气液增压-铰杆机构增力双工位高效夹具
2012-10-12肖莹华钟康民
肖莹华,钟康民
XIAO Ying-hua, ZHONG Kang-min
(苏州大学 机电工程学院,苏州 215000)
0 引言
机械制造业中应用最为广泛的机动夹具,是液压与气压传动夹具。气压传动夹具的优点是,夹紧动作迅速,不会产生环境污染,便于自动化控制,系统故障少;夹紧后的切削加工过程中,依靠压缩空气的势能,能够持续保持对被夹紧工件的夹紧力,不再消耗能源,所以能量利率高。主要缺点是压缩空气容易泄露,所以系统压力较低(一般为0.4~0.7MPa),因而造成夹紧力不可能很大。液压传动夹具的主要优点,是系统压力高,夹紧力大。主要缺点能量利用率低,液压泵噪音较大,且容易发生因油液泄露及挥发造成环境污染。而没有蓄能器保压的液压传动系统,夹紧后的切削加工过程中,液压泵仍需要运转,以保持对被夹紧工件的夹紧力;不仅多消耗能量,而且溢流回路会导致系统温度升高。
此外,为了缩短装夹工件的辅助时间,大批量生产中,往往采用装夹时间与切削加工时间重合的双工位高效夹具[1~4]。因此,创新设计出兼有液压与气压传动优点的双工位高效夹具,是许多夹具设计人员长期追求的目标。下面,介绍我们设计的一种双工位夹具。
1 工作原理
图1是夹具的工作原理图,其设计创意来自气液增压双工位液压拉伸机[5]。当气动换向阀的电磁铁得电时,阀芯处于上图所示左位状态,压缩空气进入左气腔,推动气缸活塞向右运动;右主动液压活塞压缩右液压腔的油液,将油液增压后作用到右工位输出活塞上;右工位输出活塞杆则通过右边的连杆及双边铰杆增力机构,由右夹紧元件对右工位的工件进行夹紧。此时,压缩空气同时进入左工位输出活塞的左腔,左工位输出活塞杆拉动左边的连杆及双边铰杆增力机构,使得左夹紧元件向上运动,从而松开左工位的工件以进行装卸。
当右边工件的切削加工过程完成后,控制系统使得气动换向阀的电磁铁失电,其阀芯切换至下图所示右位工作状态,压缩空气进入右气腔,推动气缸活塞向左运动。该状态下,左工位的工件被夹紧,而右工位的工件被松开。
左右两个工位如此循环工作。由于工件的切削加工时间与装卸时间重合,因而大幅度提高了生产效率。
2 力学计算与运动特性分析
2.1 力学计算
图1所示夹具中,气缸所提供的推力FP的计算公式为:

而夹紧元件作用于工件的夹紧力FC,由下式进行计算:

以上两式中,D、d1、d2分别为气缸活塞、主动液压缸活塞和输出液压缸活塞的直径,p为压缩空气压力,P为气缸的力传递效率,一般可取P≈0.85;H为液压缸的力传递效率,一般可取H≈0.92。T为铰杆增力机构的力传递效率,一般可取T≈0.90。
显然,FC与FP的比值i,就是气液增压装置与铰杆增力机构串联作用的增力系数,即
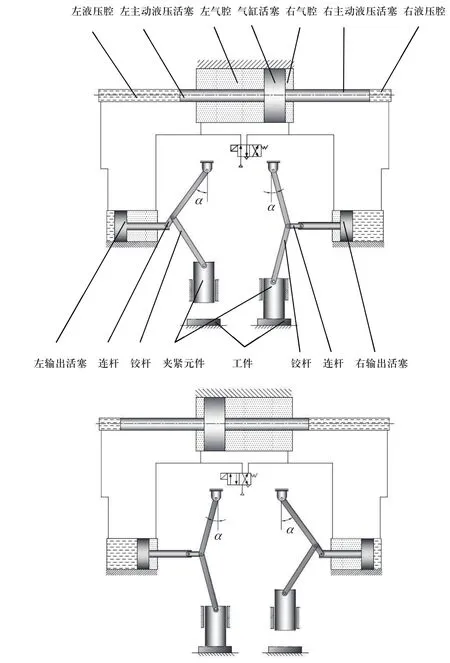
图1 工作原理图

2.2 夹紧元件运动特性分析
对公式(3)进一步分析可知,双边铰杆增力机构的理想增力系数,即不考虑摩擦损失的增力系数iTI=。因此,只有在即理论压力角 <27.5°时,双边铰杆增力机构才在理论上是一个力放大机构。而当 >27.5°时,它实际上是一个减力机构,同时是一个行程放大机构。也就是说,当 角较大时,夹紧元件运动速度相对快,所能提供的夹紧力相对小;而当角较小时,夹紧元件运动速度相对慢,所能提供的夹紧力相对小。由铰杆增力机构的这一力学特性可以得知,图1所示夹具夹紧元件的运动速度,夹紧过程刚刚开始时快,以后逐渐变慢,夹紧时由于压力角角变得很小,因而能够提供较大的夹紧力。这较为符合一般夹具对夹紧元件运动速度特性的要求。
3 结束语
本文介绍的双工位高效夹具,具有以下显著优点:
1)气压传动利用的是压缩空气的压力势能,在工件处于被夹紧状态时,由于夹紧元件没有位移,所以不消耗能量,因而较液压传动夹具,节能显著。
2)仅采用一个驱动气缸,能实现二个工位工件的顺序夹紧,工件的切削加工时间与装卸时间重合,经济性好,生产效率高。
3)液体是密闭静压传递的,不存在液压泵和开放式油箱,能基本杜绝因油液泄露而造成的环境污染;且不存在高速运转的电机及液压泵,噪音小,振动轻。
4)驱动气缸部分与夹紧液压缸之间用油管连接,为夹具的总体布局设计提供了很大柔性。
5)夹紧元件的运动速度由快到慢,最终得到较大的夹紧力,符合一般夹具对夹紧元件运动速度特性与夹紧力特性的要求。
[1]李茹. 数控专用铣钻床压力夹具的创新设计[J]. 机械设计, 2006, 23(12): 56-58.
[2]冯金云, 顾锦华, 史旭东. 空调压缩机连杆双工位精镗夹具[J]. 组合机床与自动化加工技术, 2008, (12): 81-82, 85.
[3]申在福, 贾军朋, 钟康民. 基于气动肌腱与杠杆-双面斜楔增力机构的高效夹具[J]. 机械制造, 2010, (3): 60-61.
[4]鹿霖, 钟康民. 气动肌腱驱动的双工位高效夹紧装置[J].机械设计与研究, 2010, (5).
[5]窦云霞, 钟康民. 无液压泵式气液增压双工位液压拉深机[J]. 制造技术与机床, 2010, (11): 58-59.
[6]王金娥, 窦云霞, 钟康民. 基于力放大机构toggle及无杆活塞缸的可重构气动压力机[J]. 工程设计学报, 2009,16(4): 242-246.
