冷挤压工艺有限元模拟参数灵敏度分析
2012-11-28李兵张春
李兵,张春 ,2
(1.湖北汽车工业学院 材料工程系,湖北十堰442002;2.西安交通大学 机械学院,陕西西安710049)
冷挤压工艺是一种高精、高效、优质低耗的先进生产工艺技术,较多应用于中小型锻件规模化生产[1]。冷挤压工艺复杂,影响因素多,传统的冷挤压工艺参数的制定一般通过试制以确定所用的成形方法是否可行,这是一个试错的过程,需要工艺制定者有大量的经验,需要大量的人力、物力、财力,成本高,周期长[2]。利用有限元模拟对冷挤压成形过程进行计算机仿真模拟分析,可以对多种不同的工艺方案进行预测分析,优化模具和工艺设计选择合理的工艺方案,还可以预测成形过程中可能出现的各种工艺缺陷和质量缺陷[3]。要得到高质量冷挤压工艺参数数值,必须解决的关键问题是要知道那些参数最主要,那些参数次之。应该仔细检验关键参数而不是非关键参数,因而需要大量精力和金钱来得到关键参数。
本文采用实验设计方法设计正挤压模拟方案。确定模拟方案后,利用DEFORM进行模拟,对模拟数据进行无量纲化处理,然后再对无量纲化处理的数据进行回归分析,最后按照回归分析的结果对冷挤压工艺作输出参数对输入参数的灵敏度分析。
1 冷挤压工艺有限元模拟
以典型冷挤压零件导电杆为例,导电杆三维模型如图1所示,导电杆材料为AL1100,采用正挤压工艺。根据冷挤压工艺参数设计理论确定输出参数是等效应变、等效应变速率、等效主应力、最大主应力和挤压力,输入参数是摩擦系数、凹模锥角、毛坯高径比和挤压速度。
1.1 有限元模拟方案
根据冷挤压理论和工艺设计常用经验工艺参数数值,设计有限元模拟的输入参数的取值:
1)摩擦系数摩擦系数被设定为从0.2~0.35,由小到大经过4次等间距增加,每次增加的值为0.075。
2)毛坯高径比根据正挤压零件导电杆零件图尺寸,取圆柱形毛坯,其横断面尺寸等于凹模孔尺寸,这样有利于降低工件的变形不均匀程度,考虑到要挤压出零件,毛坯高径比范围为2~2.6,由小到大经4次等间距增加,间距为0.3。
3)凹模锥角 凹模锥角 α为60°~180°,从小到大经4次等间距增加,间距取为30°。
4)挤压速度根据导电杆材料为AL1100,考虑到挤压变形力不能过高,同时要提高生产效率,因此取挤压速度为10~40mm·s-1,从小到大经4次等间距增加,间距为7.5mm·s-1。
输入参数有4个,每个输入参数都是0~4的水平,具体的模拟方案如下:先取每个参数的最小值和最大值,即第1个水平和最后一个水平来进行全组合,有24=16种。首先按这种全组合来模拟,由这种端值模拟可以确定模拟数据的量程,即16次模拟中每个变量最大值与最小值之差。然后取每个参数的中间水平值来进行1次模拟。最后一个因素分别和中间参考数值进行组合模拟,首先,只取第1个参数中除最小值最大值和中点值之外的水平值,将第2~4个参数的中间值固定住,这样共有2种组合进行模拟,依次每个参数都将其余的参数中点值固定,只取该参数中除最大最小值和中点值之外的水平来组合,共有2×4种组合。
上述所有模拟完成之后,可得到总模拟次数为

详细模拟方案如表1所示。

表1 冷挤压模拟方案表
1.2 有限元模型的建立
导电杆是采用冷挤压成形的,忽略温度的变化,模具都使用刚体模型,重点考虑工件的塑性变形。导电杆材料选用AL-1100,冷挤压零件导电杆的模拟模具简化为凸模、凹模,避免大量的模具设计工作,其余参数的设定如摩擦系数、挤压速度需根据模拟方案要求来设定。建立模拟的几何模型。建立有限元模拟需要重点关注坯料网格划分的问题,采取10000个网格划分。进而模拟步数设定为50,模拟步设定采用时间增量模式,其值为总的凸模下行距离除以挤压速度再除以总的模拟步数。有限元模型示意图如图2所示。

图1 工件图
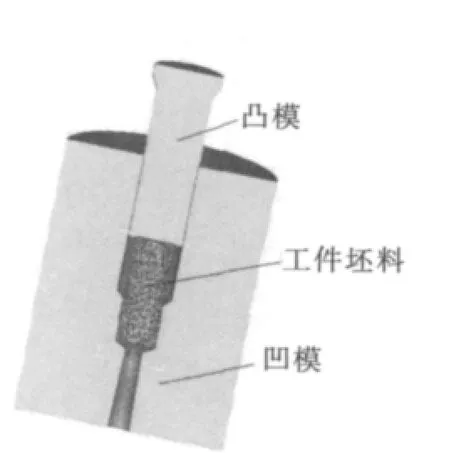
图2有限元模型示意图
1.3 模拟结果
根据模拟方案进行有限元模拟,得到每一次模拟结果的输出参数的数值。
2 灵敏度分析
将上述25次模拟得到的数据,做无量纲化处理使所有参数处于同一平台,消除量纲影响。无量纲化处理结果可见表2。
无量纲化处理的数据需要进行多元线性回归分析处理,以便分析输入对输出的灵敏梯度(回归系数)[4],进行线性回归分析后,用Excel作出输入对输出的柱状图,如图3所示。从图3中得知,对输出影响最关键的输入因素是毛坯高径比和凹模锥角,摩擦因子有一定影响。

图3 输出参数对输入参数的灵敏度

表2 正挤压模拟无量纲化处理后的数据
3 结 论
1)在冷挤压时,对输出(等效应变、等效应变速率、等效主应力、最大主应力和挤压力)影响最关键的输入因素是毛坯高径比其灵敏度在0.5左右,以及凹模锥角其灵敏度在0.21左右,相比这2个因素,挤压速度对输出都不敏感,其灵敏度在0.02左右,可以忽略不考虑。2)在挤压过程中,摩擦因子对输出参数有一定影响,其灵敏度在0.09左右。3)采用灵敏度分析的实验设计方法大大提高工艺制定的效率,降低工艺制定的成本。
[1]洪涂泽.冷挤压工艺及模具设计[M].合肥:安徽科学技术出版社,1985.
[2]张珂,臧顺来,郭成.板料弯曲成形数值模拟参数敏感性分析[J].锻压技术,2007,32(2)∶126-129.
[3]兰箭,李兵,李昶.冷挤压工艺设计CAPP系统的开发与应用[J].热加工工艺,2009,38(15)∶69-72.
[4]Douglas C.Montgomery.实验设计与分析[M].北京:中国统计出版社,1998.
