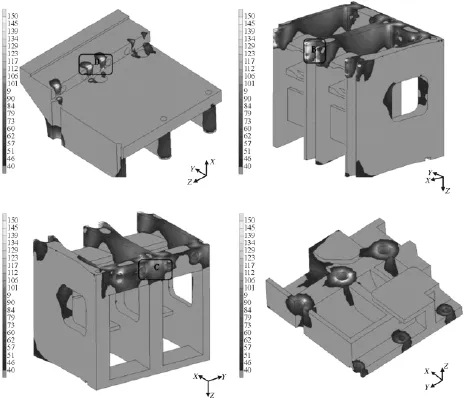
图6 弯边过程中C型弯边机应力分布Fig.6 Stress distribution of C type pre-bending machine in edge bending process
2.3 分析结果
通过对预紧工况和弯边工况下C型弯边机的有限元分析可知,C型弯边机主要应力集中在预紧拉杆与C型弯边机机架接触的区域以及各机架之间的接触区域,如预紧拉杆与机架接触区域应力虽然是压应力为主,但其应力始终处于较高水平,因此生产和制造中对该区域要足够重视;同样,中间机架和上机架的接触区域,应力也始终处于较高水平,特别是对中间机架的U型槽区域 (图5中B点)的应力处于两相压应力区域,且在预紧和弯边过程中应力有周期性变化,因此对该区域结构不能有较大制造缺陷,对今后维护也提出更高要求。
3 应力应变测试结果分析
现场应力应变测试情况如图7所示,考虑中间机架应力较高,应力应变测试主要以中间机架为主,中间机架沿着高度方向一共有6个测点,上机架在转角处设置一侧测点。主要针对仅有预紧力的工况和弯边过程进行测试,其测试情况如图8所示。表2给出了通过应力应变测试得到的C型预弯机各部位的应力与有限元仿真结果的对比情况,现场测试结果与有限元仿真结果相仿,证明通过有限元计算出的C型预弯机应力比较准确,也证明通过设置过盈量的方法可有效正确的模拟预紧力,为评价C型预弯机承载能力提供技术依据。

图7 现场应力应变测试Fig.7 Stress-strain testing on spot

图8 现场应力应变测试情况Fig.8 Results of stress-strain testing on spot

表2 应力应变测试结果与有限元计算结果对比Tab.2 Contrast of stress-strain testing results and finite element calculation results MPa
4 结论
在三维有限元模型中,通过设置过盈量的方法模拟了具有较大预紧力的C型预弯机应力状态,给出了在预紧力的作用和弯边状态下C型预弯机各机架的应力分布,并对C型预弯机进行了现场应力应变测试,测试结果与有限元计算结果相仿,证明通过上述方法能准确的模拟具有较大预紧力的C型预弯机承载能力,为评估C型预弯机承载能力提供了技术依据。
[1]邹家祥.轧钢机械 [M].北京:冶金工业出版社,2002.
[2]吴生富.大型锻造液压机机架的整体性分析[J].燕山大学学报,2006,30(2).
[3]周维海.UOE大直径直缝埋弧焊管U成形回弹量分析 [J].重型机械,2002(2).
[4]刘京雷.预弯工艺参数对UOE焊管O成形的影响 [J].塑性工程学报,2005,12(3).
[5]谢峰.C型压力机机身的有限元分析及优化[J].制造业信息化,2007(7).
