飞机结构件复杂结构数控分度头加工技术的应用研究*
2012-10-23隋少春汤立民楚王伟陈清良李卫东
隋少春 汤立民 楚王伟 陈清良 李卫东
(中航工业成飞公司,四川成都 610092)
航空制造业的发展对飞机结构件的结构和性能要求越来越高,设计模型大量采用整体复杂的结构设计。五轴联动的数控机床能够满足大多数特征的加工,但对于一些结构空间复杂的零件,传统的五轴数控加工难以满足要求,直接影响到零件的制造质量和效率。飞机结构件的复杂结构的加工成为制约我国航空制造业发展的难题之一。
本文应用数控分度头加工飞机结构件的复杂结构,将分度头直接安装在机床双摆头上加工相关结构特征,提出了一种复杂结构加工的有效方法,不仅大大提高了数控机床的适应性,而且提高了产品的加工效率和精度。本文就数控分度头使用过程中的工艺参数研究、后置处理、加工过程仿真和应用实例等几个方面进行了探讨,对于规范并推广数控分度头的使用具有重要意义。
1 飞机结构件复杂结构特点分析
对于飞机结构件而言,开敞性好、结构空间大的特征通过传统的数控加工方法能够实现高效率、高精度的加工。飞机结构件的复杂结构体现在结构空间封闭、尺寸局限的特征,这些特征体现在普通刀具很难加工到,成为了飞机结构件数控加工中的“死角”。
飞机结构件的复杂特征主要体现在以下几个方面:整体框梁类零件上的缘条孔,数量多且有一定的精度要求,用传统加工方式需借用Z向尺寸较大的工装,成本高、操作复杂;零件内外形面上的凹槽特征精度要求高,数控加工难以加工到,常规加工方法又满足不了精度要求;零件耳片、鼓包等凸起结构特征处的法向孔,特别是深度较大的孔,常规方法很难满足加工要求。
对以上描述的复杂结构,传统的加工方式往往需要定制钻孔模板通过钳工来加工,或需要特殊的工装,抑或是增加刀具、钻头的长度来避免干涉,这些情况都存在操作复杂、加工成本高、加工质量差且加工风险很高等问题。本文通过科学的调研研究,发现合理利用数控分度头加工能解决以上复杂结构加工的难题,且能够大大降低成本,并提高产品的加工效率和质量。
2 数控分度头加工技术研究
2.1 数控分度头加工特点分析
数控分度头是一种效率化的工具系统,使用数控分度头,通过辅助机构直接安装在机床双摆头上,相当于多增加了机床的一根轴。如图1所示是两种不同刀柄形式的数控分度头,它们可以实现机床的立卧转换和任意角度的变换,使以前在一台机床上不能完成的加工得以一次加工完成,提高了机床的使用效率。并能在狭小空间进行局部加工,适用于缘条、筋条、侧壁的孔加工和铣削。其工作原理就是机床主轴的转动带动数控分度头内部的齿轮副传递动力,同时改变动力传递的方向。

2.2 数控分度头加工工艺参数研究
2.2.1 低精度铣削加工技术
采用数控分度头加工复杂结构式,对于精度要求不高的结构,可直接用数控分度头夹持常规铣刀进行加工。在用相关CAM软件进行工艺程编的时候,一般选用圆弧插补的方式,用螺旋方式下刀,下刀时注意避开刀具的底齿中心,下刀角度不大于3°避免刀具和数控分度头的机械机构受到冲击,刀轨精度要求优于0.01 mm。
2.2.2 高精度铣削加工技术
如图2所示,某结构件外形有精度要求较高的下限凹槽,其位置精度要求为±0.2 mm,用常规的刀具加工对刀轨要求较高,而且很难满足精度要求。应用数控分度头,将其安装在机床的双摆头上,增加机床的自由度,也可加工外形精度要求较高的特征。这种情况下需对相关参数进行细化,并注意数控分度头的使用状态。在用相关CAM软件进行工艺程编的时候,把加工过程分为粗加工(留余量0.3~0.5 mm)和精加工两道工序,精加工的刀具转速低于5 500 r/min,每齿进给量为0.035~0.045 mm左右,切深小于1 mm,采用斜线下刀的方式,下刀角度为2°。而且加工前要先预热机床主轴并检查数控分度头夹持铣刀后的跳动情况,保证跳动幅度小于0.02 mm。

2.2.3 孔加工技术
限于数控机床主轴头的尺寸,采用数控分度头加工飞机结构件的特殊孔是数控分度头应用最常见的情况,数控分度头加工不仅能解决零件缘条装配孔的问题,而且如图3所示,能够加工零件复杂结构处的深孔、薄壁孔等特征。

(1)深孔加工
随着孔的深度逐渐加深,孔的加工难度会成倍增加。如图4所示,深孔一般分为阶梯深孔和普通深孔两种。

如图4a所示阶梯深孔的加工。应用数控分度头的加工策略是:先加工A孔,再加工B孔,采用专用阶梯钻头加工,视具体AB值选用刀具,钻头上半部分直径必须小于A,以免锪伤工件表面并利于排屑。
用数控分度头加工如图4b所示深径比大于5的深孔。对于通孔,可以采用多次双面加工或单面多次分级加工的方式进行。对于盲孔,可采用多次分级钻孔的方式,以提高工件加工质量及效率。
加工深孔在选择刀具时要充分考虑刀具的刚性。选用高速钢钻头加工时,必须严格控制进给速度及进给量,并注意刃磨钻头后端,要求使其直径小于前端直径,利于切屑顺利排出。
数控分度头加工深孔的工艺程编方法采用啄钻的方式,分级循环钻孔,钻头每次必须退出工件排屑。钻头每次钻进深度根据孔大小及所钻深度而定。特别需要注意的是:深孔加工容易出现钻偏的情况,因此可通过将钻尖角加大至140°左右,减小径向分力,可有效控制钻偏的情况。深孔加工不宜采用大的走刀量,走刀量的加大会对孔的偏斜带来影响。在用普通国产钻头钻孔前,先进行导孔定心引导,然后再钻孔。另外,深孔加工提倡使用高压内冷或者是低温微量润滑的冷却方式,保证加工的冷却效果。
(2)薄壁孔加工精度控制技术
在一定的程度上,应用数控分度头加工工件损失了一定的刚性,工件与数控分度头之间的相互作用容易产生振颤,加工薄壁工件的时候需要特别注意这种情况。特别是用数控分度头加工薄壁工件缘条或者是内形法向孔的时候,应充分根据孔的位置、精度等特点考虑孔的加工工艺方案,尽量避免在已加工出的薄壁上直接钻孔而导致振颤使孔径和孔位产生偏差。
由于使用数控分度头进行薄壁钻孔会给工件质量带来一定的隐患。因此,数控分度头加工薄壁孔需要特别考虑优化工艺方案。可选用下面的工艺方法:使用小于孔径0.3~0.5 mm的钻头先钻底孔再进行铰孔的方法,这样铰孔时余量小,可以克服工件在制孔时的弹性变形或因振动而造成的孔发生斜、偏等情况,起到纠偏并避免孔径超大的作用。
2.3 数控分度头加工程编后置处理算法
在使用数控分度头加工的工艺方法进行程编时,为方便操作,一般程编过程不做过多要求,但在后置算法中要充分考虑数控分度头加工方向的矢量。下面主要对数控分度头方向矢量计算方法进行简要介绍。
以A/B摆角的机床为例,假设A=0,B=0时刀具轴线方向矢量为x0(i0,j0,k0);当A/B摆角分别运动到A=a,B=b时,刀具轴线方向矢量为 x1(i1,j1,k1)。
如图5所示,当B=0,A角摆动时,矢量x0沿X轴转动形成锥面0,可知锥面0上所有母线方向矢量x01(i01,j01,k01)必满足 i01=i0;当A=a,B角摆动时,矢量x1沿Y轴转动形成锥面1。可知锥面1上所有母线方向矢量x11(i11,j11,k11)必满足j11=j1。因此,锥面0与1交线的方向矢量 x(i,j,k)必满足 i=i0,j=j1,k2=1 -i02-j12。锥面0与锥面1相交的充要条件为k2≥0。
由此可得,矢量x0先沿锥面0转动(A角摆动)至x,再沿锥面1转动(B角摆动)至x1为一可行路径。刀具轴线方向矢量为 x1(i1,j1,k1)时,a等于矢量x0沿锥面0转动至x需摆动的角度,b等于矢量x沿锥面1转动至x1需摆动的角度。由此可得到数控分度头的方向矢量对应的机床主轴的变化,从而计算出数控分度头与机床主轴的配合关系,计算出数控分度头运动轨迹。

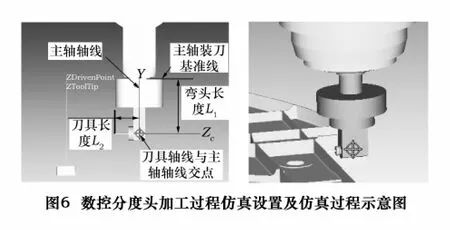
2.4 数控分度头加工过程仿真技术研究
如上所述,数控分度头的使用可看成是在机床主轴上增加了一个附属机构,为保证数控分度头在实际加工中使用的正确性,必须对数控分度头的加工过程进行仿真。数控分度头加工过程的仿真主要检查数控分度头机构与工件的干涉情况以及数控分度头加工轨迹的正确性。如图6所示,首先在加工过程仿真软件中根据数控分度头尺寸建立简化模型,要求其关键尺寸大于实际数控分度头尺寸,根据数控分度头后置处理的原理,分别设置数控分度头的主轴轴线、刀具基准线、刀具长度和数控分度头工作长度等参数,然后将其应用于加工过程仿真中,仿真整个加工过程,加工过程没有问题的情况下程序可应用于实际加工。
3 数控分度头加工技术应用实例
如图7所示,把数控分度头加工的研究成果应用于某结构件的实际加工中,解决该零件“T”形筋下复杂的法向槽腔结构。由于这种结构的封闭性,在传统数控加工工艺下无法完成加工,需增订复杂工装或者是通过钳工工序完成,会造成制造成本增加和加工精度下降;而通过使用数控分度头就可以完成该复杂结构的加工,其加工精度达到0.2 mm以上。

4 结语
本文研究了飞机结构件复杂结构数控分度头加工技术的应用,通过合理应用数控分度头解决了飞机结构件上复杂难加工结构,降低了制造成本,提高了复杂结构加工的效率和精度,对于整体提高飞机结构件复杂结构加工水平具有重要意义。