SIMOTION D在顺磁铁芯电抗器生产线控制系统中的应用
2012-09-19符晓辉李西宁杨世芳
符晓辉,李西宁,杨世芳
(西安启源机电装备股份有限公司,陕西 西安710021)
SIMOTION D在顺磁铁芯电抗器生产线控制系统中的应用
符晓辉,李西宁,杨世芳
(西安启源机电装备股份有限公司,陕西 西安710021)
顺磁铁芯式电抗器有着损耗低、电磁干扰低、可靠性高等优点。西安启源机电装置股份有限公司设计了首条顺磁铁芯电抗器生产线,该生产线采用了SIMOTION西门子新一代运动控制平台。这一产品实现了将逻辑控制、运动控制和工艺控制的融合。本文介绍了顺磁铁芯电抗器生产线上控制系统的硬件结构,软件设计及使用情况。
电抗器;铁芯;顺磁;运动控制
0 前言
铁芯电抗器的核心部件是圆型铁芯饼。铁芯饼是由多组扇形铁芯片堆叠组成。而铁芯饼的剪切工艺分为顺磁和横磁两种形式,两种工艺的区别在于横磁铁芯所组成的铁芯柱的硅钢片的碾压方向垂直于铁芯柱的磁通,而顺磁铁芯中的硅钢片碾压方向与铁芯柱的磁通方向平行。顺磁电抗器总损耗比横磁电抗器低3%以上。
由于对剪切设备要求低,铁芯饼结构简单,故国内大多数的铁芯电抗器企业仍在使用横磁剪切工艺。目前国内只有西安变压器厂和特变电工衡阳变压器厂引进了ASTRONIC的顺磁铁芯剪切线。西安启源机电装备股份有限公司通过深入研究顺磁铁芯的生产工艺设计了国内的首条该型生产线。在这台设备中用到了多个伺服电机做多种运动控制,采用PLC定位模块,这种常规模式对于系统的软硬件设计有较大的局限性。故引入一种新的控制模式,该控制系统采用了SIMOTTON运动平台。
1 SIMOTIOND运动控制平台
在运动控制领域,常规的实现方案是PLC带定位模块的系统。PLC的CPU负责整体逻辑控制和系统运算,定位模块控制伺服电机实现速度、定位和同步等功能。两者之间通过PLC的背板总线进行通信,背板总线的速率决定了系统的整体响应速度。当设备结构复杂,运动轴数量增加时,PLC的扩展模块和定位模块增多,数据通信和系统响应速度将不可避免地要受到影响。
新一代的运动控制平台SIMOTION是功能强大而灵活的系统,除了具有运动控制的各项功能,还集成了全面的逻辑和多种工艺控制。该平台有3个版本,分别是基于PLC、工业PC和驱动器的形式。其中SIMOTION D是基于伺服驱动器SINAMICS S120的版本,它不仅具有SIMOTION的全部功能,而且还集成了伺服驱动器的控制功能。这种高度集成化有效降低系统成本并缩减控制系统的体积。
SIMOTION D在硬件层面提供了一体化解决方案,在软件层面上西门子配套的开发环境SCOUT已经不单是一个编程软件,在这个开发系统内可以实现全部的逻辑编程,运动控制和工艺控制等项目。同时这个开发软件还提供了全部的调试功能,包括参数设定、监控示波器、测试和设备底层故障诊断。随着市场对各种加工设备的集成度和自动化程度要求越来越高,今后SIMOTION这类通用型运动控制平台将是工业自动化领域的一个发展方向。
2 系统设计
生产线的基本剪切流程图1所示。首先,硅钢带卷向冲床和剪床方向输送硅钢带并储存部分带料作为缓冲。送料辊将硅钢带送至V冲和方冲处进行倒角和预冲缺。接着将硅钢片送到剪床的刀口位置。由于剪切后的硅钢片需要堆叠成扇形,所以硅钢片在宽度方向是步进递增或递减的。这就需要剪床以步进的方式横向平移到所需要剪切的位置,两把L型刀将硅钢片分别剪断分开。连续往返工作可得到宽度为步进递增和递减的硅钢片。
出料皮带以低速运行等待剪切的硅钢片,当剪断后的硅钢片落在皮带上后,出料皮带立刻提高转速将硅钢片向生产线两侧传送并转运到理料皮带上。理料皮带同样是以低速运行等待硅钢片,当检测到硅钢片后以将硅钢片移动到理料机构上方,由一套整理打料装置将宽度不同的硅钢片整理收集在一个接料盒内,得到图1中一组扇形堆叠的硅钢片。
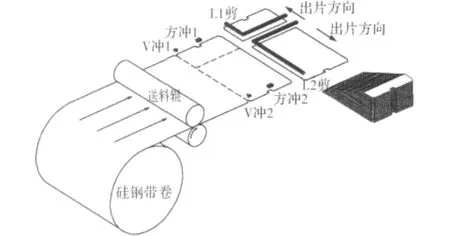
图1 设备剪切示意图Fig.1 Shear schematic
2.1 系统关键技术
在这条生产线中,主要有3个技术关键点影响了产品的质量和生产效率。
(1)送料精度。送料精度直接影响制成的铁芯饼质量,如送料精度差则将导致铁芯饼的端面不平整。进而使得固定在端面上的石质垫块在进行浇注环氧树脂和热固化时发生破裂。为了解决这个问题,另外增加了一套测量辊及编码器将实测送料长度返回控制器,构成位置全闭环。
(2)剪切效率。在生产过程中剪床横向移动速度成为整个生产效率的瓶颈。由于剪床座较重,并且电机驱动的是滚珠丝杠,同时还需要保证横向移动的步进的准确性,所以剪床的横向移动速度做不到非常高。通过优化程序的算法缩短了剪床每次移动距离,有效提高了剪切效率。
(3)理料整齐。在进行接料整理工序时,如果硅钢片零乱地落向接料盒可能使得硅钢片撞击接料盒边沿,甚至飞出接料盒从而造成硅钢片损坏。整理硅钢片的工作不仅是在最终的接料盒部分,从剪切完成硅钢片落在接料皮带时就要落正,在转移至理料皮带上时也应平正。这需要两条皮带根据不同的片宽,实时调整运行速度,并且及时切换速度和定位的运行模式才能使得最终得到整齐的理料效果。
2.2 硬件系统结构
(1)使用SIMOTION D435作为主控制器。
(2)在系统设计中使用了6台西门子1FK7同步伺服电机。送料辊和剪床平移各使用1台,两组出料、理料皮带各使用2台。该系列伺服电机具有高动态特性和外形紧凑的特点。
(3)伺服电机驱动器为西门子SINAMICS S120,该系列驱动器采用共直流母线方式供电,采用1个整流模块和3个双轴电机逆变模块。
(4)MP270作为系统的人机界面。
(5)3个ET200S从站作为控制柜内、操作台和设备主机的IO模块。
(6)编码器模块SMC 20将测量辊编码器接入系统和送料辊构成位置全闭环。
SIMOTION D的通信功能丰富,通过图2看到下列通信方式:
(1)SIMOTION和驱动器、伺服电机、外接编码器之间的数据交换用DRIVE-CLiQ高速通信方式。该通信模式速率可达100M,响应速度快,安装简单,故障率低。
(2)控制器通过Profibus-DP总线和ET200S从站以及HMI连接通信。
(3)上位机开发用以太网和SIMOTION以及人机界面连接。
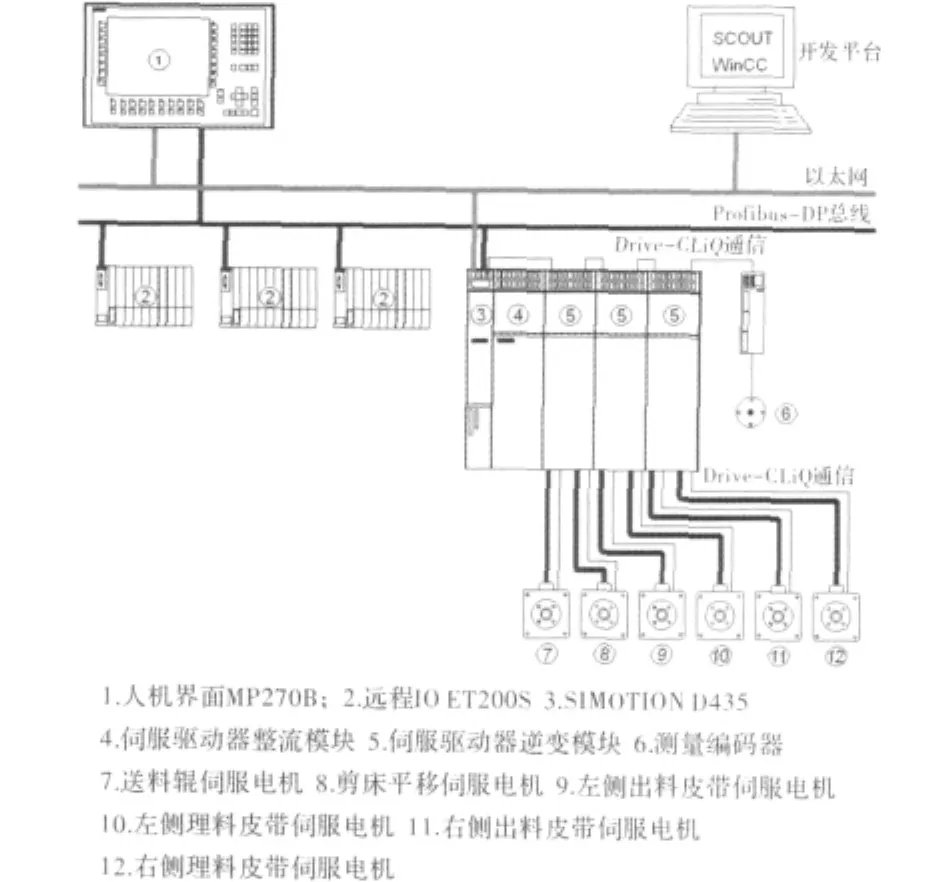
图2 控制系统结构图Fig.2 Structure chart of control system
2.3 软件设计
使用系统开发软件SCOUT,首先实现对SIMOTION D和伺服驱动器SINAMICSS120的电机识别、硬件组态、通信配置,然后再进行程序编制和伺服电机调试。
系统中使用了MCC、LAD、ST三种语言,编制系统程序时可根据不同的生产及控制工艺分别使用。编制运动控制任务使用MCC(运动控制流程图)可使各个伺服轴动作顺序一目了然。逻辑控制使用LAD(梯形图)适合程序的顺序及状态转换。ST(结构文本)适合做各种复杂的公式计算,使得系统程序的结构简化。三种程序配合使用使得系统程序易于实现模块化设计。
根据顺磁铁芯的生产工艺采用的控制程序流程图如图3所示。
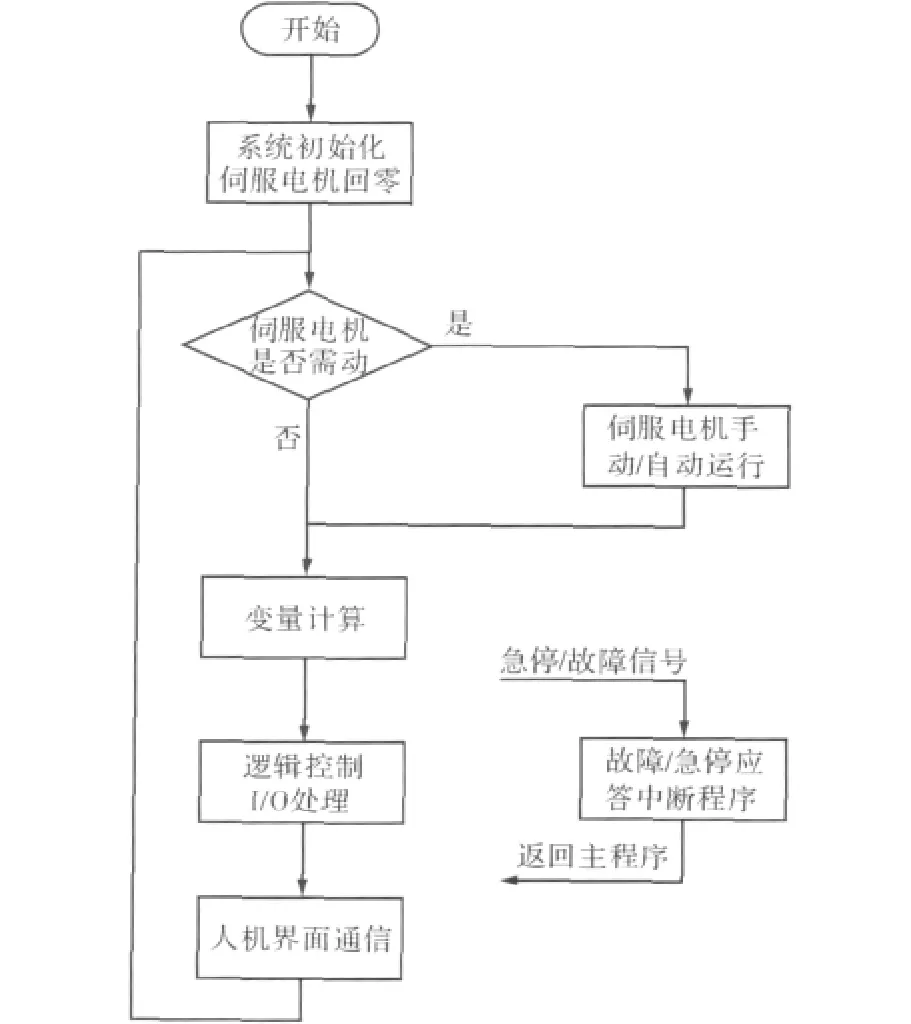
图3 系统程序流程图Fig.3 Flow chart of system program
程序分为5大模块:
(1)运动控制程序。分6个伺服电机控制模块,功能包括速度运行、定位运行、手动和自动的转换。
(2)变量计算程序。细分为片型计算、送料辊计算、剪床平移量计算、皮带速度和定位多个模块。
(3)逻辑IO控制程序,包含了设备上所有的检测开关、按钮输入量和指示灯、电磁阀的动作。
(4)故障急停应答程序。处理所有的紧急情况。
(5)人机界面程序。对控制器和人机界面两端进行数据交换并及时更新。
程序编制完成后需要将各个模块安排在execution system(执行系统)中,如图4所示。
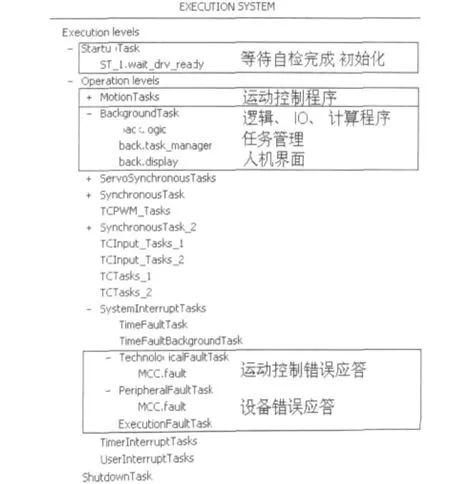
图4 程序执行系统Fig.4 Program execution system
执行系统主要分为4个执行组:
(1)startup task(起动任务)。系统启动后首先执行,进行自检初始化;
(2)background tasks(背景任务)。作为主程序开始循环扫描,其中包括了逻辑控制、IO处理、变量计算、人机界面通信和任务管理;
(3)motion tasks(运动控制)。当任务管理模块判断需要做运动控制时,调用各个伺服电机控制程序。当运动控制完成之后,motion tasks中的程序立即交还系统,从而不影响主程序的扫描;
(4)technical fault task(错误应答)。当检测到急停/故障等中断信号时,系统立刻进入该任务处理相应的紧急情况以避免安全事故。
4 结论
顺磁铁芯生产线控制系统采用SIMOTION作为新一代的运动控制平台,融合了多种功能模块,为控制系统设计提供便利。在动作复杂、运动伺服轴多的设备上更能体现优点。以SIMOTION为核心的顺磁铁芯生产线控制系统目前使用近6年,由于集成度高、布线简易、维护保养方便的特点满足了用户的需要。同时本系统也适合用于其他轻型带材类的剪切设备。
[1]于良中.树脂绝缘干式铁心与空心电抗器的性能比较 [J].高电压技术,2004,30(8):63-64.
[2]SIMOTION D在铜箔后处理生产线上的应用 [J].制造业自动化,30(6):47-49.
Application of SIMOTIOND in production line of paramagnetism iron core reactors
FU Xiao-hui,LIXi-ning,YANG Shi-fang
(Xi'an Qiyuan Mechanical and Electrical Equipment Co.,Ltd.,Xi'an 710021,China)
The paramagnetism iron core reactor is an irreplaceable component in power system,and ismainly responsible for reactive power compensation,filtering of high-order harmonic,suppression of peak current functions in the power grid.The paramagnetism core reactor has the advantages of low loss,low electromagnetic interference,and high reliability.Therefore,Xi'an Qiyuan Mechanical and Electrical Equipment Co.,Ltd.designed the first production line of paramagnetism iron core reactors.The production line adopted the new generation motion control platform made by SIMITION SIEMENSCompany to achieve the integration of the logic control,motion control and technical control.The hardware arrangement,software design and application of the control system in the production line of paramagnetism core reactors are introduced.
reactor;iron core;paramagnetism;motion control
TG334.9
A
1001-196X(2012)04-0038-04
2012-03-10;
2012-04-02
符晓辉(1980-),男,西安启源机电装备有限公司,工程师。
