基于西门子840D系统的凸轮轴磨床在线监测系统开发*
2012-10-23贾冠伟韩秋实陈雨晖
贾冠伟 韩秋实 彭 浩 陈雨晖
(①北京信息科技大学机电工程学院,北京 100192;②北京第二机床厂有限公司,北京 100165)
目前,有些数控凸轮轴磨床使用西门子840D数控系统,840D系统具有优越的动态品质和控制精度,适用于各种复杂加工任务的控制,但840D系统封闭且OEM监测软件昂贵价格。为了方便用户使用、降低成本,及开发自主知识产权的840D数控系统的实时监测系统,本文重点研究开发了在西门子840D数控系统中基于DDE技术实现数据的采集,并利用VB6.0软件实现凸轮加工实时采集数据并同步将图形有效显示在控制界面内,同时保存采集的多组数据以备分析使用。此方法不需要增加额外的物理数据采集装置,仅通过软件控制都能实现,简单易行,节约成本。数据的动态图形显示为数据分析提供了一个动态、直观的印象,是数据分析的重要环节,在实际的加工应用中取得了良好的效果。
1 西门子840D数控系统和动态数据交换
1.1 西门子840D数控系统
SINUMERIK 840D是西门子公司20世纪90年代末推出的用于各种复杂加工的新一代高性能全数字式数控系统。SINUMERIK 840D与SINUMERIK_611数字驱动系统和SIMATIC可编程控制器一起,构成全数字控制系统,它适于各种复杂加工任务的控制,具有优于其他系统的动态品质和控制精度。
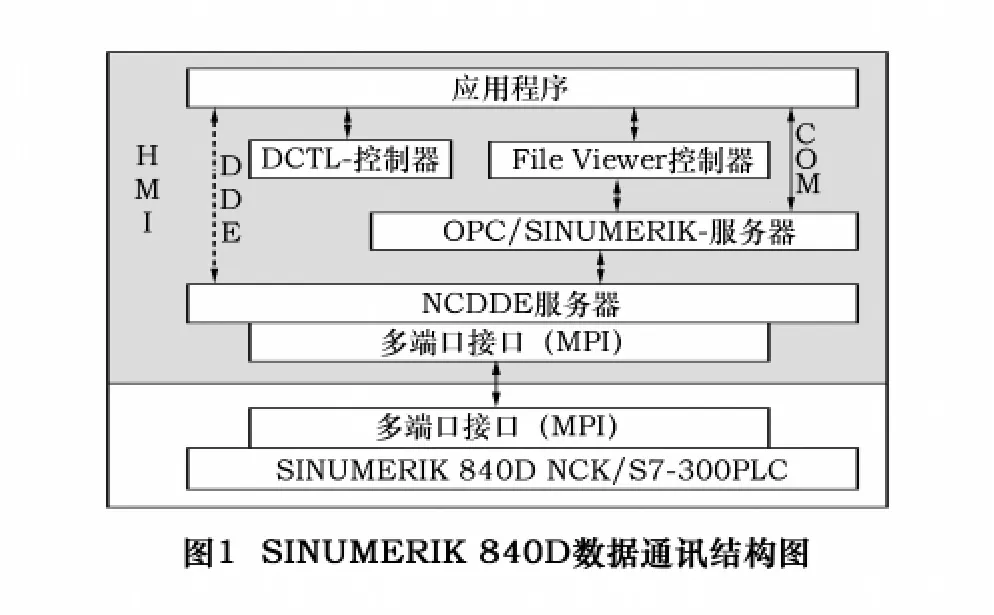
SINUMERIK 840D的突出之处在于其不断扩展的特性和强大的网络功能,使其突现现代化管理成为可能。为机床的自动化提供了全方位的解决方案:全数字化的系统、革新的系统结构、更高的控制品质、更高的系统分辨率以及更短的采样时间,确保工件质量。SINUMERIK 840D强大的系统功能还可以实现许多特殊的NC功能,如:各种同步功能、多种补偿功能、齿轮排隙功能。在SINUMERIK 840D数控系统的控制器中,本文要用到数据通讯接口服务器程序NCDDE(Numerical Control Dynamic Data Exchange)。NCDDE服务端是一种处理变化响应和实时程序数据交换服务的辅助程序。DDE是关于窗口应用程序和NCDDE服务端的动态数据交换过程。根据这种通讯方式的统一的接口规范,通过VB6.0编写DDE客户端通讯程序,客户可读取NCK中的各种变量和数据。如图1所示。
1.2 动态数据交换原理
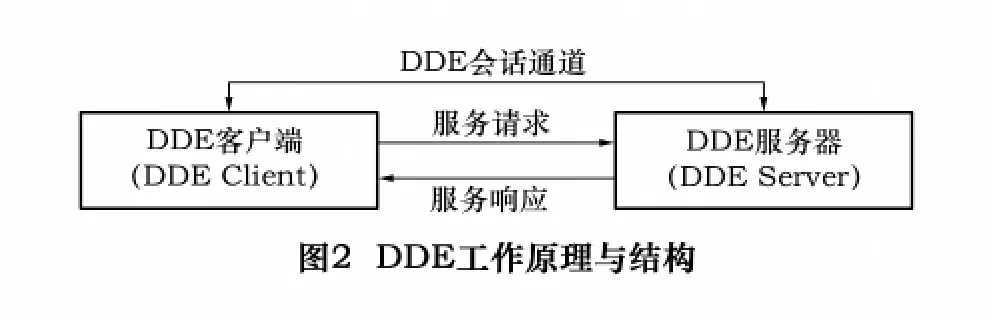
DDE动态数据交换(Dynamic Data Exchange)是Windows操作系统应用内部DDE通信协议为两个不同的Windows程序提供通信服务。DDE技术可实现应用程序间彼此交换数据和发送指令,使用共享内存实现进程间的数据交换,使用协议达到传递数据的同步。如图2所示DDE工作原理与结构图。通过DDE方式链接起来的Server/Client两个客户端程序,一旦Client和Server建立了链接关系,当Server中的数据发生变化后就会马上通知Client。通过DDE方式建立的数据连接通道是双向的,即Client不但能够读取Server中的数据,而且可以通过其进行修改。
为了与DDE服务器建立起链接,客户端必须建立以下识别信息:应用程序名(Application)、主题名(Topic)和数据项(Item)。应用程序名为 DDE中Server/Client双方的名称,如SINUMERIK 840D数控系统中的应用程序名“NCDDE”。主题名规定了服务器应用程序会话的主题内容,Server应用程序可支持1个或多个主题名。数据项名确定了具体通信传输的详细内容,可以为字符串或数据,每个主题名可拥有1个或多个项目名。
建立DDE链接后,客户端应用程序和服务端应用程序通过以下3种链接方式进行数据的交换和传输,分别为:冷链接(Cold Link)、温链接(Warm Link)和热链接(Hot Link)。冷链接:Client应用程序申请数据,Server应用程序马上给客户应用程序发送数据,Server应用程序处于主动地位。温链接:Server应用程序通知Client应用程序数据项发生了变化,但并没有将已改变的值发送给Client应用程序。热链接:当数据项发生变化时,Server应用程序立即把变化后的值发送给Client应用程序,Server应用程序处于主动地位。
2 DDE方式下实现凸轮轴磨床在线监测系统开发
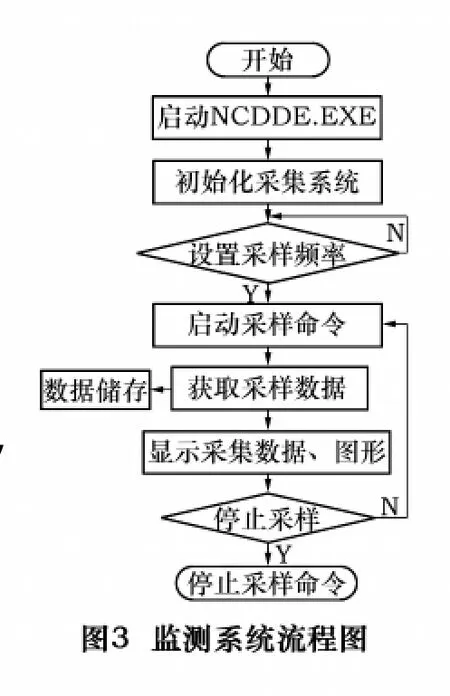
本文使用了Visual Basic6.0开发了客户应用程序,此客户应用程序将以DDE方式从NCDDE服务器端读取NCU的各种变量数据,显示图形并备份数据,实现了在线监测系统的开发。图3为监测系统流程图。
在VB6.0提供的标准控件栏中,使用 MSChart、TxtBox、Lable还有 Form 具有动态数据的交换功能。通过这些控件可以实现数据的发送和接受。客户端的应用程序实现方式有以下步骤:
(1)新建一个窗体;
(2)向窗体中加入相应的控件并命名和改变属性,例 如 MSChart、 TxtBox、Lable、Command、Timer 控件;
(3)编写代码并运行测试;
(4)将运行测试成功的程序,编译生成可执行文件在840D上进行运行测试。
本文以VB6.0为客户应用程序编写软件,在Form窗体中,添加TxtBox控件命名为TxtCCmdPos(角度C的命令值),并将通过DDE方式从Server端NCDDE中读取的CCmdPos数据,动态地显示在TxtBox中,同时也将图形显示于MSChart控件内;添加2个Command控件,分别命名为Connect和End;添加Timer控件,分别设置其属性并编写相应的代码:建立DDE链接;断开链接并关闭保存数据的文件;设置Timer控件并将数据写入文件保存;在Form中设置MSChart控件的属性并打开保存数据文件。
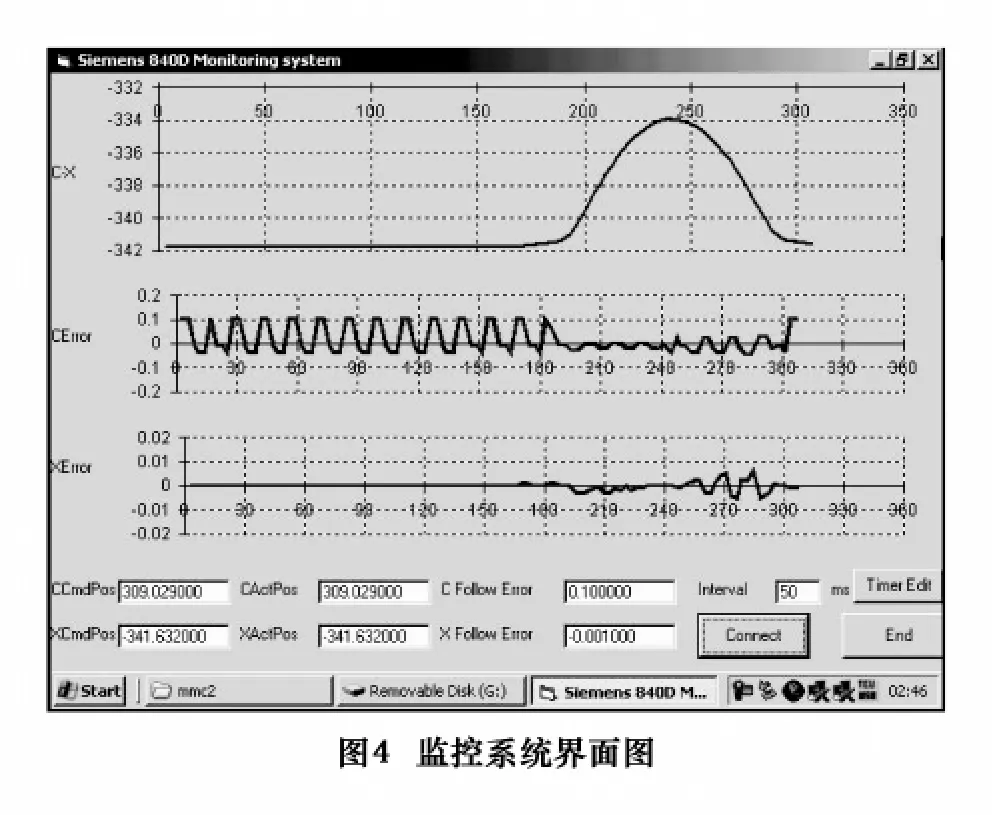
编写完以上的控件程序后,将其编译成可执行文件EXE,再将此文件复制粘贴到SINUMERIK 840D数控系统的Windows操作系统中。当840D数控系统启动时,进行相应的操作可以进入Windows操作系统,启动HMI即可获得当前数控系统加工程序中角度C的理论位置信息,同时还有X轴的理论位置信息、C-X实际加工位置信息、C轴加工位置的跟随误差CError、X轴加工位置的跟随误差XError。这些数据显示于TxtBox内,并实时传输给MSChart控件画出C-X的位置关系图。同时也可以将实际加工的C-X对应的关系图、CError图和 XError图分别显示于不同 MSChart控件内,形成两条对比曲线。程序结束时,数据采集文件也保存了实际采集的数据,为以后的分析奠定基础。监测系统界面图如图4所示。
通过此程序可以进一步开发840D数控系统其他方面的监测软件。例如,监测数控系统其他坐标的位置信息、R参数、8位的PLC状态变量等。此过程只需对原有监测系统进行相应的参数改动即可实现。
3 结语
在使用西门子840D数控系统凸轮加工过程中采集数据的困难,可通过DDE方式设计的西门子840D数控监测系统来解决。降低了可视开发数控监测系统的难度,根据实际监测对象进行数值和图形的实时显示。同时根据840D中的NCDDE可以更好地进行数据监测系统的开发,同时也为使用840D系统的其他种类机床的监测系统的开发提供了有效的手段。结合DDE方式可以更加有效地对数控系统中的凸轮轴加工过程中的各种数据进行读取、分析和优化,可及时提高和改进机床的整体性能,提高加工质量。
[1]裴畅贵,白培康.凸轮轴制造工艺及国内外发展趋势[J].新技术新工艺,2009(3).
[2]徐洁兰.西门子数控系统概述[J].制造技术与机床,2005(2):100-102.
[3]杨斌.西门子SINUMERIK 840D数控系统介绍[J].现代制造,2004(6):87-89.
[4]宗瑜婷.利用DDE技术实现组态软件与应用程序的数据通信[J].电脑编程技巧与维护,2008(8):48,72.
[5]SINUMERIK®Documentation.SINUMERIK840D/840Di/810DRPC SINUMERIK computer link[Z],2005.
[6]杨家荣,徐志明,王浩林,等.基于DDE技术的机床远程诊断技术研究[J].装备机械,2010(2):26-29.
[7]郑阿奇,曹弋.Visual Basic使用教程[M].2版.北京:电子工业出版社,2004.
[8]明日科技.Visual Basic程序开发范例宝典[M].2版.北京:人民邮电出版社,2009.