盘式刀库及机械手可靠性增长试验方法研究*
2012-11-24李春梅冯虎田董维新刘亚峰
葛 甜,李春梅,冯虎田,董维新,刘亚峰
(1.南京理工大学机械工程学院,南京 210094;2.陕西秦川机床工具集团有限公司 秦川发展研究院,陕西宝鸡 721009)
0 引言
盘式刀库及机械手是车铣复合加工中心的重要换刀装置,随着加工中心复合功能的增多和密集型技术的引入,不可靠因素和故障隐患增多,尤其是在复杂零件的加工过程中,需要频繁更换刀具,执行动作多且速度快,刀库和机械手很容易因为刀盘旋转产生的振动和零件磨损等原因导致定位不准确,从而出现掉刀等故障[1]。因此非常有必要对该盘式刀库及机械手进行可靠性增长试验,并不断进行故障排除和结构优化,从而实现其平均无故障时间的显著增长,提高可靠性水平。
可靠性增长试验就是通过逐步改正产品设计和制造中的缺陷,不断提高产品可靠性的工程试验,通常安排在工程研制基本完成之后和可靠性鉴定试验之前。可靠性试验最常用的方法是通过试验-分析-纠正试验(简称TAAF试验)纠正故障,并达到逐步提高产品可靠性的目标[2]。
本文主要研究了盘式刀库及机械手的可靠性增长试验方法,对类似产品的可靠性增长有参考借鉴作用。
1 盘式刀库及机械手可靠性试验系统构成
车铣复合加工中心用盘式刀库及机械手(见图1)的可靠性试验系统分为机械系统、控制系统、测试系统三个部分。
机械系统由支承结构、传动结构、定位结构和夹紧结构组成。支承结构主要包括底座、主轴、支架和刀盘,完成主体部分和其它零件的承载、安装功能。传动结构主要由电机、齿轮组、齿轮轴组成,齿轮和刀盘联接在一起,齿轮传动带动刀盘旋转。定位由电气定位和机械定位共同完成,通过发讯盘和发讯开关发出信号,进行粗定位,而精定位则是由定位轴、定位套及插销实现的。夹紧机构主要是由刀爪、导向杆、弹簧及定位块组成。
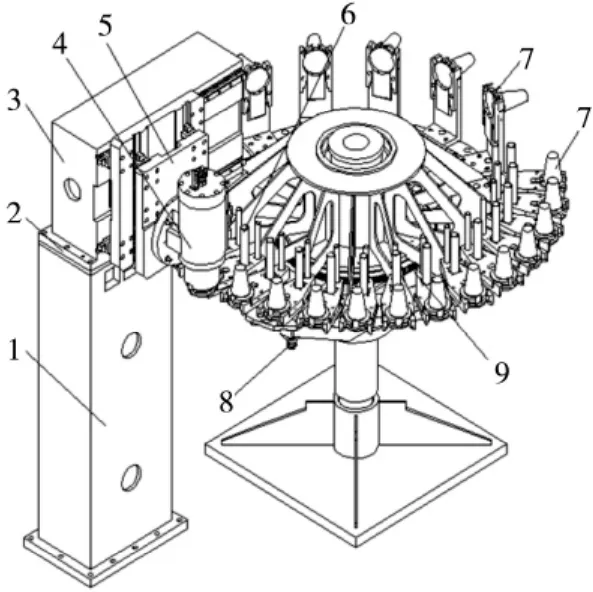
图1 盘式刀库及机械手试验台
该盘式刀库的控制部分采用西门子802D数控系统,测试系统独立于控制系统,利用相关的传感器可以全面检测盘式刀库及机械手的换刀位置精度、振动特性、是否掉刀、气缸压力、刀库的转速扭矩,以及工况噪声等参数。在后期可靠性试验中,这些性能参数是反映刀库可靠性水平的重要因素之一。
2 盘式刀库及机械手故障模式分析
根据GJB1407《可靠性增长试验》中的规定,可靠性增长是针对产品的可靠性或者针对产品的故障的。分析产品故障原因和机理,改进设计缺陷,是提高产品可靠性的关键。在TAAF试验中诱发的关联故障,分为A类故障和B类故障两种,A类故障是不予纠正故障,B类故障为可纠正故障。
针对盘式刀库的结构特点和早期故障试验结果,对其可靠性薄弱环节进行故障模式、影响及危害性分析,以便于后期故障的纠正和可靠性增长试验的追踪与控制。得到其故障模式分析如表1所示。
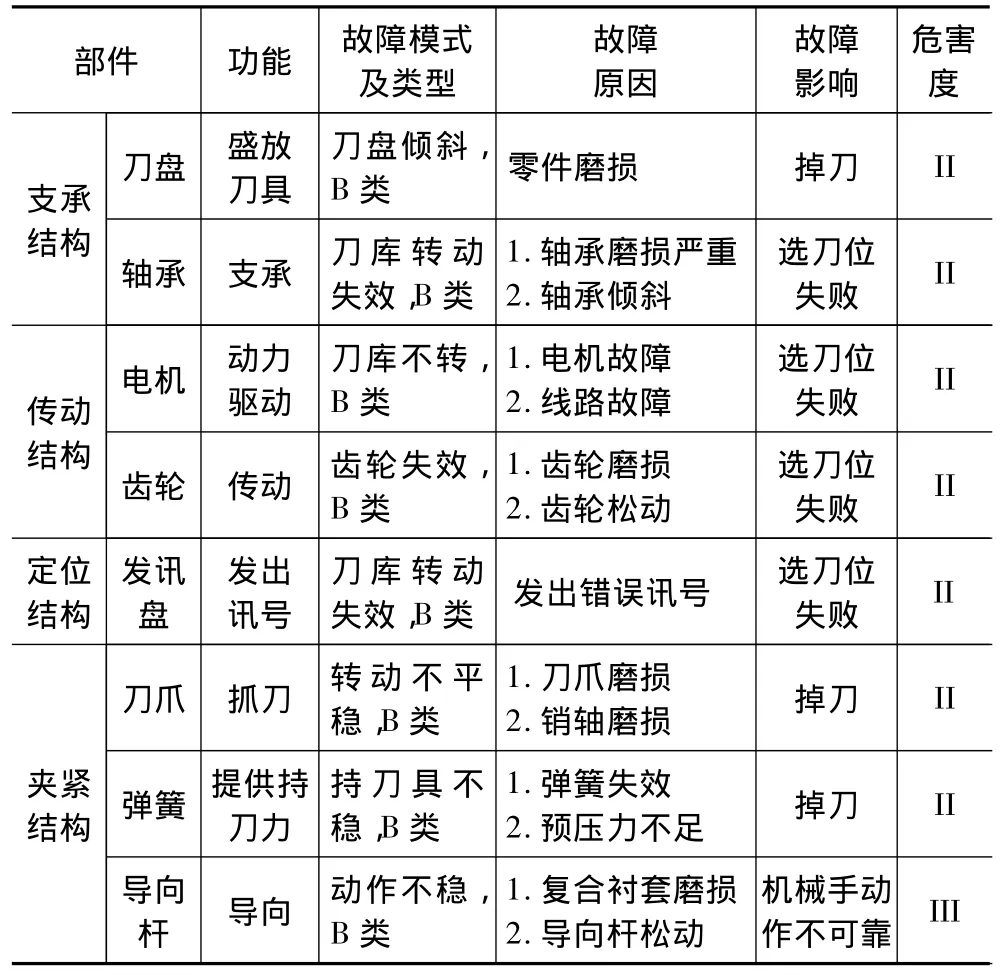
表1 盘式刀库及机械手故障模式分析
3 可靠性增长试验方法设计
3.1 可靠性增长模型
在可修产品的可靠性增长试验中,常用的是杜安(Duane)模型和AMSAA模型[3]。本文选取Duane模型作为车铣复合加工中心用盘式刀库及机械手的可靠性增长模型。
Duane模型最初是飞机发动机和液压机械装置等复杂可修产品可靠性改进过程的经验总结,其前提是:产品在可靠性增长过程中,逐步纠正故障因而产品可靠性是逐步提高的,不许可有多个故障集中改进而使产品可靠性有突然地较大幅度提高。
Duane模型引入累积故障率λΣ(t)的概念,指出产品在增长试验过程中,累积故障率对于累积试验时间,在双边对数坐标纸上趋近于一条直线,即:

式中:a为尺度参数,a>0,表示双边对数纸上该直线的截距,它的工程意义是一定程度上反映了进行可靠性增长试验初始可靠性水平的高低,a愈小,说明初始可靠性水平高。m为杜安增长率,0<m <1,表示双边对数纸上该直线的斜率,它的工程意义是反映了可靠性上升速度的快慢。m愈大,可靠性增长效果愈好。
在工程应用中,已知某一累积试验时间tI及其对应的产品累积MTBF,记为MI,则可得:

(2)式可用于制订可靠性增长计划,(3)式用于表示增长计划曲线并用于跟踪,两者还可用于产品可靠性增长过程中及最终的可靠性评估。
3.2 可靠性增长试验计划
可靠性增长试验计划的主要组成部分是计划曲线,即MTBF(t)=M()m。设总试验时间为T,MΣIobj为预期的增长目标,则必须满足[5]
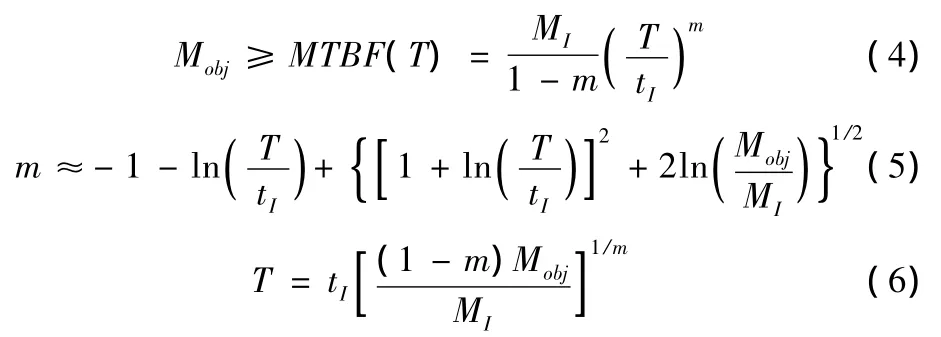
式中共有5 个参数,MI,tI,m,T,Mobj,只有 5 个参数全部满足上述关系时,才能构成符合增长试验目标的计划曲线[4-5]。考虑到车铣复合加工用盘式刀库及机械手的主要工作过程为换刀和加工,工作时间较长,若选时间为单位,则试验数据采集难度加大。因此试验过程以换刀次数n为计数单位,选用累积无故障换刀次数作为考核刀库的MTBF指标。
(1)增长目标的确定
增长目标值应超过规定值,设定可靠性增长目标Mobj为10000次累积无故障换刀。
(2)起始点的确定[6]
计划曲线的起始点含两个参数:MI,nI,蕴含着Duane模型的参数a和m,对增长规律和总试验次数N有很大影响。反推法[6]根据已经确定的增长目标和特定的增长策略,反过来确定产品必须具有的初始可靠性MI0,再确定MI。反推公式为:

Kλ是纠正比,取值范围为0.85~0.95;d是平均纠正有效系数,取值范围0.55~0.85。具体的取值要根据故障统计分析的结果来确定。在试验前,可以根据上代产品或同类产品的增长规律暂定。参照同类产品的实际可靠性增长规律,取Kλ=0.9,d=0.7,则可得出MI0为1850次,选定MI=2000次,nI=5000次。
(3)Duane增长率的确定
最初Duane模型依据的一些航空用发动机和液压机械装置的增长率都是0.5,随后经过比较广泛的可靠性增长试验实践,对于新研制的复杂设备,增长率的范围为0.3~0.6。影响增长率的主要因素为:故障纠正效果和产品设计成熟程度。对本刀库取m=0.5。
(4)试验总次数的确定
根据GJB 1407《可靠性增长试验》规定的增长试验方案,总试验时间为增长目标Mobj的5~25倍。考虑到盘式刀库机械手是高可靠性产品,试验时间过长则经费消耗越大。若取N=5Mobj,则N=50000。若根据(6)式计算,N=31250,换刀次数明显减少。取N=30000,代入公式(5),m≈0.53,超出预计增长率,可以接受。
(5)绘制可靠性增长试验计划曲线
综上,最终确定的参数为Mobj=10000次,MI=2000次,nI=5000次,m=0.53,N=30000次。
在双边对数坐标纸上,以换刀次数为横坐标,累积无故障换刀次数为纵坐标,可得到车铣复合加工中心用盘式刀库及机械手可靠性增长试验的计划曲线(见图2)。
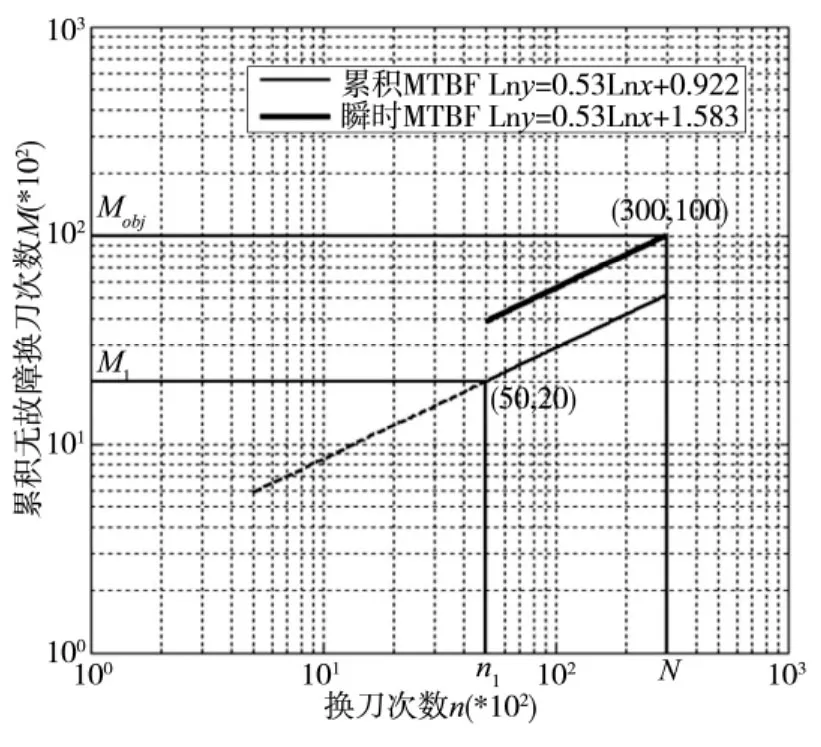
图2 盘式刀库可靠性增长计划曲线
3.3 可靠性增长试验的跟踪与控制
在进行TAAF试验过程中,受试产品发生故障时,应根据故障的类型与性质进行不同的处置。车铣复合加工用盘式刀库及机械手是大型复杂的机电产品,故障分析与纠正困难大,所需时间长。因此对于非关联故障和关联故障中的A类故障,只需对其进行修复,恢复到本次故障发生前的产品状态,然后继续试验。对于关联故障中的B类故障,修复后立即恢复试验,在试验继续进行的同时开展故障分析、纠正和制造新设计有关的硬件。遇到必须中断的时候,才在受试产品上实施纠正措施。
可靠性增长试验的跟踪过程就是记录发生关联故障时的时间与累计故障数,拟合成跟踪曲线,与计划曲线做对比。当实际增长过程中所有故障点在计划曲线上方,或者跟踪曲线在计划曲线上方,或者跟踪曲线在总试验时间前的延长线穿过计划曲线,此时说明实际增长结果满意,不需要控制。否则就需要改善增长策略,以提高故障纠正效果。
3.4 最终评定
对于本文试验对象,在可靠性增长试验过程中得到的关联故障时间序列为时间截尾数据,用Duane模型来评定,当实际增长率高于计划增长率时,则表明产品可靠性已超过预期增长目标,可靠性增长试验成功。
4 结束语
车铣复合加工中心用盘式刀库及机械手是大型复杂的机电类产品,具有高可靠性单样本的特点,其可靠性工作与电子产品相比相对困难。本文提出的可靠性增长试验方法能够适用于同类产品,通过逐步排除故障,纠正设计缺陷,优化产品结构,辅以Duane模型等可靠性增长模型,对其进行跟踪和控制,进而达到提高产品可靠性水平的目标。
[1]张金权.台湾吉辅盘式刀库工作原理及故障排除[J].机电信息,2010(6):104.
[2]孙志礼,陈梁宇.实用机械可靠性设计理论与方法[M].北京:科学出版社,2003.
[3]Duane JT.Learning curve approach to reliability monitoring[J].IEEE Transaction on Aerospace,1964(12):1-10.
[4]涂泽中.可靠性增长试验的计划曲线及其参数研究[J].上海航天,1999(4):29-33.
[5]李进卫,霉振梭.关于可靠性增长试验计划曲线的绘制[J]. 价值工程,2008(10):112-114.
[6]何国伟,戴慈庄.可靠性试验技术[M].北京,国防工业出版社,1996.
[7]张绍伟,史松伟,张昶.防空导弹可靠性增长试验加速方法的工程探索[J].电子产品可靠性与环境试验,201129(5):10-13.
[8]M.Xie,M.Zhao,Reliability growth plot::an underutilized tool in reliability analysis[J],Microelectron Reliab.,1996.
