基于S7-300的多叠网流浆箱控制系统设计
2012-10-12李金文王春艳
李金文,王春艳
LI Jin-wen,WANG Chun-yan
(承德石油高等专科学校,承德 067000)
0 引言
随着经济的发展,瓦楞纸等包装纸的需求量不断增大,多叠网流浆箱也随之在纸机中得到广泛的应用。较单叠网相比多叠网流浆箱工艺要复杂的多,由于控制的点数较多,因而多叠网流浆箱控制系统的设计相对难度较大。本文采用西门子S7-300作为控制器,MPI网络进行通信,完成了多叠网流浆箱控制系统的设计。
1 流浆箱的作用和工作过程
流浆箱是抄纸过程中的重要设备,是连接浆料制备和纸页成形的关键部分,其作用就是产生稳定的上网浆流,保证纸张均匀度的特性,被称为造纸设备的“心脏”[1]。气垫式流浆箱结构如图1所示。其工作过程是由冲浆泵将浆流送入流浆箱内部,经喉辊和堰辊匀整后,在气垫的压力和自身的静压作用下从堰口喷至网布,是一个不断地送浆、匀浆和喷浆的过程。

图1 气垫式流浆箱结构图
在生产的过程中进气量一般通罗茨风机进行调节,进浆量一般通过冲浆泵进行调节。总压(气垫的压力与浆位的静压之和)对喷浆的速度影响较大。一般在生产过程中车速对应的总压可以通过“车速—总压”表来获取经验参数,在控制的过程中主要的控制参数是总压、液位、和浆网速比。控制的主要目标就是要稳定总压和浆位。控制总压的目的是为了获得稳定的上网浆流保证纸页的成形质量,控制浆位是保证流浆箱内浆料的充分的匀整,防止纸浆发生絮聚。
2 系统设计要求及分析
多叠网流浆箱控制系统的设计要求主要有以下五点:
1)系统能够按照工艺的要求对三叠网或三叠网以上流浆箱进行精确的控制,同时能够稳定总压和浆位。
2)能够实现按照工艺和生产的实际要求选择控制,如要求仅任意多个流浆箱进行工作,其余流浆箱处于停止状态。
3)从堰口喷出的浆流速度应能够跟随车速的变化自动调节,即总压应自动跟随网速。
4)人机界面友好,易于操作,能够完成参数设置、数据的监控和交流及生产的统计工作。
流浆箱的数学模型是一个双输入双输出系统,输入的是压缩空气和浆流,而输出的是流浆箱的总压和浆位,它们之间存在着一定的耦合关系,从理论上讲神经元、模糊控制和仿人工智能控制方法等都能对其进行解耦控制,但这几类方法的硬件实施都普遍价格昂贵。由于浆位的微小变化对控制的影响不大,可以允许在一定的范围内波动。因此在工程上大多基于静态解耦的办法来进行控制,采用成熟可靠PID算法,控制方法如图2所示。在单叠网流浆箱控制中,普遍采用西门子S7-200作为控制器。在多叠网流浆箱控制系统设计中,S7-200很难满足控制要求。以三叠网为例, PID回路至少需要9条,而西门子S7-200系列最大能提供8条PID回路[2],因此不符合应用的要求;而且S7-200提供的模拟量输入模块的点数较少,虽然可以进行扩展,但是CPU的承受能力也是有限的。而S7-300的系统功能块FB41
提供的PID回路条数完全能够满足控制的要求,且S7-300的模拟量输入的点数较多,如单个模拟量输入模块SM331的模拟输入通道是8个,因此在设计中以S7-300作为控制器。

图2 流浆箱的控制方法
多叠网流浆箱控制系统,分为进浆量调节系统和进气量调节系统,对进浆量调节系统而言,是根据总压的大小调节浆泵对应的变频器,实现对浆泵的转速调节,从而实现浆料的调节:总压降低则上浆量增加,总压升高则上浆量减少。进气调节系统是根据浆位的高低调节罗茨风机对应的变频器,实现对罗茨风机的转速调节:浆位升高则增加进气量,浆位降低则减少进气量。
为了避免误操作造成事故的发生,多叠网流浆箱选择控制功能不在控制界面中实现,而是选择在控制柜中由硬件实现。在DO模块的输出中加上切换开关,如果使用某个流浆箱就合上对应的开关,否则断开对应的开关。
根据流浆箱的工作过程一般网速与总压有如下关系:

其中P—总压,单位kPa;
as—浆网速比,是介于0.9~1.0之间的一个常数;
V—网速,单位km/s;
g—重力加速度常数,单位是km/s2;
c—摩擦力损失系数。
根据此公式可以提出总压跟随网速的相关算法。
3 控制系统的配置及注意事项
3.1 控制系统的配置
电源模块为CPU提供+24V工作电压,数字量的反馈信号进入数字量输入模块,经程序判断通过数字量输出模块启动现场变频器。来自现场的压力、浆位、底网辊的模拟量信号进入模拟量输入模块SM331经过程序进行限幅、滤波及数据转化最后送入各自的PID回路,经过相应的PID运算由模拟量输出模块SM332传送到对应的变频器。其中各个模块在机架上的安装顺序如表1所示,型号如表2所示。

表1 模块在机架上的安装顺序

表2 三叠网流浆箱的型号
控制系统硬件组态如图3所示。

图3 硬件组态图
3.2 注意事项
流浆箱的压力、液位变送器在安装时分别安装在流浆箱的传动侧和观察侧。由于两种变送器都属于两线制电流输出,现场安装时必须注意对SM331的量程卡进行设置,将通道设置为两线制电流。
因为现场的信号干扰严重,由变送器输出的信号必须使用质量较好的屏蔽线,同时必须单独接地。在控制柜中布线时,信号线与电源必须隔离以保证信号的质量。
由于造纸现场环境的恶劣,冲浆泵和罗茨风机的调速变频器选用ABB公司的ACS800和ACS550,匀浆辊的调速变频器选用ACS150。
4 通信与上位机控制
由DELL工控机、CP5611及电缆组成的MPI[3]通信网络如图4所示。
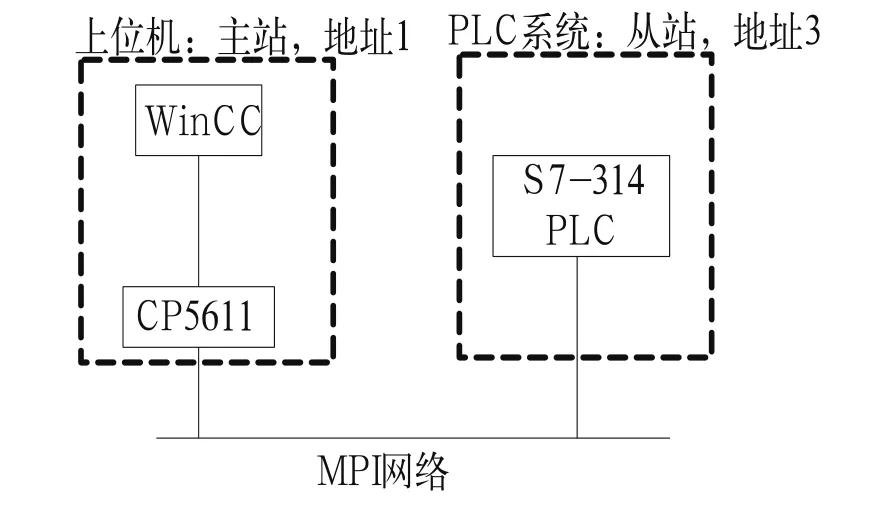
图4 MPI通信网络
该网络的默认传输速率为187.5bit/s,工控机与控制柜之间的最大距离为50m,添加中继器可使最大传输距离达到1000m[4]。该网络中WinCC直接读取CP5611(MPI卡)中的数据,不需要再增加任何辅助的中间软件,结构简单且硬件投入较少。WinCC组态软件所作人机控制界面,主控界面如图5所示,主控界面可以实现现场信号的实时监控和控制曲线的显示,并能够显示现场设备的运行状态,同时监控到不同流浆箱对应的网速状态。
参数设定界面如图6所示,可以对总压、浆网速比等进行设定,同时能够参照浆网速比为0.95时的车速-总压表参考数据进行参数设定,并可以对浆位和压力的物理值进行适当的补偿。
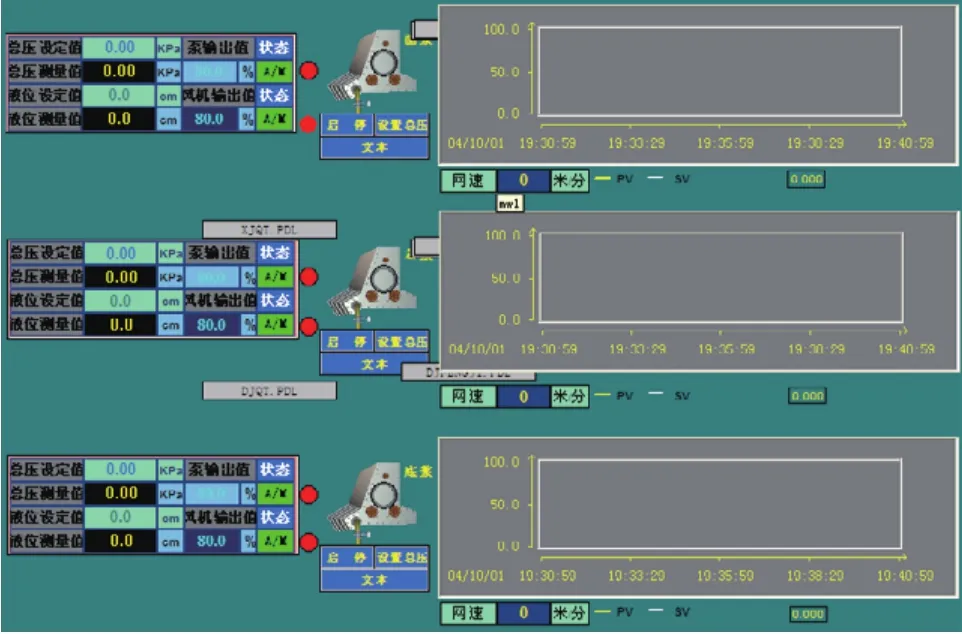
图5 多叠网流浆箱控制系统的监控画面

图6 多叠网流浆箱参数设定界面
5 结束语
本文在理论与工程实践的结合基础上,基于西门子S7-300PLC组成了一个多叠网流浆箱控制系统,在多个厂家的不同型号的流浆箱上投入使用,获得良好的控制效果。经过多次工程实践证实该系统具有较高的控制精度:总压控制精度在±0.5%内,浆位控制精度2.0mm~1.2mm 范围内。
[1]李茜,陈伟.气垫式流浆箱控制方案仿真研究[J].化工自动化及仪表,2009,36(6):21-24.
[2]陈忠平,周少华,侯宝玉,李锐敏.西门子S7-200系列PLC[M].人民邮电出版社,2008.
[3]Siemens AG.S7-300产品目录,2006.
[4]廖常初.S7-300/400PLC[M].机械工业出版社,2008.
