B2016A型龙门刨床故障诊断系统的研发
2012-10-23陈竞雄蒋士博
刘 捷 陈竞雄 蒋士博
(①四川工程职业技术学院,四川德阳618000;②广安桂兴水泥有限公司,四川广安 638018)
某厂B2016A型龙门刨床电控系统经变频技术和PLC技术改造后,能耗水平、噪声、故障率等都有大幅度的降低,机床的可靠性有了较大的提高,但在机床出现电气故障时,查找比较麻烦。该厂提出在原改造基础上开发一故障诊断系统,能方便、快捷、直观地找出故障发生处。本文利用PLC技术和触摸屏(阻态软件)强大的信息处理功能和信息显示功能,开发出了该刨床电气系统故障诊断程序,在出现故障时,通过触摸屏提供的大量故障信息,检修人员可准确地处理故障。
1 PLC程序开发
1.1 电气改造原理图及PLC接线图
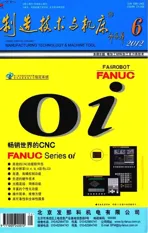
电气改造原理图[1]如图1。在原改造图上[2]增加了触摸屏。
PLC接线图如图2。利用原FX2N-80MR-001型PLC基本单元多余的输入/输出点数,增加了各诊断部位的联接回路。(基于篇幅,原PLC接线图[2]未画)。
1.2 外部设备故障诊断程序设计[3-4]
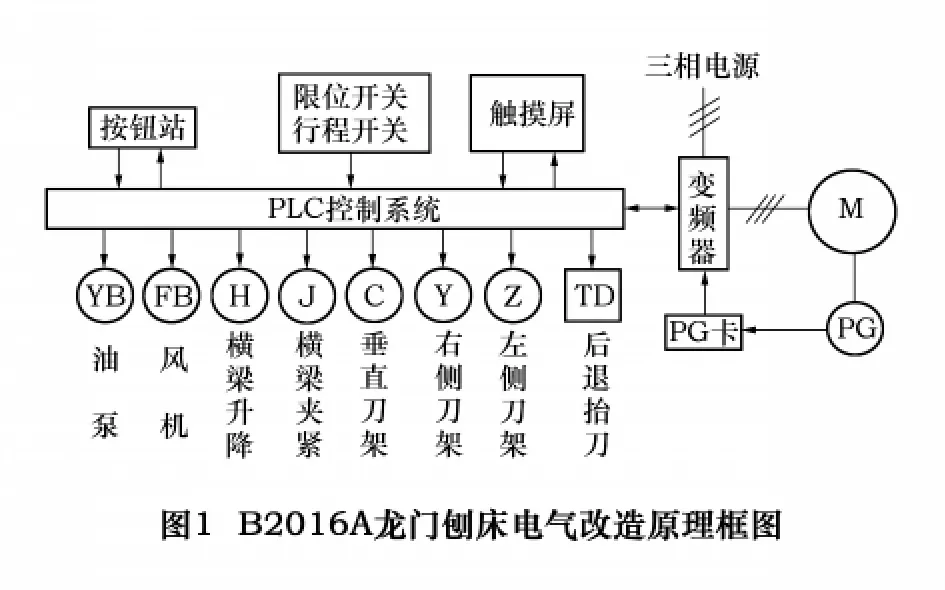

图3是外部设备故障诊断梯形图。外部设备包括风机、油泵和变频器,有外部设备故障时,用起保停电路保持,信号用触摸屏显示。X34是操作站的复位按钮,M41是触摸屏上的复位按钮。故障排除后,点一下这两个按钮中的一个,M50变为OFF,将消除触摸屏上的故障显示。

1.3 工作台步进步退故障诊断程序设计
图4是工作台步进或步退过程中,工作台可能发生的各种故障的梯形图,这些故障现象通过触摸屏显示。图中M1和M2是工作台步进和步退标志;在按下步进(X6)或步退(X7)按钮时,若工作台无步进或步退动作,M101或M106变为ON;具体是那一个行程开关动作,用M205~M208来锁存故障信号。
1.4 工作台自动运行故障诊断程序设计
工作台的自动运行过程与前进/后退换向行程开关和前进/后退减速行程开关的状态变化密切相关,如果这4个行程开关出了问题,应及时停止工作台的自动运行,并用触摸屏给出行程开关故障信号。在排除了故障并且按了故障复位按钮(M50为ON)后,系统返回初始步M0(见图5)。
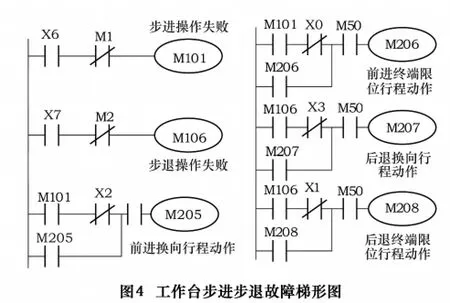
在按下工作台前进起动按钮X10或后退起动按钮X11时,若工作台起动失败,M102变为ON(见图6)。
工作台在自动运行过程中,M103为ON,不应碰到终端限位开关。若前进换向行程开关X2失灵,将会碰到前进终端限位开关X0,M210变为ON。若后退换向行程开关X3失灵,将会碰到后退终端限位开关X1,M211变为ON(见图6)。

在前进步M20,如果没有碰到前进减速行程开关(X4为OFF)就碰到了前进换向行程开关(X2的常闭触点变为OFF),将由步M20转换到步M37(见图5),触摸屏将显示“前进减速行程开关故障”。在慢速后退步M23,设置了定时器T3,设定值比慢速后退的正常时间长。若在离开前进减速行程开关X4后,X4没有变为OFF,T3的定时时间到时也将转换到步M37。
在前进减速步M21,用定时器T2监视前进换向行程开关X2,若在T2设置的时间到时该限位开关的常闭触点没有断开,X2仍然为ON,T2的常开触点闭合,系统由步M21转换到M38,触摸屏将显示“前进换向行程开关故障”。
后退减速行程开关和后退换向行程开关的故障诊断方法与上述的基本上相同。
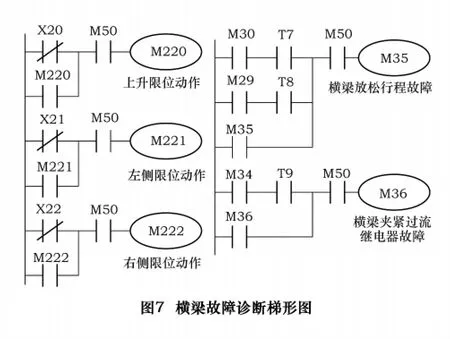
1.5 横梁运行故障诊断程序设计
见图7。横梁运行过程中有可能出现5种故障:上升限位开关动作、左侧限位开关动作和右侧限位开关动作,横梁放松行程开关故障和横梁夹紧过流继电器故障。以上故障信息均通过触摸屏显示。
横梁夹紧装置松开的过程用定时器T7和T8来监视,如果超过了它们的设置时间,将进入步M35,显示“横梁放松行程开关故障”。横梁夹紧过程用定时器T9来监视,如果超过了T9设置的时间,进入步M36,显示“横梁夹紧过流继电器故障”。
2 MT -510T 通信的设置与操作[5-7]
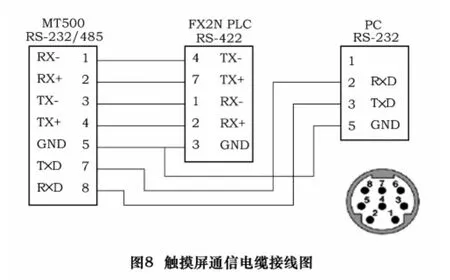
2.1 触摸屏通信电缆接线[4]
触摸屏背面的PC&PLC通信端口是连接PC机的编程口和连接RS-485/422外部设备的通信口,通信电缆接线如图8所示。
2.2 触模屏画面的总体规划
规划比较复杂的系统的触摸屏画面时,首先应考虑设置主画面。
主画面是最重要的画面,系统运行时一般显示主画面,主画面应显示系统主要的信息,并能进行最频繁的操作。
应仔细划分系统的功能,将同一功能的输入、输出信息放在一个画面中,便于对该功能的操作和监视。
系统运行时,如果出现故障,不论当时显示的是什么画面,都应及时了解和处理发生的故障。本系统的故障信号较多,为此专门设置了故障画面。在其他画面内都设置了故障信号灯。在出现故障时,点击“故障显示”按钮,将进入故障显示画面。
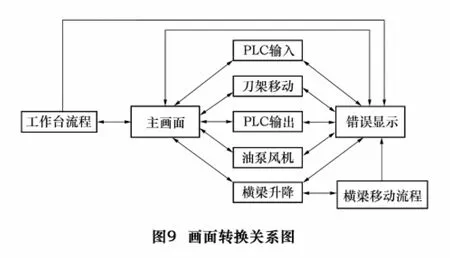
在确定了需要设置哪些画面,以及它们之间的相对关系后,可以画出画面之间的转换图。根据该转换图,用各画面中的画面切换按钮来实现画面之间的切换。图9是本系统的画面转换关系图。
2.3 主画面的设计
主画面(见图10)形象直观地显示龙门刨床工作台的往复运动状态、抬刀动作和与工作台有关的限位开关的通断状态。用指示灯显示工作台的各种状态,例如前进、后退、慢速切入、前进减速和后退减速,以及工作台步进和步退。还用指示灯显示油泵风机、变频器的状态,以及进刀、退刀和故障信号等。
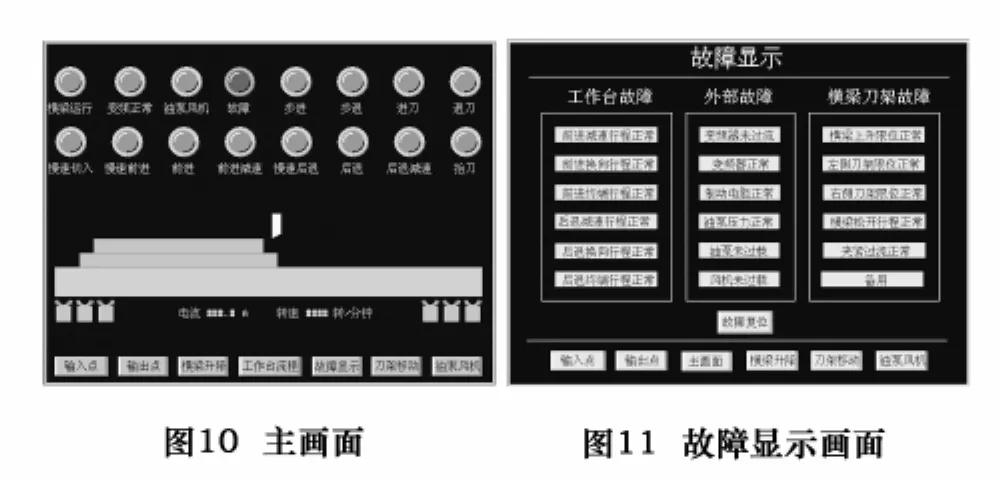
2.4 故障显示画面设计
故障显示画面见图11。出现故障时,其他画面的“故障”指示灯亮,按“故障显示”,切换到故障显示画面。
在故障显示画面中,故障被分为工作台故障、外部故障和横梁刀架故障。出现的故障对应的故障指示灯变为红色。
[1]陈竞雄.基于可编程序控制器和变频器的龙门刨床控制系统的研究[D].重庆:重庆大学自动化学院,2005.
[2]蒋士博,陈竞雄,刘捷,等.B2016A型龙门刨床电控系统自动化改造[J].制造技术与机床,2012(5):128 -130.
[3]程彪,袁佑新,彭祥敏,等.基于PLC控制的龙门刨控制系统[J].武汉理工大学学报,2001,23(10):46 -49.
[4]吴中俊.可编程序控制器原理及应用[M].北京:机械工业出版社,2005.
[5]深圳人机电子有限公司.EasyBuilder500软件使用手册[Z].2002.
[6]马红旗.触摸屏在PLC 中的应用[J].机电一体化,2003(4):36-37.
[7]朱宁.触摸屏在机床PLC控制系统中的应用[J].机床电器,2001(6):17-18.