微波炉支架加工方案的改进
2012-11-03胥永林
胥永林
广东科技学院
微波炉支架加工方案的改进
胥永林
广东科技学院
本文详细地介绍了微波炉支架的加工工艺分析、零件的加工过程,通过加工工艺改变前后的工艺比较。实践结果表明通过改进零件的加工工艺后,加工效率得到了很大提高,取得了良好的经济效益。
微波炉支架;工艺分析;加工过程;效率;提高
随着制造业在珠三角的不断升级,企业要在市场竞争的环境中生存,就要提高产品的生产效率,如果企业的产品加工工艺不是最佳,将会提高产品的制造成本。通过改善零件的加工工艺,大大提高产品的生产效率和制造精度,从而满足客户的要求。
微波炉支架的加工工艺过程
1. 零件的工艺分析
微波炉支架零件(如图1所示)材料为6061铝合金,由于零件加工数量不大,共800件,零件批量太少,不能做成压铸模或冷挤压模的方法来加工零件,只能选用机械加工的方法加工。铝合金材料具有中等强度,良好的抗腐蚀性和切削加工性能。零件中间有一方形凸起,因有配合要求,所以公差要控制在0.05mm,并且零件属于细长型零件,有4个通孔和1个盲孔,中间和两侧都有曲面。其它部分尺寸公差为±0.03mm,精度要求不高。零件加工的难点在曲面的加工和零件加工的装夹方面。
2.零件加工工艺过程
1)备料:选用25mmX8mmX1000mm的方材,用切割机切割25mmX8mm X120mm,用普通立式铣床加工,出两个互相垂直的基准面,便于加工过程中对刀和抄数。

图1 微波炉支架零件三维图
2)加工过程
将加工好基准面的坯料夹在小平口钳上,保证工件两端露出在平口钳外面,防止加工时碰到平口钳,装夹时保证加工部分尺寸大于9mm,先利用数控雕刻机加工图3所示两侧面,因材料是铝合金,切削时切削力不大,可两次走刀加工完成,加工时不要把基准面切削了,零件加工后发现曲面表面质量好。
加工完零件上面的两侧面后,把零件翻转过来,由于零件较薄,直接夹紧中间部分,零件加工时,细长部分容易变形。故采用两个相同的特制垫铁(如图4所示),垫铁的加工工艺是先用立式铣床粗精工,再用平面磨床精加工到尺寸要求。用相对着的方式把工件夹在垫铁的中间,这样零件装夹时就不会变形,注意零件的侧面凸出部分在垫铁的凹槽内,用平口钳夹紧零件。零件装夹后因垫铁不高,所以垫铁不会影响零件的加工,用雕刻机加工如下图5所示零件的上面部分。
零件加工完以上两个工序后,把零件取出来,用图三所示垫铁水平摆放零件,摆放零件注意加工孔位都要避空,用平口钳夹紧零件,用雕刻机加工零件的左右两端半圆柱曲面和钻上面的4个通孔如图6所示,加工时由于材料较软,切削量可选用为0.5mm.。钻孔时注意选用跟加工曲面相同的基准,要求在基准去除前抄准数,否则钻孔时没法对刀。保证不了加工精度。
加工最后一个孔时的装夹和定位,非常重要,如果直接装夹在平口钳上,不好取数,而且钻孔效率极低。使用一个合理而简单的夹具(图7),可以极大提高生产效率。该夹具用线切割割出中间定位方孔,保证孔位尺寸误差为±0.01mm,加工时,先把夹具固定在普通立式铣床的平口钳上,用分中棒找正夹具X、Y中心,并把立式铣床上的数显X、Y坐标清零。把工件凸起方形配入夹具孔中,调好钻头加工的深度刻度位置。直接钻孔。取出零件用锉刀去除毛刺,保证倒角在0.5 X 0.5mm。
3)零件改变工艺前的加工工艺(图8)

图2 微波炉支架零件工程图

图3
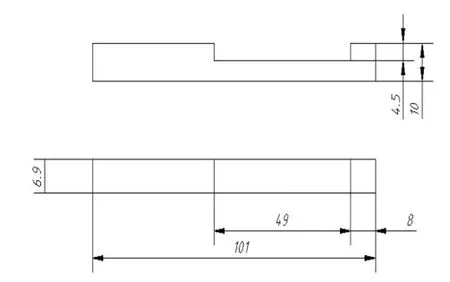
图4 垫铁

图5

图6

图7

图8 零件加工前期曾使用过的加工过程
备料方法跟工艺改变后相同,加工方法有较大的不同。加工方法是先用小平口钳夹紧零件,零件夹紧部分约2mm高,在雕刻机上加工图8所示零件的上表曲面、左右半圆柱曲面和钻削4个通孔,装夹时注意孔位避空,加工完成后,把零件翻转过来加工另一个曲面,装夹时下面要垫上图4所示特制垫铁,实践证明采用这样加工两个曲面,加工所用时间很长,加工后曲面质量不好,刀痕非常明显。再把工件侧起来,使用工艺改变后相同的方法,用两个相同的垫铁在平口钳上相对着装夹零件,在雕刻机上加工第三方向的曲面。最后直接把工件装夹在平口钳上,用雕刻机加工最后一个孔,加工时抄数很困难,装夹也不方便,加工精度不高,生产效率低。
结束语
通过对微波炉支架零件的加工,在加工过程中合理地改变加工工序的顺序,灵活地运用专用垫铁和夹具,变换加工设备的工艺,减少各工序所产生的定位及加工误差,零件的加工精度、表面质量,加工效率都得到了很大提高。
[1]李云程.模具制造工艺学,机械工业出版社.1999
[2]汤习成.机械制造工艺学,中国劳动社会保障出版社.2004
