对新疆油页岩干馏工艺选择的模块化及其结果对比分析
2012-12-03马美秀黄建宁曾明明王金玉李森林吴启成
马美秀,黄建宁,曾明明,王金玉,刘 爽,耿 强,李森林,吴启成
(1.陕西冶金设计研究院有限公司,陕西 西安 710032;2.新疆宝明矿业有限公司,新疆 吉木萨尔 831700;3.沈阳成大弘晟能源研究院有限公司,辽宁 沈阳 110004)
0 前言
能源是人类生存发展和社会进步的前提和基础,对于急需增强综合国力的发展中国家,能源更是关系到国计民生的大事[1],而能源的焦点是石油。我国作为发展中国家之一,自身石油储量非常有限,而且从1993年已经成为石油净进口国。在这种形势下,寻找新的可替代能源很有必要。利用油页岩通过干馏技术生产页岩油替代石油资源已成为重要备选方案,油页岩干馏技术受到了各国政府和企业界的高度重视。目前我国油页岩干馏技术理论研究与工艺试验工作已取得新进展,包括油页岩热解机理、燃烧特性、动力学参数、热解、燃烧模型等理论研究和油页岩类物质流化床干馏及脱碳工艺、油页岩综合优化利用等工艺方法试验。但是在工业生产中不同干馏工艺对干馏工艺的模型及不同特性的页岩不具有系统性,因此本文以新疆吉木萨尔县油页岩为例,对不同干馏工艺进行计算、对比和分析。
1 不同干馏工艺概述
目前国内外油页岩干馏工艺有气体热载体和固体热载体两种工艺。不同干馏工艺对应不同的干馏炉炉型,国内干馏工艺主要有以下四种:
1.1 半循环半内燃干馏工艺
半循环半内燃干馏工艺 (即为抚顺炉工艺)为气体热载体干馏工艺,页岩干馏所需要的全部热量由热循环干馏气和干馏炉底部燃烧半焦供给,工艺流程如图1所示。
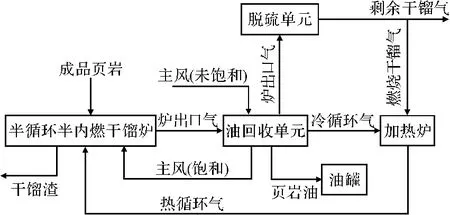
图1 半循环半内燃干馏工艺流程图Fig.1 Flow chart of semicycle and semi-internalcombustion retorting process
1.2 气燃干馏工艺
气燃干馏工艺 (气燃式方炉工艺)为气体热载体干馏工艺,油页岩干馏所需要的全部热量由干馏炉底部燃烧半焦和燃烧回炉气供给,工艺流程如图2所示。
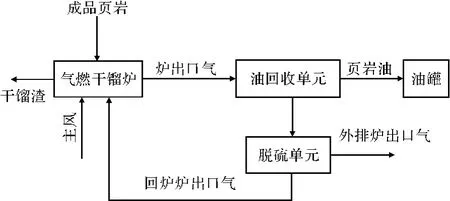
图2 气燃干馏工艺流程图Fig.2 Flow chart of gas combustion retorting process
1.3 全循环干馏工艺
全循环工艺为气体热载体干馏工艺,页岩干馏所需要的全部热量由加热炉供给,工艺流程如图3所示。
1.4 半循环半气燃干馏工艺
半循环半气燃干馏工艺为气体热载体干馏工艺,页岩干馏所需热量由加热炉、干馏炉底部混合气及半焦燃烧供给,工艺流程如图4所示。
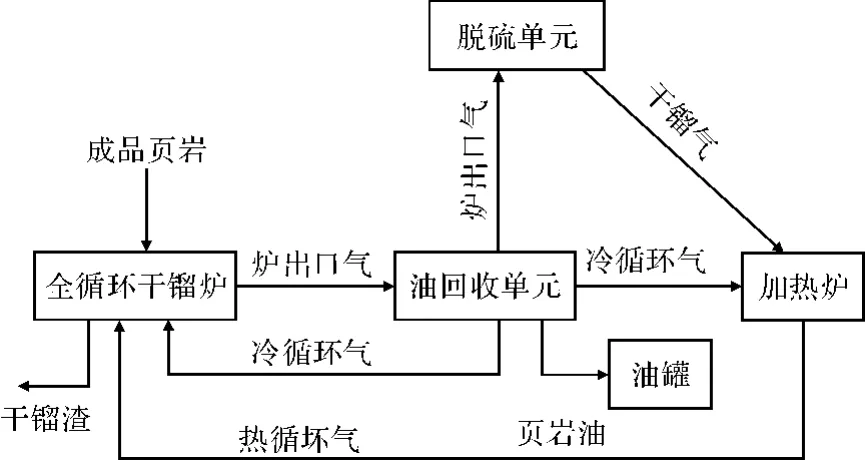
图3 全循环干馏工艺流程图Fig.3 Flow chart of fullcycle retorting process
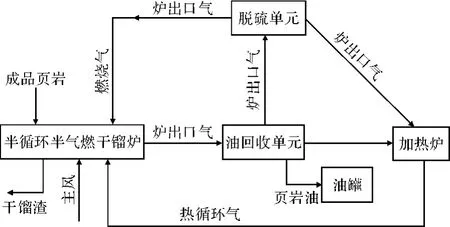
图4 半循环半气燃干馏工艺流程图Fig.4 Flow chart of semicycle and semi-gascombustion retorting process
2 干馏工艺的基础数据及不同干馏工艺计算模块
为了定性的分析不同干馏工艺,以新疆吉木萨尔县油页岩为例,进行了计算和分析。
2.1 干馏工艺的基础数据
根据新疆吉木萨尔县油页岩的理化特性,为使工艺选择更贴近实际的矿藏资源,设计参数取现有各检测报告的指标平均值的中下限为工艺计算的物性参数,各项指标值如图5~图7所示。

图5 油页岩理化指标界面Fig.5 Interface for physicochemical indexes of oil shale
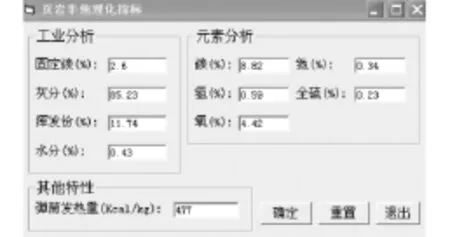
图6 页岩半焦理化指标界面Fig.6 Interface for semicoke physicochemical indexes of oil shale
2.2 不同干馏工艺的计算结果和选择最优工艺
以新疆吉木萨尔县油页岩的基础数据和不同干馏工艺的工艺参数为依据,对上述四种工艺建立计算模块 (图4),并通过Excel输出不同工艺的计算结果参数,通过对比分析最先确定半循环半气燃干馏工艺和全循环干馏工艺为可选工艺,但半循环半内燃干馏工艺对页岩特性要求较高,所以最终选择全循环干馏工艺为最终方案。不同干馏工艺界面如图8所示。表1是不同干馏工艺计算的结果。
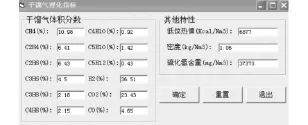
图7 干馏气理化指标界面Fig.7 Interface for gas physicochemical indexes of oil shale
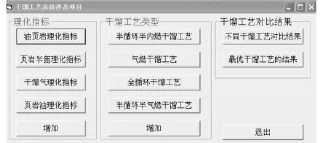
图8 不同干馏工艺界面Fig.8 Interface of different retorting process

表1 不同干馏工艺计算结果Tab.1 Calculation results of different retorting process
3 结论
通过对新疆吉木萨尔油页岩干馏工艺进行计算,选择全循环干馏工艺为最优方案。同时对不同干馏工艺的计算结果进行比较,结论如下:
(1)半循环半内燃干馏工艺对页岩的适用性强,但当页岩的固定碳含量和气体产率低于某一特定值时,需要采用补充外部热源的方式来满足干馏所需要的热量。
(2)气燃干馏工艺所用设备简单,投资小。但是页岩的固定碳含量和气体产率的要求高。当气体产率较低时,剩余干馏气的流量大但热值低,且无利用价值。
(3)半循环半气燃工艺方案对页岩适用性强,自身热量利用最合理,但是在收油率、生产操作等方面无优势,且没有工业使用先例。
(4)全循环干馏工艺方案较气燃干馏工艺投资高,但是收油率高,并且全循环工艺在用水量、污水量、净化气量等均少于其他干馏工艺,运行成本相对较低。但是由于需要加热炉供热,要求热循环气的温度较均衡连续,特别是循环干馏气热值高,危险系数较大,因此不能忽略加热炉操作的复杂性。
[1]苏年慈.煤炭在未来能源中的地位 [J].能源译从,1988(1):63~64。
[2]牛继辉,陈殿义.国外油页岩的地下转化开采方法[J],吉林大学学报 (地球科学版),2006,36(6):1027-1030.
[3]黄志新,袁万明,黄文辉.Paul E izenhoefer.油页岩开采技术现状 [J],资源与产业,2008,10(6):22-23.
[4]柳蓉,刘招君.国内外油页岩资源现状及综合开发潜力分析 [J],吉林大学学报 (地球科学版),2006,36(6):896-897.
[5]姜秀民,韩向新,崔志刚.油页岩综合利用技术的研究[J],自然科学进展,2005,15(11):1342-1345.
[6]王庆一.中国能源 [M],北京:冶金工业出版社,1988:171-172.
[7]何帆,覃东海.面向未来的中国能源政策——寻找内外平稳的发展战略[M].上海:上海财经大学出版社,2006.
[8]张仁贵.我国热风炉热效率现状及分析 [J],钢铁,1993,28(11):74-77.
[9]东北工学院冶金炉教研室.冶金炉热工及构造[M],沈阳:东北大学,1977.
[10]王秉铨.工业炉设计手册 [M],北京:机械工业出版社,1996.
[11]杜涛,赵渭国.火焰炉热工计算 [M],北京:经济科学出版社,2002.
[12]刘招君,杨虎林,董清水,等.中国油页岩[M],北京:石油工业出版社,2007.
[13]钱家麟,尹亮.油页岩-石油的补充能源 [M],北京:中国石化出版社,2008.
[14]杨世铭,陶文铨.传热学 (4版)[M],北京:高等教育出版社,2006.
[15]施国泉.中国石油和石化工程研究会.油页岩和页岩油[M],北京:中国石化出版社,2009.
[16]黄建宁,李森林.运用冶金焦化生产技术开发油页岩炼制新工艺[J].重型机械,2009(4):12-15.
[17]苗玉坤,赵学峰.我国海洋石油装备现状及市场前景 [J].石油矿场机械,2011(69).
[18]赖笑辉,王维旭,栾苏.我国海洋钻井装备国产化现状及发展展望 [J].石油矿场机械,2010(12).
