化工项目自拆卸式火炬的施工
2012-11-02许顼
许顼
(中国石化工程建设公司,北京100101)
化工项目自拆卸式火炬的施工
许顼
(中国石化工程建设公司,北京100101)
福建炼油乙烯项目的火炬系统包括化工、炼油、芳烃和酸性气四套火炬,由同一座塔架支撑,采用自拆卸式高架捆绑火炬技术。文章就项目火炬系统的组成、施工难点及注意事项等进行介绍,并提出了以下几点建议:火炬塔架杆件出场前应分段预组装,到现场后进行整体卧组;火炬筒体尽量不采用现场制作;严格保证火炬筒体预装精度;进行筒体顶升前要做好各项调试工作;火炬塔架高空障碍灯滑轮组尽量采用全封闭设计。
石化工程火炬系统;塔架;点火系统;吊装施工
0 引言
福建炼化有限公司(以下简称福建炼化)是一家由中国石油化工股份公司和福建省石化工业公司合资的有限责任公司,位于福建省泉州市泉港区,原油加工能力原为400万t/a(截止2006年)。在原有炼油厂基础上,于2006年开始兴建福建炼油乙烯项目(FREP),该项目是一套世界级的集炼油及石化于一体的项目,包括对石油产品的公用系统、附属设施、场外工作以及现有产品装置内的附属设施进行改建、新建的炼油和化工产品装置及储运设施。根据整个装置的安全性设计,火炬是其中最重要的一个公用设施。该项目的火炬系统是目前国内最大的火炬系统,由中国石化工程建设公司(SEI)执行EPC总承包。图1为火炬塔架全景。

图1 火炬塔架全景
1 火炬系统介绍
火炬系统包括火炬外管、火炬包和辅助设施三大部分。新建四套火炬为化工火炬、炼油火炬、芳烃火炬和酸性气火炬,由同一座塔架支撑,采用自拆卸式高架捆绑火炬技术。该技术可节约占地、减少工程量和投资额,同时在不影响其他火炬正常运行的前提下,确保故障火炬顺利装卸;全部检维修工作均可在地面进行,且整个装卸过程无需使用大型吊车。四套火炬的高度均为150 m,塔架高度为145 m。
化工火炬头、炼油火炬头和芳烃火炬头的排放直径为1 800 mm,火炬头上各设4支长明灯;酸性气火炬头的公称直径为750mm,火炬头上设3支长明灯。每套火炬各设1台现场地面自动爆燃点火盘,采用爆燃方式点燃长明灯,实现长明灯自动点火、遥操点火和现场就地手动点火。为保证各装置的火炬气排放安全,各火炬系统上长明灯保持常燃。
1.1 火炬塔架及装卸楼梯间
本项目火炬塔架技术采用美国ZEECO公司专利技术,自拆卸式火炬塔架采用四边形桁架钢管结构形式,全部使用法兰、高强螺栓连接。
该塔架桁架结构由立柱、横梁、斜撑组成,内部无任何设施。塔架四壁均为梯形,北墙直立,其他三面墙体向中心收缩,形成矩形锥体结构,塔底截面尺寸为30 m×30 m,塔顶截面尺寸为15 m×10 m,塔架总高度为145 m,杆件总数772根,其中最大杆件直径达750 mm(8根),总质量为880.5 t。
塔架的垂直面(每一台火炬)设有导轨,用于火炬筒体支撑。4个火炬筒体位于塔架外侧,塔架外侧设置轨道用于安装火炬筒体及其他设施,所有的公用配管(如燃料气管、蒸汽管、爆燃管等)均安装在分段筒体上,每节筒体均装设滚轮,可沿轨道上下移动。
塔架共设置3层操作平台,1个为连接火炬筒节螺栓操作用24 m平台,1个为挂摘火炬筒节与滑轮挂钩操作用平台,另1个为顶层安装查看用平台。
塔架设置有检修安装用楼梯间(斜梯)和紧急操作用直梯。塔架顶端设有高空障碍灯装卸的悬挂装置。塔架外侧设有固定火炬筒用竖直滑道,每个火炬设置滑道2个,共8个滑道。
1.2 自拆卸式捆绑火炬特点
(1)一座塔架上同时支撑多套火炬筒体。
(2)一套火炬系统的检维修工作不影响其他火炬系统的正常运行。(3)所有检维修工作均在40 m以下高度完成。(4)不需要大型吊车即可完成对火炬头、密封装置及火炬筒体的拆装工作。
(5)各火炬系统集中布置在塔架的垂直立面侧,间距3~5 m,便于火炬系统装卸;整个装卸工作均在40 m以下高度完成。
(6)火炬系统分成若干段,每段通过法兰或螺栓连接;所有公用工程管道和电仪穿线管敷设在筒体上,与筒体一样相应分成若干段,每段之间通过法兰连接,且每段为一个相对独立的部分,容易装卸。
(7)每套筒体在塔架上均设有两根滑动导轨,筒体上装有滑动支腿,可在滑动导轨中上下自由滑动;筒体底部设翻转支座,可使筒体自由翻转。
1.3 自动点火系统
火炬自动点火系统以长明灯上的热电偶温度控制信号作为检测单元,PLC作为控制单元,高空点火装置作为执行单元,整个系统实现自动显示、报警、点燃或熄灭等控制功能。火炬点火系统包括:LSDG导电杆、LSWT-90型弯管、LSYHT01引火筒、DL-04电缆、热电偶等主要元器件。
1.3.1 LSDZ01型半导体电嘴
LSDZ01型半导体电嘴采用高能半导体材料,该材料具有负值的电阻温度系数,放电过程为电内加热,它使表面材料蒸发电离,从而产生放电电火花,电火花能量取决于储能电容。高能半导体点火系统采用航空用高能半导体电嘴作为点火元件,是当今世界上最先进、最可靠的点火方式。
1.3.2 地面内传燃式火炬点火器
地面内传燃式火炬点火器是火炬系统的重要设备之一,也是火炬点火的备用手段。目前国内点火器制造厂生产的地面点火器普遍存在点火成功率低和不防爆等缺点。本项目火炬设施的设计,参照从国外引进的火炬点火先进技术,并结合国内点火器产品的实际情况,开发了LSHD02型地面防爆式火炬点火器。净化压缩空气和燃料气管道上均设置了自力式调节器,以保持恒定压力(在管路上均设置了压力表);在地面点火器主控箱内部设置限流孔板以维持一定流量,使爆燃气体达到爆燃浓度范围,使点火成功率大大提高。
1.3.3 点火种类
火炬系统的点火种类有:自动点火方式、手动点火方式、DCS远程点火方式、强制点火方式、火炬现场就地点火盘爆燃点火方式。
2 火炬系统施工难点及技术对策
火炬系统施工过程中,火炬塔架的吊装施工是施工中的重点和难点,火炬筒体的顶升是控制可拆卸式火炬的关键环节,点火系统调试是项目正常运行的保证。
2.1 塔架吊装
塔架位于厂外通港路北侧山顶上,加上塔架高度,吊装区域风多风急。塔架各段尺寸巨大,现场相对狭窄,在各段吊装时,其顶部高处作业空间设置、安全围护等均存在较大困难。
火炬塔架吊装采用分段吊装的施工工艺,各段具体技术参数见表1。
2.1.1 塔架吊装过程及注意事项
(1)在火炬塔架分段吊装施工过程中,塔架第1、2段应直接在塔架基础上进行组装、找正、地脚螺栓固定,第3至第12段应在地面预组对后,分段吊装。
(2)塔架各段吊装前,应首先进行试吊,并组织相关人员对吊车及机索具进行全面检查,确认吊索的受力情况、起重机的机械运转状况、地基沉降情况等无问题后,签署《吊装命令书》,方可正式起吊。
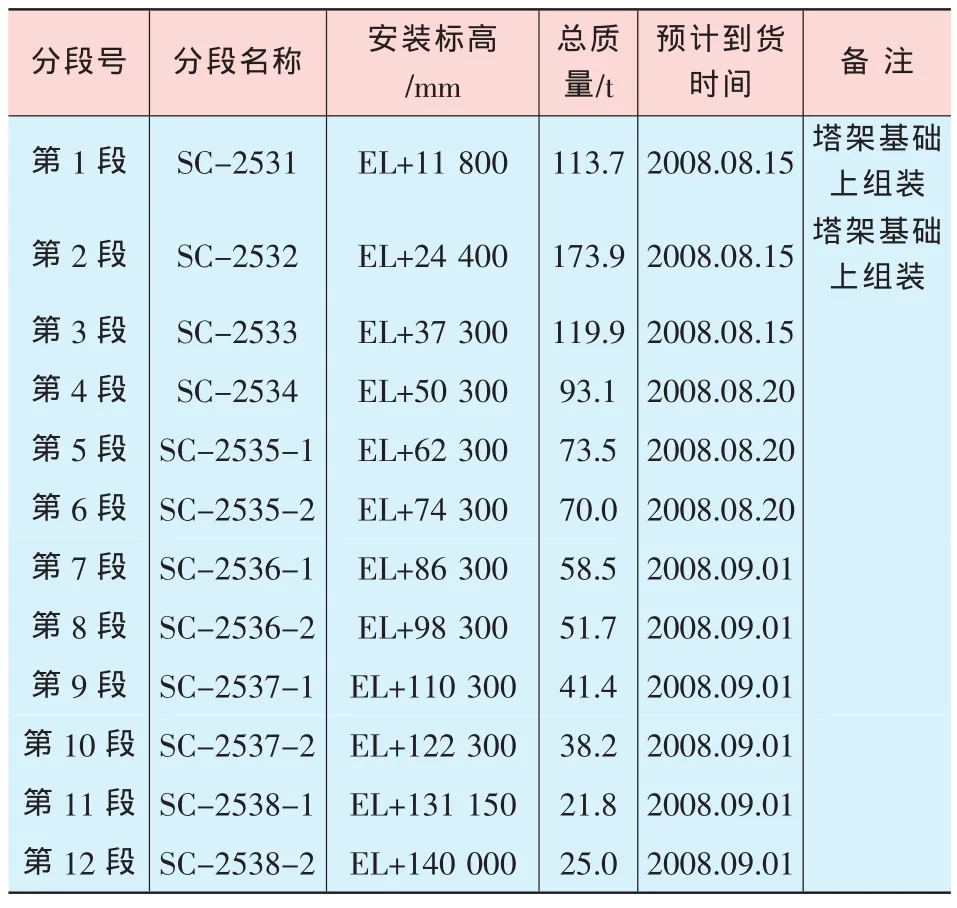
表1 火炬塔架吊装各分段技术参数
(3)塔架第3至第12段吊装,充分考虑了火炬塔架安装现场条件、火炬塔架的分段情况及塔架装配施工图纸和到货日期。使用LR1750型750 t履带起重机为主吊,在每段塔架上部横梁截面上设置的主吊耳处采用吊耳悬挂法吊装塔架各段;使用CKE2500型250 t履带起重机为辅助起重机,在每段塔架的下部采用钢丝绳兜挂法溜尾。
塔架各段预组装完毕,索具拴挂检查完毕,两台起重机先将设备抬起,并逐渐将塔架由平卧状态过渡到垂直状态;待塔架达到直立状态后,溜尾吊车摘钩,主吊车起升回转,待吊装段高于上一段标高200 mm时,缓慢转杆回钩,将塔架安装在已经就位的塔架上;塔架找正后,拧紧连接螺栓,主吊车摘钩,完成吊装工作;之后吊车退场、组装和吊装场地恢复。
(4)遵循上述吊装方法和原则,在LR1750型起重机的5种作业工况下依次完成对塔架各分段吊装,要求每吊装完成一段,安装施工必须符合图纸、设计和规范要求。
2.1.2 塔架吊装现场技术措施
(1)塔架的加固。在对火炬塔架第3至第12段进行组段吊装时,由于其溜尾索具作用截面的B、C、D三面内无横梁支撑,无法形成稳定的框架结构,因而在从侧卧到竖直的起吊过程中,容易造成塔架变形。为防止塔架变形,在进行吊装时,溜尾吊车用平衡梁保证C面内的构架不变形,B、D面内用钢丝绳及手拉葫芦进行加固。加固位置及加固方式见图2。塔架各段由平卧转到直立状态后,立即拆除手拉葫芦及钢丝绳等加固措施,减少高处作业。
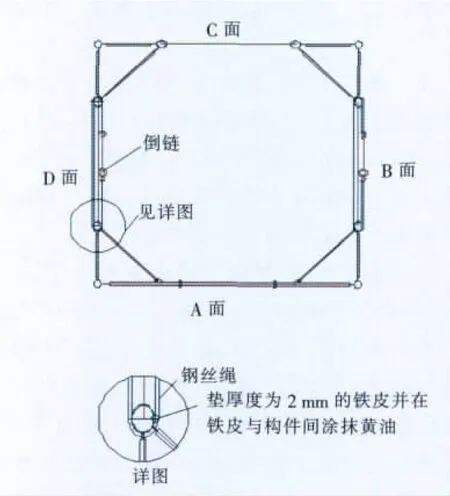
图2 火炬塔架第3至第12段加固位置及加固方式
(2)塔架的保护。火炬塔架为全螺栓热浸锌结构,除现场不允许切割焊接外,其浸锌层也不允许破坏。所有钢丝绳与塔架部件接触部位均采用厚度为2 mm钢板包裹,钢板与部件之间加涂黄油,以保证润滑及起到保护作用。
(3)吊装溜绳的设置。吊装作业中塔架各段应沿对角方位成90°加设两根溜绳,溜绳与地面夹角不大于45°,且不得向一个方向连续扭转,不得直接接触锐利物,无法避免时应垫以保护物。溜绳的牵引需借助火炬区四周的混凝土框架立柱,4~6人一组进行拖曳,避免塔架有旋转倾向时牵引力量不足。
(4)塔架空中组对。加工专用圆楔子和撬杠,用于空中组对时对中螺栓孔。一根柱子的螺栓孔基本对正后,立即穿圆楔子定位,然后再穿入正式螺栓。其余柱子的对中使用撬杠和手拉葫芦调整,调整过程中要注意保证对法兰和螺栓孔的保护。
(5)脚手架的搭设。脚手架搭设钢管选用符合GB/T 13793-2008《直缝电焊钢管》的D 48 mm× 3.50 mm钢管;扣件采用可锻铸性材料制作,其材质符合GB 15831-2006《钢管脚手架扣件》的质量标准;脚手板根据Q/12NH 3188-1997《钢跳板》标准选用250 mm×40 mm×3 000 mm钢跳板或250 mm×50 mm×2 000 mm木跳板。设双排钢管脚手架,外排为矩形脚手架,内排为多边形脚手架,其立杆应垂直稳放在混凝土基础或硬土上,主节点处必须设置一根横向水平杆,用直角扣件扣接且严禁拆除,要用扣件连接拧紧螺栓,不准用铁丝绑扎。
(6)脚手架板的铺设宽度不得小于0.75 m,脚手架板必须铺满。脚手架板搭接时不得小于20 cm;对头接时应架设双排小横杆,间距不小于20 cm。在架子拐弯处脚手板应交叉搭接,垫平架板应用木板,并且要固定牢固,不得用砖垫。
(7)脚手架的外侧、斜道和作业平台均要绑1.2 m高的防护栏杆,在0.6 m高处增加一道水平杆,平台或斜道安装18 cm高的挡板。大横杆两端都必须在斜杆连接点外伸25 cm,挑架所有受力点都要绑双扣,同时要绑防护栏杆。根据工作需要,用跳板搭设人员工作平台时,必须保证有畅通的通道。工作平台和外排脚手架架杆夹角之间的孔洞必须用双护栏封堵。
(8)脚手架搭设要求外伸作业平台,在塔架4个立柱外侧延伸,要求符合吊装作业、安装作业要求,脚手架板铺设要安全牢固可靠。
2.2 火炬筒体施工
火炬筒体顶高出支撑塔架顶约10 m。在地面设置4台卷扬机作为提升系统。在轨道外侧设置2台小卷扬机,作用是把火炬筒体由水平位置平衡地翻转为竖直位置;设置在塔架根部右侧的1台大卷扬机,作用是通过机械滑轮把火炬竖向向上提升;设置在火炬塔架左侧的卷扬机,作用是把火炬筒节由放置在轨道上水平位置翻转为竖直位置。
火炬筒体安装质量对后期可拆卸火炬是否可以顺利拆卸更换至关重要,本项目依据美国SD公司的安装技术要求,其安装高度误差数据见表2。
本项目的火炬筒体每段长度都是24 m,每根火炬筒体上部设一个翻转支架,下部设提升支架,支架上焊接环板做加强筋。在火炬筒体外壁设有许多附筒管道,具体有2根DN300 mm蒸汽管道,1根DN100 mm蒸汽管道,9根燃料气管道,1根电气保护管,1根仪表用保护管。每段火炬筒体之间全部采用法兰连接,所有的燃料气与蒸汽管道也全部采用法兰连接。

表2 火炬筒体安装高度误差
由于火炬筒体长度太长,不便于运输,且运输成本太高,因此火炬筒体全部采用现场加工。当时在现场面临的主要困难有:
(1)现场场地条件差,地面坑洼不平,经常会有积水,且地质松软。
(2)没有大型的胎具、基础平台,现场的吊装器具也紧缺。
(3)任务重、工期紧,适逢奥运期间,原材料供应滞后。
(4)自然条件恶劣,降雨频繁,给后期的喷砂防腐工作造成很大的困难。
(5)火炬筒体涉及到各个专业,协调等要求比较高。
火炬筒体采用卷扬机倒拔进行组对安装,对筒体上法兰、附筒管道、滑动支架等的制作精度要求很高。
加工方在现场克服各种困难,加班加点,平整场地,预制临时胎具,所有组件全部进行放样以保证精度;业主、总包、厂家、第三方监理等各个部门严把质量关;质量检验与监督人员全天候坚守在施工现场,及时发现问题,消除隐患。
火炬筒体现场加工完毕后,又对火炬筒体与火炬头进行整体地面预组,对所有法兰连接、滑动支架的直线度以及整个火炬进行检查,对不符合技术要求的地方及时进行修正,以保证火炬一次性组装成功。
全部准备工作完成后,火炬筒体进入顶升阶段,火炬筒体与基础连接采用翻转基础,该基础采用钢制基础,基础表面与火炬筒采用螺栓连接,整个基础可绕轴翻转90°。依次将火炬筒体进行翻转、顶升、连接等,经过多方的努力,最后整个火炬筒体一次吊装成功。
2.3 点火系统调试
火炬整体安装完成后,点火系统的主要调试工作要与业主协调,在投产前对每个火炬的每种点火方式都进行了试验,确保点火成功率100%。
本项目采用4套地面爆燃式点火系统和高空自动点火系统(化工火炬、炼油火炬、芳烃火炬、酸性火炬各一套),可实现长明灯的自动点火、遥控点火和现场就地点火。图3为点火系统简单流程示意。
本项目火炬系统的点火测试中分别对各种点火方式进行测试,测试结果均能满足项目投用要求。

图3 点火系统流程示意
3 几点建议
福建炼化一体化项目火炬系统的顺利投用,为日后大型联合石化装置火炬系统的设计和施工积累了经验和教训,具体施工方法依然有改进的空间,以下是有关施工的几点经验和建议:
(1)火炬塔架杆件出厂前必须分段预组装,所有杆件到现场后进行整体卧组。
因本火炬塔架全部是热浸锌,杆件加工完成后在进行热浸锌的过程中肯定会发生受热应力变形的情况,所以热浸锌完毕后需要对塔架预组,及时校正变形杆件。本项目火炬塔架主要杆件在出厂前均已预组对,未出现问题,现场全面组装时出现6根小杆件连接角度问题,需要进行现场切割调整,对于杆件的外观和质量都有一定影响,建议出厂前全面进行预组装,确保每根杆件的准确,减少现场处理工作量。
到场后进行整体卧组。因为条件限制,塔架在加工厂只是进行了分段预组,到达现场后,在场地允许的条件下进行整体卧组。塔架外部设有5根滑道,这5根滑道的直线度对整个火炬的安装起决定性作用,必须保证整体组装后整个滑道的直线度在设计允许范围之内,发现问题及时调整。因为杆件之间采用法兰连接,整个火炬有成千上万的接点,每个接点螺栓的松紧都可能对整体直线度产生重要影响。同时,在导轨内部接触面上,涂上润滑油以减少火炬提升时的阻力。
火炬塔架吊装时,在上部紧固接点螺栓时采用吊笼。火炬塔架高度太高,全部采用人工搭建脚手架成本高,工期长。经多方面考虑,决定用预制专用吊笼紧固上面需要紧固的接点,这样大大节省了工期与费用。
由于以上各项工作的提前进行及厂家加工精度的保证,整个火炬塔架在吊装过程中没有出现任何问题,迅速精确地安装完毕。
(2)严格控制火炬筒体预装的精度。本项目火炬筒体采用现场预制,其精度较难保证,全部预制完成后,对每个火炬的6节筒体进行全部的卧组装,以确保筒体顶升后的垂直度和两侧导轨的直线度,保证顶升顺利进行。
(3)做好各项调试工作是进行筒体顶升安装的前提。火炬筒体安装前,在基础基座上进行火炬筒体、火炬头整体预组,将附筒管道、附筒的电气、仪表全部就位,并完成全部防腐保温工作,再进行各项试验:其一,整体火炬直线度测试;其二,工艺管道水压、气密试验;其三,电气仪表通断测试;其四,点火试验等。若筒体顶升完成后,调试出现问题,则只能将筒体全部拆卸进行检查,其返工工作量很大。
(4)火炬塔架高空障碍灯滑轮组尽量采用全封闭设计。本项目塔架航标灯采用卷扬机提升到塔架顶端位置,塔架所处位置处于风口,风力较大,提升完成后,钢丝绳与滑轮组出现卡死现象,无法再次进行升降操作,无法及时对高空障碍灯更换检查。若采用密闭滑轮组,可大大减少钢丝绳卡死的机率,方便高空障碍灯的更换维修。
[1]卫建良,尹国梁,刘素,等.150 m多简体自提升塔架式火炬结构与施工[J].石油工程建设,2006,32(5):53-57.
许顼(1979-),男,北京人,工程师,2002年毕业于北方交通大学,现从事石化项目工程技术和管理工作。
2011-09-29
10.3969/j.issn.1001-2206.2012.03.017