立式铸铁盘初研钢球浅析
2012-10-11白广春王世平
白广春,王世平
(1.哈尔滨轴承配件有限公司,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 推力轴承分厂,黑龙江 哈尔滨 150036)
1 前言
在钢球生产过程中,钢球初研工序是钢球精研的基础工序,对钢球的生产质量和效率至关重要。本文就钢球立式铸铁盘初研钢球的机理、常见的质量问题及正确的操作方法做一探讨。
2 立式初研加工概述
钢球初研,也称为细研。初研工艺特点是不用砂轮磨削,而是用铸铁盘研磨。钢球初研是在专用的研球机上进行的。研球机上设有两个研磨盘,其工作面互相平行,其中一个研磨盘旋转,叫作转动研磨盘,在其工作面上车削有若干个同心的V型沟槽;另一个研磨盘不转动,叫作固定研磨盘,其工作表面是平的。两个研磨盘中的一个可作轴向移动,以便借助于液压系统对钢球施加必要的研磨压力。研磨盘装机之后,首先要进行必要的调整,並用与被加工钢球尺寸相同的淬火钢球和正常的研磨压力和转速对沟槽进行滚压和研合,使沟槽三个接触面得到三个接触圆弧(如图1)。将钢球放入沟槽里,添加白刚玉微粉(或其它磨料微粉)和润滑冷却液,在研磨盘连续转动和研磨压力作用下,使钢球得到研磨。
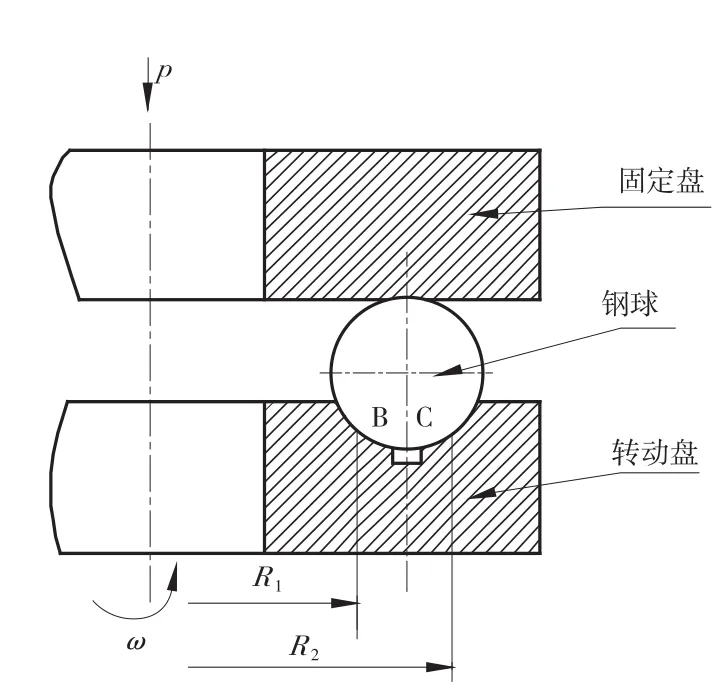
图1 初研钢球示意图
3 立式初研加工的机理分析
由于钢球在两个研球盘之间处于三弧接触状态,而且研球盘的硬度(190~230HBS)比被加工钢球硬度(61~66HRC)低得多,在研磨液中的微粉磨料比钢球硬得多,在磨削压力和研磨盘旋转的综合作用下,磨粒被钢球挤压而嵌入在研磨盘三弧接触的表面上,形成一个非常细密的磨具。
钢球在沟槽里滚动,它一方面随转动盘作公转运动,另一方面因ωR2> ωR1,即钢球在沟槽外侧接触弧的线速度V2大于内侧接触弧的线速度V1,钢球在公转的同时也产生连续自转运动。因此,钢球表面必然产生与盘的接触弧表面相对滑动和相对滚动,而且钢球与接触弧线的各点的压力不同,滑动速度与滚动速度也各不相同。于是,嵌在沟槽接触弧表面上的磨粒对钢球表面就产生微细的磨削作用。在相对滑动过程中磨粒对钢球表面的磨削作用称之为滑动磨削,这是加工中的主要磨削形式,磨粒在压力的作用下,除滑动磨削外也对钢球表面形成极小压痕,並从钢球表面挤掉金属微粒,称之为滚压磨削,这种滑动磨削和滚压磨削的综合作用使钢球得到研磨。研磨液又具有良好的润滑性,使钢球得到良好的润滑,有利于钢球自转,从而有利于改善球形精度。
4 立式初研加工质量问题及原因分析
影响初研加工质量因素是多方面的,有前工序的影响及本工序的因素,前工序的影响在此略去。初研加工过程中常见的质量问题如下。
4.1 球直径变动量和球形误差超差
球直径变动量和球形误差超差,将会增加精研工序研磨时间或造成精研尺寸超差。
直接原因是钢球在加工过程中自转性较差。间接原因:
(1)研磨盘沟槽太浅或着沟槽没压好。
(2)沟槽太深。当沟槽太深时,球直径变动量容易达到要求,但球形误差却不容易达到要求;当沟槽太深並接近或超出极限深度时,则球直径变动量、球形误差均不容易达到要求。
(3)在加工过程中出现个别大球将沟压坏或用了大球或小球压沟,造成沟槽接触弧半径大于或小于被加工钢球的半径,钢球在沟槽滚动自转失去约束力。
4.2 点状烧伤
点状烧伤又称为黑点烧伤,是加工时钢球局部表面受到瞬间撞击,瞬间温度达到一定程度,而后又被研磨液迅速冷却,使其金相组织发生变化,经冷酸洗后在球表面形成一个或多个黑点,如图2 所示。
直接原因是钢球加工时局部表面受到瞬间撞击,而后又迅速被冷却。
间接原因:
(1)研磨盘的转速太高,当其超过110r/min时,钢球来不及进入沟槽产生瞬间断流现象,钢球恢复进入沟槽时,研磨盘就产生对钢球的冲击,形成点状烧伤。
(2)分球器与沟槽入口不吻合,造成钢球在入口处瞬间停顿而被研球盘冲击。
(3)研球盘表面有砂眼、气孔、缩孔等缺陷,当钢球与这些缺陷接触时,产生瞬间冲击。
(4)研磨剂中混有硬质物块,钢球运转中突然遭到阻碍。
4.3 线状烧伤
线状烧伤又分为二次回火、二次淬火烧伤,这种烧伤只有用酸洗的方法才能显示出来,如图3 所示。在磨削过程中,有两个或多个钢球连在一起,在磨削速度和磨削压力的作用下,钢球表面滚动接触点产生了一定的磨擦温度,当磨擦温度达到金属的淬火温度,且旋即受冷却液冷却时,即成为线状磨削二次淬火烧伤。当磨擦温度达到回火温度,且旋即被冷却,就成为线状磨削二次回火烧伤。
直接原因是球的接触点相对运动而摩擦温升,当温度达到一定程度时,受热的接触点轨迹部份的金相组织发生变化,而形成了线状烧伤。
间接原因:
(1)研磨盘转速过低,致使沟槽中的进球过多。
(2)沟槽过深,钢球自转性变差。
(3)在立式研球机上沟槽之间的距离不均等,造成个别沟槽进球过多。
(4)沟槽深度差过大。
(5)压力太小,失去了对钢球的约束力。
(6)两研磨盘工作面不平行,工作时由于轴向跳动而使钢球受力不均衡,迫使钢球滚到一起。
(7)加工中出现个别大球,将沟槽压宽、压深。
4.4 啃伤
啃伤如图4 所示,在初研加工中一旦出现,由于其破坏层可达0.05mm,而初研磨量只有0.02~0.03mm,研量留量小,将会导致产品报废,必须引起重视。
直接原因是钢球局部被研磨盘磨损。

图2 点状烧伤

图3 线状烧伤

图4 啃伤
间接原因:
(1)聚球刀板座松动,将钢球卡死而被转动研磨盘磨伤。
(2)由于分球器严重后退或沟槽入口处沟台棱角被磨损,钢球被阻挡停留在入口处而被转动盘磨伤。
整个这节课的安排实在是太妙了!不仅在潜移默化中渗透了小说的三要素,而且还扎扎实实培养了学生该如何阅读小说这一能力,对于学生今后的自主阅读小说提供了很好的思路。
(3)聚球刀板的齿被钢球严重磨损,钢球在刀板齿尖处停留或卡住而被转动盘啃伤。
4.5 批直径变动量超差
批直径变动量超差势必给精研工序的加工代来困难,严重的会产生线状烧伤,影响成品钢球的使用寿命。
直接原因是沟槽深度不一致。
间接原因:
(1)压沟球的公差不同,压沟后各沟槽深度不一致。
(2)研磨盘的硬度不均匀,造成沟槽磨损程度不一样。
(3)加工中循环不好,有存球死角。
5 立式精研机初研加工的质量控制
(1)操作人员必须熟悉所用机床的技术性能,调整程序与启动方法。检查机床精度应符合工艺要求。根据加工钢球的规格不同合理选择研磨盘转速,研磨盘转速选用的原则是,研磨小球选择高速,研磨大球选择低速。转速选择见表1。
(2)初研前的钢球尺寸差、球形误差、磨削烧伤、表面缺陷必须符合前工序的要求。加工前要对其进行严格的清洗和分选,剔除混入的大、小球,做到钢球表面上没有任何硬质点和其它污物。
表1 研磨盘转速选用表
(3)机床开动前要对其检查和调整,检查进球器,不准有紧固锣钉松动现象,不准有错位、不对口、前移和后退的现象。检查沟槽,不准有掉边、沟槽入口被打坏、破坏了沟槽深度的情况,使沟槽深度不一致。新换用的研球盘必须进行校平和校正,两研磨盘的同轴度<0.05mm,转动研球盘的径向跳动和轴向跳动<0.15mm,两研球盘工作面平行度<0.1mm。收球刀板要正确安装,避免卡球。
(4)做好压沟和磨沟工作。压沟或磨沟时首先将少量的同规格硬磨钢球放入沟槽中,开动转动盘並施加必要的压力,用钢球对沟槽进行滚压,使研球盘沟槽的工作面形成钢球滚道。滚道宽度C为加工钢球直径的1/3~2/5,如图5 所示。当滚道宽度小于被加工球径的1/3时,球直径变动量难以达到要求。当滚道宽度大于被加工球径的2/5时,球形误差难以达到要求。
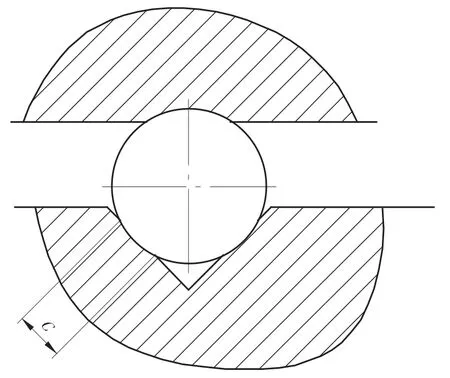
图5 滚道宽度
6 结束语
钢球初研加工质量,直接影响到钢球的成品质量。钢球初研质量重在预防,只要按照初研加工质量控制方法,使工艺装备标准化、操作一致、原辅料质量合格稳定,就能有效地做好钢球初研加工。
