车床磨削化数控改造中的砂轮架设计
2012-09-21杨智宇张树仁
杨智宇,张树仁
(长春理工大学 机电工程学院,长春 130022)
0 引言
根据行业市场研究机构Freedonia集团的预计,到2014年,中国市场对机床的需求将增长14.2%至3890亿元人民币。然而,我国目前有三百多万台普通机床,这些机床的质量较差,性能落后,单台机床的平均产值只有先进工业国家的1/10左右。由此可见,为加强机床自身的生产能力,同时降低生产成本,对原有普通机床进行数控化改造是最合理的选择。我国现有数控改造主要集中于普通车床改造为数控车床,普通磨床改造为数控磨床等。而如果能够将普通车床改造为数控磨床,则扩大了加工的范围,更好的利用了原有机床。而砂轮架的设计就是磨削化改造中的主要部分。
1 砂轮架结构分析
根据经济性原则,原有CM6125机床头架部分不进行结构改造,所以本文采用内圆磨床有关原理,即磨头即作纵向往复运用,又作横向进给。
砂轮架是磨床上用来带动砂轮作高速旋转的关键部件,通常上主要由主轴的轴承和传动系统构成。在设计砂轮架时,首先考虑主轴的旋转精度、轴承的刚性、轴向的止推形式、砂轮架整体的润滑与密封效果,以及砂轮架运行中振动与发热的问题等。在众多的因素中,主轴与轴承是设计的核心。其次,砂轮架电机和带传动系统的计算与选择也是必不可少的。对砂轮架的设计要求,一是要保证主轴旋转时磨削精度高且持续稳定;二是轴承系统刚性应满足加工要求;三是要求在加工过程中让主轴振动尽可能小,且发热较低,砂轮架整体不存在漏油现象且便于售后维修。
2 砂轮架结构设计
2.1 提高砂轮架主轴旋转精度的方法
砂轮架旋转精度是指主轴一前端的径向跳动和轴向窜动大小,它对工件的表面光洁度和表面缺陷产生了决定性的影响。提高砂轮架主轴旋转精度的方法有多种。首先可以采用静压轴承可以有效提高旋转精度,同时材料采用38CrMoA1A,这种合金结构钢也可有效增加主轴的硬度。其次选择双向止推的形式相比于其他类止推形式可增加主轴的旋转精度。最后还可以采用花键、平键等其他方法来提高主轴的旋转精度。
2.2 提高主轴轴承系统刚性的方法
主轴轴承系统刚性是指在磨削力或传动力作用下抵抗变形的能力。如果刚性不满足磨削条件,就会降低磨削的生产效率,还会影响工件的表面光洁度和加工精度,引起工件形状的缺陷。主轴轴承系统刚性包括主轴本身的刚性、轴承刚性和接触刚性。选择动静压滑动轴承,可以有效提高主轴本身的刚性。对于轴承的刚性,既可以增加油的粘度,又可以减少油膜间隙。而对于接触刚性的提高,一是可以减少层次,二是适当的增加接触面积。
2.3 减少主轴系统的振动及降低热量的方法
在砂轮架的运行当中,主轴的振动和发热对其有较大影响。振动对磨削工件表面的光洁度产生影响,并且会损坏磨床的加工精度。砂轮架发热则会使砂轮主轴的结构变形。所以寻找减小振动和降低发热的方法迫切之极。通常减少主轴系统振动的方法有五种:一是在主轴上装的一些零件要尽量对称;二是对砂轮实行静平衡;三是对传动砂轮的电动机进行动平衡;四是用一些吸振材料将电动机底座与砂轮架隔离开,避免其互相影响;五是传动系统的皮带要选得均匀。降低发热的方法是在砂轮架主轴达到刚性要求的前提下,尽可能用较低粘度的润滑油。本文采用压力循环润滑。
2.4 砂轮架电机的选择与计算
砂轮架电机功率可以用三种算法来计算,一是计算法,二是类比法,三是经验关系公式法。本文采用计算法计算,相比另外两种算法,计算得出的数据更加准确,使数控改造的成本更小,生产过程中更节约电力,有利于加工产品成本的控制。
(1)确定纵向进给量S纵:

式中,B为砂轮的宽度,取值为75mm。
(2)砂轮表面线速度的计算:

式中,v砂为砂轮表面的线速度,取值为60m/s。
(3)切向磨削力的计算:

式中,Cp为磨削力系数,取值为2.2;t为磨削深度,取t=S横=0.001mm/r。
(4)砂轮电动机功率的计算:

式中,η1为传动效率,一般为0.75~0.8,取值为0.76。
根据以上数据,选择YD801-4/2型号双速电机。电机额定数据如表1所示:

表1 YD801-4/2双速电机铭牌数据
2.5 砂轮架带传动系统的计算与选择
按照工作原理的不同,带传动分为摩擦型和啮合型。在摩擦型带传动中,又根据传动带横截面形状的不同,可以分为圆带传动、平带传动、V带传动和多楔带传动。其中平带传动相比其他传动的优点是:结构简单,带轮易于制造,适用于机床数控改造项目。所以本文选用平带传动。带传动系统原理如图1所示。
平带传动设计计算:
(1)胶带选择:选用薄型棉纶片复合平带。
(2)小带轮直径:

(3)带速:

式中,Vmax为胶带所允许的最大带速。
(4)大带轮直径:

式中,ε为弹性滑动率取值0.02,d2为大带轮直径,取值为200mm。
(5)轴间距:

因为内圆磨床的砂轮架结构及电机尺寸所限制,所以取值为240mm。
(6)所需带长:

(7)小带轮围包角:
然而,三年之后的陈羽凡会是什么样?能脱胎换骨吗?而这三年之中羽泉这样的经典组合又会出现何种变数?还会令歌迷满意吗?会不会在某一天突然宣布解散?这些也许都得三年之后验证,拭目以待吧!

(8)曲挠次数:

式中,m为带轮数,取值为2。
(9)带厚:
(10)带宽:

式中,KA为工况系数,取值1.2;Kf为拉力计算系数,取值0.72;Kα为包角修整系数,
取值0.925;Kβ为传动布置系数,取值1.0;Ki为传动比系数,取值1.0;[σ]为带的许用拉应力,取值20MPa;σc为带的离心拉应力,取值4.1MPa。
2.6 砂轮架建模
运用CATIA软件,参照计算所得数据所选择的部件,对砂轮架进行三维建模,确保砂轮架整机及有关部件的尺寸的合理性及砂轮架设计的可行性。砂轮架在机床上结构如图2所示。
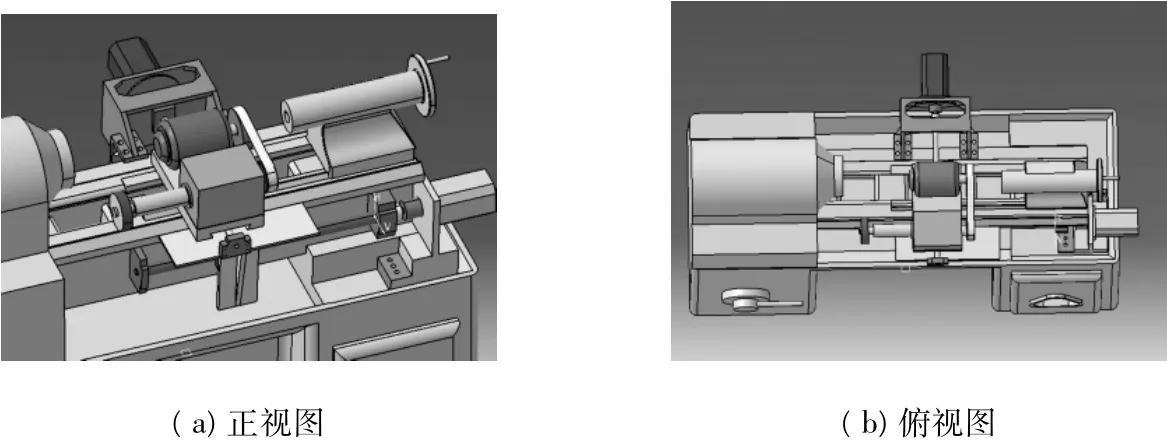
图2 砂轮架在机床上的正视图与俯视图
3 结语
综上所述,砂轮架设计是普通车床磨削功能数控化改造的主要改造部分。砂轮架的好坏直接影响到机床整体的性能。我们在设计中应满足砂轮架设计的四个基本要求。并且通过CATIA的建模,合理设计砂轮架整体及有关部件的尺寸。
[1]戴曙.金属切削机床设计[M].北京:机械工业出版社,1981.
[2]陈心昭,权义鲁.现代实用机床设计手册(上册)[M].北京:机械工业出版社,2006.
[3]宣苓娟.新型内圆磨床砂轮架系统的研究与设计[D].山东:山东科技大学,2008:1-5.
[4]邓远雄.磨床砂轮架及床身三维参数化CAD系统的研究与应用[D].湖南:湖南大学,2004:1-7.
