双机架铝带连轧机张力系统的模糊神经PID控制
2012-09-19李联飞许展望连斌忠梁光正
李联飞,许展望,连斌忠,郭 韡,梁光正
(中国重型机械研究院有限公司,陕西 西安710032)
双机架铝带连轧机张力系统的模糊神经PID控制
李联飞,许展望,连斌忠,郭 韡,梁光正
(中国重型机械研究院有限公司,陕西 西安710032)
针对1 850 mm双机架铝带冷连轧过程中张力控制系统(ATC)存在参数时变、非线性等问题和传统PID参数不易整定的局限,建立了速度-张力系统数学模型,在误差绝对值积分函数(IAE)和最大灵敏度(Ms)的准则约束下,提出了通过离线极点配置训练模糊神经网络(FNN),在线FNN可以根据系统参数的变化获取恰当PID控制器参数的控制策略。Matlab仿真表明,本控制算法具有较好的动态特性和控制精度,对参数时变性的ATC系统具有良好的控制效果。
铝带冷连轧机;张力控制系统;极点配置;模糊神经PID控制;Matlab仿真
0 前言
冷连轧机控制系统是复杂的机电液多变量耦合系统,在实际轧制过程中,影响机架间张力的工艺因素很多,使得被控对象参数具有非线性、时变性等特点,常规PID控制器难以获得满意的控制效果[1]。
结合某铝厂1 850 mm双机架铝带冷连轧机AGC系统的实际情况,本文采用基于极点配置的模糊神经PID控制,在给定性能指标(IAE和Ms)下,配置相应的极点,计算出此时PID控制器的参数。构建神经网络,离线时,根据极点配置所得样本和导师信号训练网络,映射变化参数和PID调节器参数之间的关系;在线时,先用递推最小二乘辨识系统参数,再利用离线训练好的网络实时给出符合指标要求的控制器参数,实现PID参数的在线自整定。
1 1 850铝带冷连轧机张力控制系统数学模型
某铝厂1 850双机架铝带冷连轧机配置如图1所示,机架间张力主要是通过调节主传动电机转速来实现的,维持机架间张力参数在固定范围内,防止拉断,控制板厚。鉴于二机架出口为成品带材,为保持出口良好板形,本系统选取Std#2为标准机架,主要调节Std#1主传动电机转速,而维持机架间张力给定恒定。

图1 1850双机架铝带冷连轧机机架配置Fig.1 Assignment of 1 850 double-stand aluminum strip cold rollingmill
Std#1出口速度v1h与Std#2入口速度v2H不相等时,将产生张力波动,且满足如下的关系[2]

式中,σ为张应力(单位面积上所受的张力);E为材料的弹性模量;ε为应变系数;v2H为二机架入口带速;v1h为机架出口带速,l为机架间的距离。
带材速度差产生张力,而在张力作用下,速度差也不再是常量,是张力的函数,当张力增加时,金属向前流动的阻力减小,增加前滑区,使前滑值增加[3]。张力在应用范围内,前滑与张力的关系可用直线规律表示

式中,v1为Std#1轧辊线速度;fh为自由轧制时的前滑系数;α为张力前滑影响系数。
将式(2)代入式(1)中,并整理可得

对式(3)进行拉氏变换有,则
式中,KT=1/αv1;τT=l/AEαv1,A=Bh;B为铝带宽;h为机架间铝带厚度,T为张力。
为了保持电枢电流在动态过程不超过允许值,在突加控制量时超调尽可能的小,应把电流环校正为典型I型系统。基于稳态无静差和较好的抗干扰性考虑,转速环应当校正为典型Ⅱ型系统[4]。张力环投入使用时,速度调节器输出为限幅值k,转速开环,转速调节器不再起作用,保持恒张力轧制[5]。电动机电枢电流随张力变化,所以对于张力控制器,电流环为内环。整个张力环动态结构如图2所示。图2中,WACR(s)为电流调节器,Toi、Tot为电流、张力检测滤波常数,β、γ为电流、张力反馈系数;R为电枢电阻回路总电阻;ks为晶闸管装置放大倍数;Ts为整流装置滞后时间常数;Tl为电枢回路电磁时间常数,Tm为拖动系统机电时间常数。

图2 机架间张力动态结构图Fig.2 Tension dynamic structure between stands
2 基于极点配置的模糊神经PID控制设计
基于张力环节传递函数参数时变性的特点,在参数的变化范围内随机的取n组值(也即有n个参数确定的被控对象),在误差绝对值积分函数(IAE准则)和最大灵敏度Ms指标的约束下,配置n个被控对象下的主导极点与非主导极点,计算出此时被控对象的n组PID控制器参数,然后构建简单的FNN网络,使n组张力环节时变的参数值和n组计算获得PID的参数(kp、ki、kd)值作为此FNN网络的样本和导师信号,离线训练此网络,调整网络的权值和隶属度函数的参数,在极小的误差范围内,使得网络能够映射k=F(a,b),其中k=(kp、ki、kd),a、b为变化的参数。然后在线时,通过最小二乘法实时辨识张力环节参数,再利用该训练好的网络实时给出符合指标要求的控制器参数,实现PID参数(kp、ki、kd)的在线自整定。
2.1 基于IAE和性能指标的极点配置
在单位反馈闭环控制系统中,设系统的被控对象为

假定,n>m,并且式(5)的特征根具有负实部。
PID控制器的传递函数为

整个闭环传递函数的特征多项式为

显然式(7)有n+1个极点,利用极点配置来保证系统的特性。为了保证系统的稳定性,设计控制器的参数(kp、ki、kd)以致使式(7)的所有根在复平面的左半部分。在设计控制器的参数时,对于系统的稳态误差和鲁棒性,考虑误差绝对值积分函数IAE,和最大灵敏度Ms,其表达式分别如下
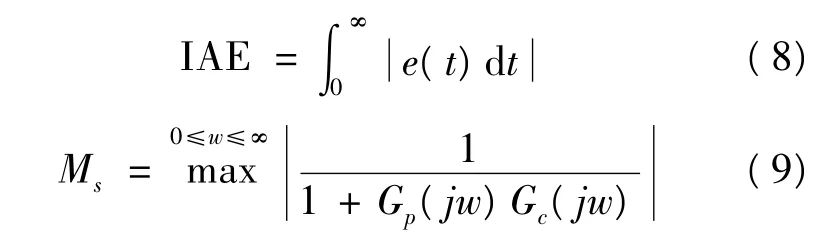
最大灵敏度的典型值一般介于1.3到2之间[6]。
为了利用极点配置控制系统的动态性能,按照IAE、Ms准则,主导极点与非主导极点应该配置在复平面的合适位置,如图3所示。
考虑控制器可调节的参数(kp、ki、kd)及式(7)有n+1个根,可以设置闭环系统的三个极点,其余极点相应地也已获得。设期望的极点为

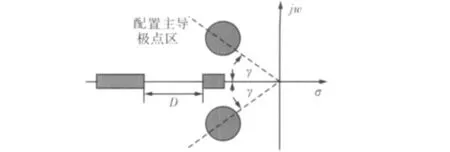
图3 复平面中配置极点的区域Fig.3 Regions of dominant and insignificant poles in complex plane

即说配置的极点确定后,控制器参数(kp、ki、kd)也就按照式(15~17)确定了,PID控制器也就设计出来了。当确定了期望极点后,其余相应的极点也就确定了,但必须满足其余极点在复平面的左半部分并远离主导极点,如图3所示,主导与非主导极点之间的距离D=5ω0max(α0,ξ0)。
2.2 FNN网络结构及其算法
用FNN的任意非线性逼近,表述本算法即为:对于给定的映射关系f:Rn→RP,任意的K⊂Rn,ε>0,总存在一个FNN网络F(x,w),使得都成立。
2.2.1 FNN模型结构
FNN结构如图4所示,网络分为四层。第一层为输入层,输入x=[x1,x2,…xn]为被控对象变化参数的个数。在参数的变化范围内可把其任细分,获得输入样本。

图4 模糊神经网络结构Fig.4 FNN structure diagram
第二层为隶属度函数,本结构选用高斯函数,输入输出关系为

向量bi、Ci分别表示高斯函数宽度和中心值。由于这种映射关系总能建立,所以语言变量值可以选取最精简的个数[7]。
第三层为规则层,每条规则的强度通过神经元的代数积运算得到。对于给定的输入向量x,可以求得第i条规则的强度为

第四层为输出层,输出PID控制器的三个参数。由于是离线训练,因此每条规则强度都可以被激活。输出可描述为

式中,S为1×(m×n)的规则强度矩阵;wp为(m×n)×1的权系数矩阵;ki、kd同理可得。
对于位置式数字PID控制器,其控制量为

2.2.2 FNN模型离线训练算法
本文采用改进的梯度下降法来调整参数,包括规则的连接权值、阈值以及隶属度函数的中心值和宽度。FNN离线控制框图如图5所示。
定义性能指标函数为

式中,yp(k)为导入信号;(k)为估计输出。
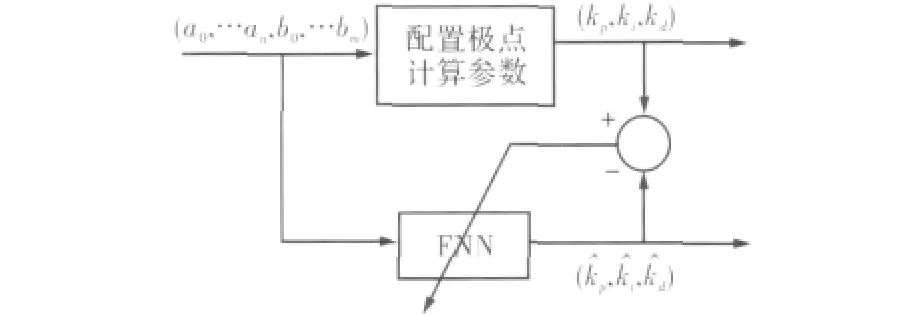
图5 FNN离线训练框图Fig.5 Off-line training architecture of FNN
按照改进梯度下降法修正网络权系数,即按性能指标函数对加权系数的负梯度方向搜索调整,并附加一使搜索快速收敛的极小惯性项。

式中,Θ(k)=(m,σ,w)为FNN网络的权系数矩阵。根据误差反传算法,规则更新如下:

网络中具体参数更新规则如下:对于连接权值和阈值有:

输入语言变量值隶属度函数中心值和宽度的迭代算法如下:

其中,η(0<η<1)为学习速率;ρ(0<ρ<1)为惯性系数,可加快收敛速度。
2.2.3 FNN在线自适应
极点配置方式得到的样本和导师信号训练FNN网络后,就得了能够在线自适应的FNN控制器。为了实时得到被控对象参数,首先应该把连续系统离散化,利用最小二乘法实时辨识被控对象的参数,如图6所示。
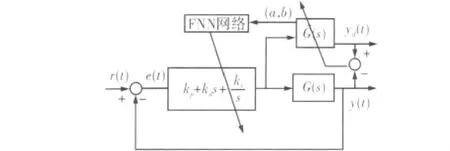
图6 FNN网络的在线自适应Fig.6 On-line self-adaption of FNN
4 系统的仿真研究
4.1 仿真模型
根据某铝厂1 850冷连轧机AGC的实际情况,在投入张力AGC时,速度环开环,张力控制系统只包括电流内环和张力外环。1 850冷连轧机部分技术参数如表1所示。
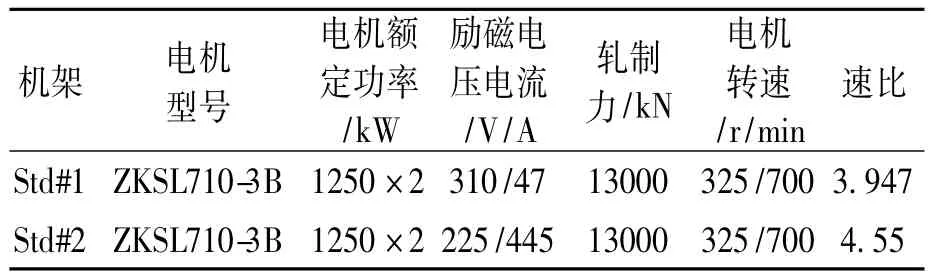
表1 1850冷连轧机部分技术参数Tab.1 Some specificationsof1 850 clod rollingmill
转速开环,速度调节器输出限幅,根据图2的张力动态结构,带入参数可得整个张力控制系统的传递函数为

由式(4)的推导过程可知KT、τT是众多变量的函数,如在轧制加减速阶段摩擦因子导致的速度变化,机架间厚度波动引起的横截面积变化,铝合金在不同相对压下率引起的弹性模量变化。经计算KT=4.15~14.7,τT=0.042~0.147。
4.2 仿真步骤及结果
基于极点配置的模糊神经网络PID控制器设计的仿真研究可以分为以下4步:
(1)在IAE和Ms性能指标下配置好极点,然后根据推导的公式计算出PID控制器参数(kp、ki、kd)。程序中在张力环节参数的变化范围内随机的取出200个值,然后计算合适的PID参数。
运行程序后产生的200组KT、τT、kp、ki、kd,并且输出了最后一组经计算获得PID参数对于此时KT、τT所构成的被控对象仿真结果如图7所示。
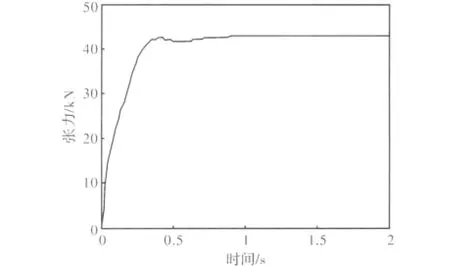
图7 计算获得的PID参数控制效果Fig.7 Control effect based on PID parameter calculation
(2)构建FNN网络。结构为2-5-5-3,以200组KT、τT为网络输入样本,以200组kp、ki、kd为导师信号,训练FNN网络,获取合适的网络参数。图8~10比较了FNN网络输出的kp、ki、kd与步骤1计算的导师信号kp、ki、kd,结果表明输出信号能够跟随导师信号,网络训练比较成功。


图10 FNN网络对的跟踪情况Fig.10 Curve of parameter got by FNN tracking
(3)检验训练好的网络。随机地取出步骤(1)中一组输入样本(第117组输入),经过训练好的网络输出的kp、ki、kd作用于第117组输入样本所构成的被控对象,控制效果如图11所示。
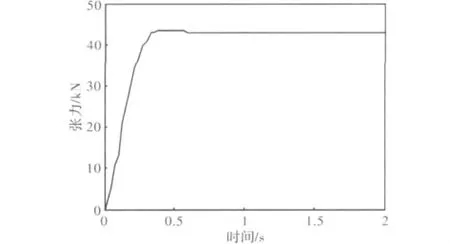
图11 FNN任意组输出的控制效果Fig.11 Control effect for any group outputs by FNN
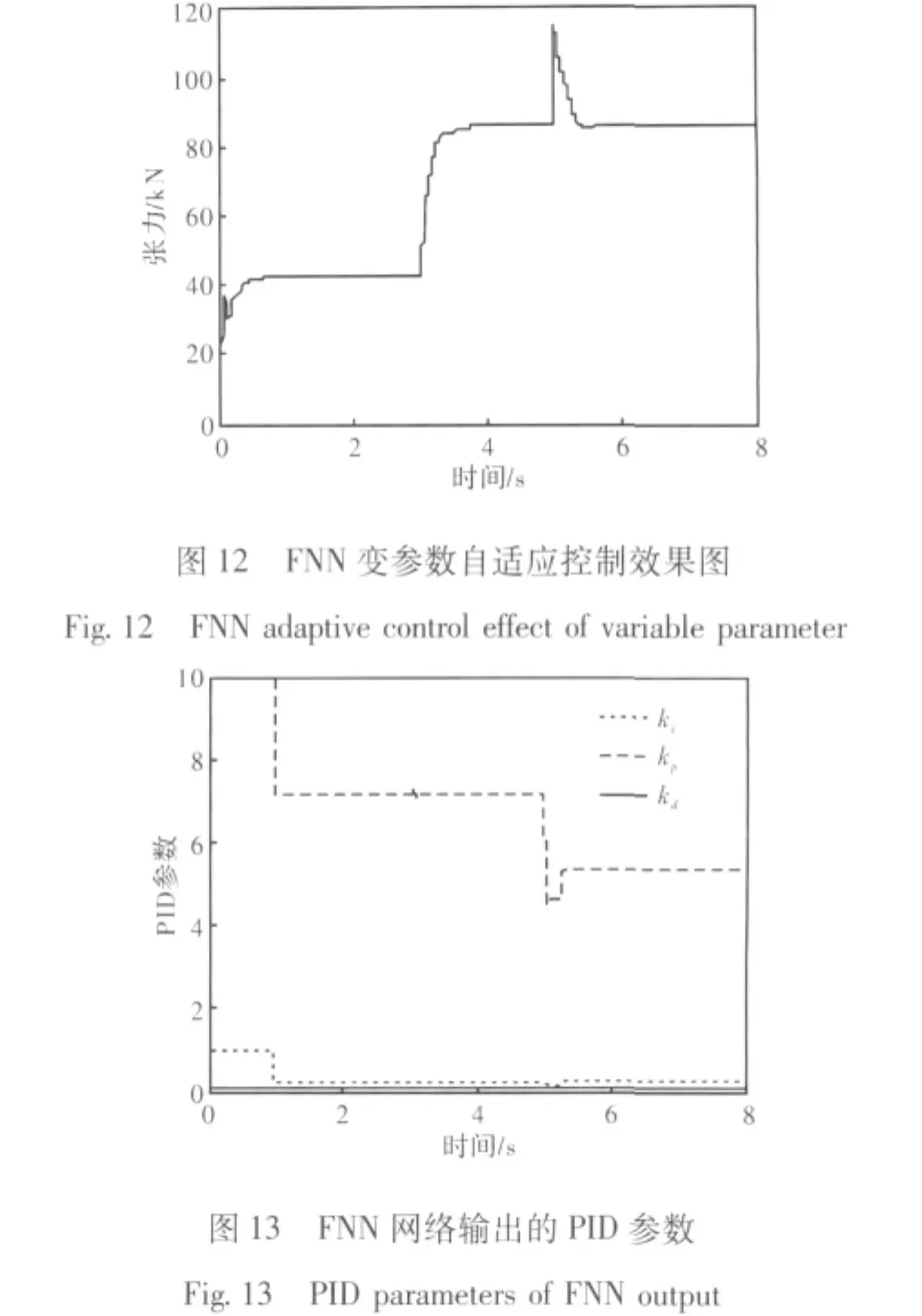
(4)利用递推渐进消去最小二乘法辨识被控对象的参数,然后利用校正好的FNN网络进行优化此时的PID参数,用于在线控制。开始时对象参数为τT=0.12,KT=10(开始时刻被控对象受给定参数控制,程序中设定kp=10,ki=0.97,kd=0.0167),然后在第3秒张力设定之增加至84 kN,并在第5秒被控对象的参数变化为τT=0.05,KT=7.5。图12为控制效果,图13为FNN网络输出的PID参数。
5 结论
本文提出的FNN-PID控制器不但可以在系统参数变化的情况下得到指定的控制效果,更重要的是利用离线训练好的网络在线应用保证了轧制过程对实时性的要求。
(1)基于极点配置的模糊神经网络PID控制器对被控对象的模型精度要求不高,能够适应现场的复杂环境。
(2)由于在极点配置时对系统的目标性能指标做了约束,因而此种控制器的控制效果优越性较为明显。
(3)当确定了期望的样本和导师信号,离线训练FNN网络之后,在线应用时能够快速准确的给出不同控制对象下的控制量,应用较为快速、简便。
基于极点配置的模糊神经PID控制效果优势明显,使得张力控制更加智能化,对于生产高性能、高精度、高表面质量的铝及其合金带材提供了有力保障,具有广阔的发展前景。
[1]郑申白.轧制过程自动化技术 [M].北京:化学工业出版社,2009.
[2]DANDIL Besir.Fuzzy neural network IP controller for robust position control of induction motor drive[J].Expert Systems with Applications,2009,36(3):4528-4534.
[3]PITTNER John,SIMAAN M A.Contrlo of a continuous tandem cold metal rolling process[C]//2008 American Control Conference.Seattle,WA:ACC,2008:2834-2839.
[4]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2000.
[5]JANABI-SHARIFI F,LIU J.Neuro-fuzzy tension controller for tandem rolling[C]//Proceedings of the 2002 IEEE International Symposium on Intelligent Control.[S.l.]:IEEE,2002:309-314.
[6]LEE C H,TENG C C.Identification and control of nonlinear dynamic systems using recurrent fuzzy neural networks[J].IEEE Trans.on Fuzzy Syst.2000,8(4):349-366.
[7]刘文军,牛昱光.基于模糊神经网络的参数自整定PID控制系统设计 [J].太原理工大学学报,2006,37(3):298-301.
Fuzzy neural PID control of tension system in alum inum strip cold rolling m ill w ith double-stand
LILian-fei,XU Zhan-wang,LIAN Bin-zhong,GUOWei,LIANG Guang-zheng
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
Aiming at the parameter time-varying,nonlinear problems and the limitations of traditional PID parameter tuning existing in the tension control system during aluminum strip cold tandem rolling,a mathematic model of speed-tension system was built.Under the criteria constraints ofminimum integrated absolute error(IAE)and maximum sensitivity(Ms),a new control strategy is proposed,which train fuzzy neural network(FNN)by off-line dominant pole assignment,and gain appropriate PID controller parameter according to the change of system parameters.The Matlab simulation shows that the control algorithm has good dynamic characteristic and the control accuracy,and possesses perfect control effect upon time-varying parameter of tension control system.
aluminum strip cold rolling mill;tension control system;pole assignment;fuzzy neural network PID control;Matlab simulation
TG334.9
A
1001-196X(2012)04-0027-07
2012-01-18;
2012-02-21
李联飞(1985-),男,中国重型机械研究院有限公司助理工程师。
